Известны станки для нарезания методом обкатки конических зубчатых колес с прямым или круговым зубом, включающие стол бабки изделия, люльку (узел, несущий шпиндель инструмента) и щпиндель, несущий обрабатываемое изделие, с электрической связью между ними. Однако такие станки недостаточно универсальны.
В описываемом станке для обработки колес нарезанием, строганием, шлифованием, а также для согласованной автоматической связи движений обкатки, подачи и деления приводы подачи стола, качения люльки и вращения шпинделя изделия выполнены от отдельных электродвигателей, регулируемых с помощью системы программного-управления.
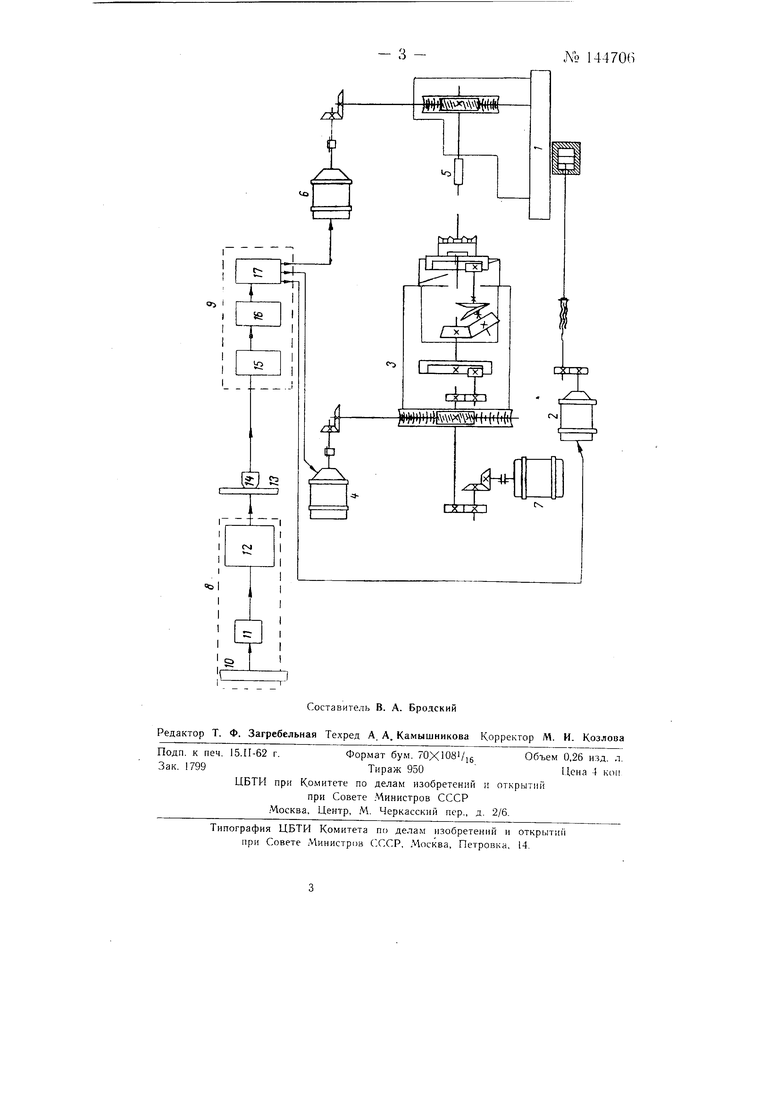
На чертеже изображена схема станка.
Станок для нарезания методом обкатки конических зубчатых колес состоит из станины, стола / бабки изделия, перемещаемого от шагового электродвигателя 5, люльки 3, вращаемой от шагового электродвигателя 4, шпинделя 5 изделия, приводимого от шагового электродвигателя 6, электродвигателя 7, осуществляющего привод главного Движения, системы 8 программирования и системы 9 управления.
Сигналы с программоносителя 10, представляющего собой перфорированную ленту, на которой посредством двоичного кода записаны законы изменения скорости вращения электродвигателей 2, 4 VL 6, через считывающее устройство // поступают в интерполирующее счетнорешающее устройство 12, с выхода которого снимается программа, предназначенная для записи на носитель 13 промежуточной памяти, например магнитную ленту. Каждому из электродвигателей 2, 4 к 6 соответствует своя двухдорожечная запись, выполненная с помощью унитарного кода для прямого и обратного движений. Считывание с носителя 13 производится посредством блока 14 магнитных головок, от ко№ 144706- 2 торого сигналы поступают через блок 15 усилителей на вход трехразрядных кольцевых счетчиков 16, распределяющих их по обмоткам шаговых электродвигателей 2, 4 w. 6, питаемых через тиратроны 17, благодаря чему движения подачи стола /, качения люльки 3 и вращения шпинделя 5 совершаются строго координированно таким образом, как это необходимо для обработки одного зуба. В связи с тем, что при нарезании зубчатого колеса имеют место повторяющиеся циклы рабочих движений, в качестве носителя 13 промежуточной памяти может быть использована бесконечная магнитная лента с записью программы обработки одного зуба. В этом случае, а также при централизованной записи программы на магнитную ленту система 8 программирования отключается.
Описываемый станок позволяет обрабатывать конические зубчатые колеса прямозубые и с криволинейным зубом, гипоидные, полуобкатные, зерольные и т. д. с равновысокими и понижающимися зубьями методом обкатки, врезания и комбинированным при работе в одну сторону с ускоренным обратным ходом и в обе стороны с выводом заготовки для деления, методом непрерывного или периодического деления; применять модификацию обкатки, винтовое движение и изменять скорость подачи, обкатки и врезания по любым законам. Станок имеет высокую производительность, его конструкция проста, а управление и настройка несложны.
Предмег изобретения
Станок для нарезания методом обкатки конических зубчатых колес с прямым или круговым зубом, включающий стол бабки изделия, люльку (узел, несущий шпиндель инструмента) и шпиндель, несущий обрабатываемое изделие, с электрической связью между ними, отличающийся тем, что для возможности обработки колес нарезанием, строганием, шлифованием, а также согласованной автоматической связи движения обкатки, подачи и деления, приводы подачи стола, качения люльки и вращения шпинделя изделия выполнены от отдельных электродвигателей, регулируемых с помощью системы программного уггравления.