00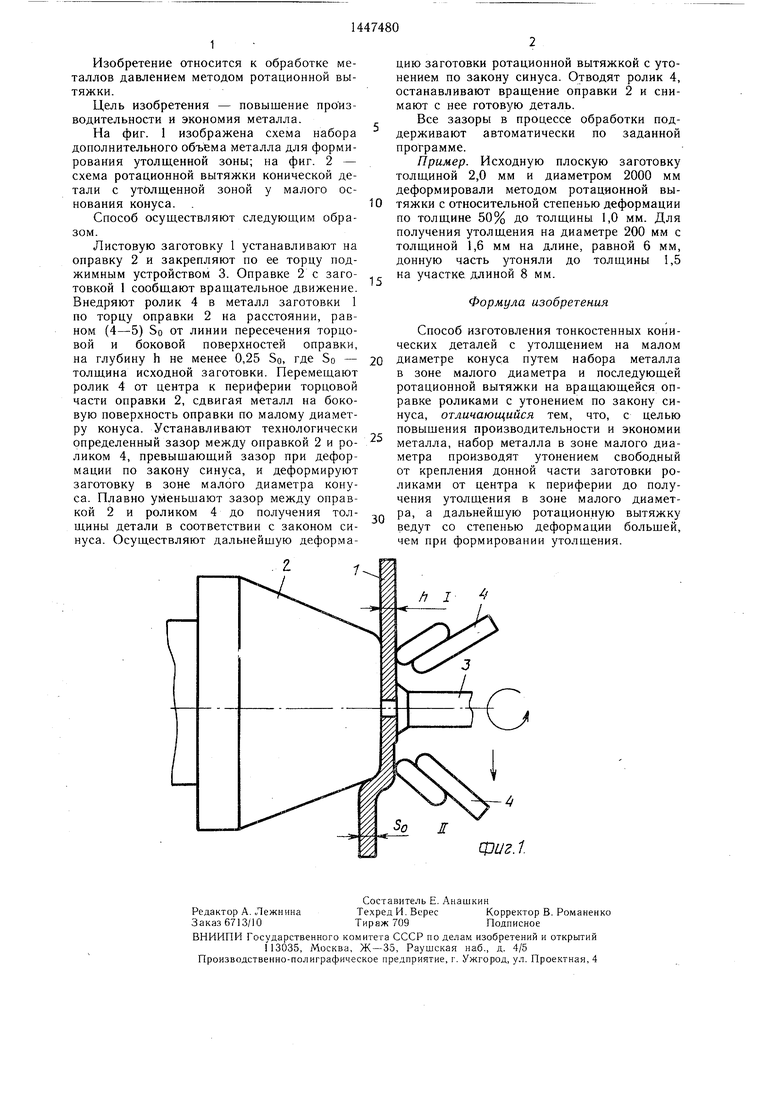
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ НЕСИММЕТРИЧНЫХ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ С ФЛАНЦЕМ | 2011 |
|
RU2471585C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ЛОКАЛЬНЫМИ УТОЛЩЕНИЯМИ | 2011 |
|
RU2460605C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2465090C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2010 |
|
RU2426617C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ПОЛУСФЕРИЧЕСКОЙ ФОРМЫ ИЗ ТРУДНОДЕФОРМИРУЕМОГО ТИТАНОВОГО СПЛАВА ВТ6-С | 2016 |
|
RU2635210C2 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2010 |
|
RU2449848C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК РОТАЦИОННЫМ ВЫДАВЛИВАНИЕМ | 2007 |
|
RU2360760C1 |
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201831C2 |
| Способ изготовления полых осесимметричных деталей | 1990 |
|
SU1729661A1 |
Изобретение относится к обработке металлов давлением методом ротационной вытяжки. Цель изобретения - расширение технологических возможностей способа. Листовую заготовку 1 устанавливают и закрепляют по торцу оправки 2 поджимным устройством 3. При вращении заготовки 1 с оправкой 2 внедряют ролик 4 в металл донной части на глубину h не менее 0,25 So, где So - толщина исходной заготовки. Производят набор металла в зоне малого диаметра конуса, сдвигая его с донной части на конус оправки от центра к периферии. Для обеспечения утолщения на малом диаметре на длине (2-3) Sp донную часть утоняют на длине, не менее 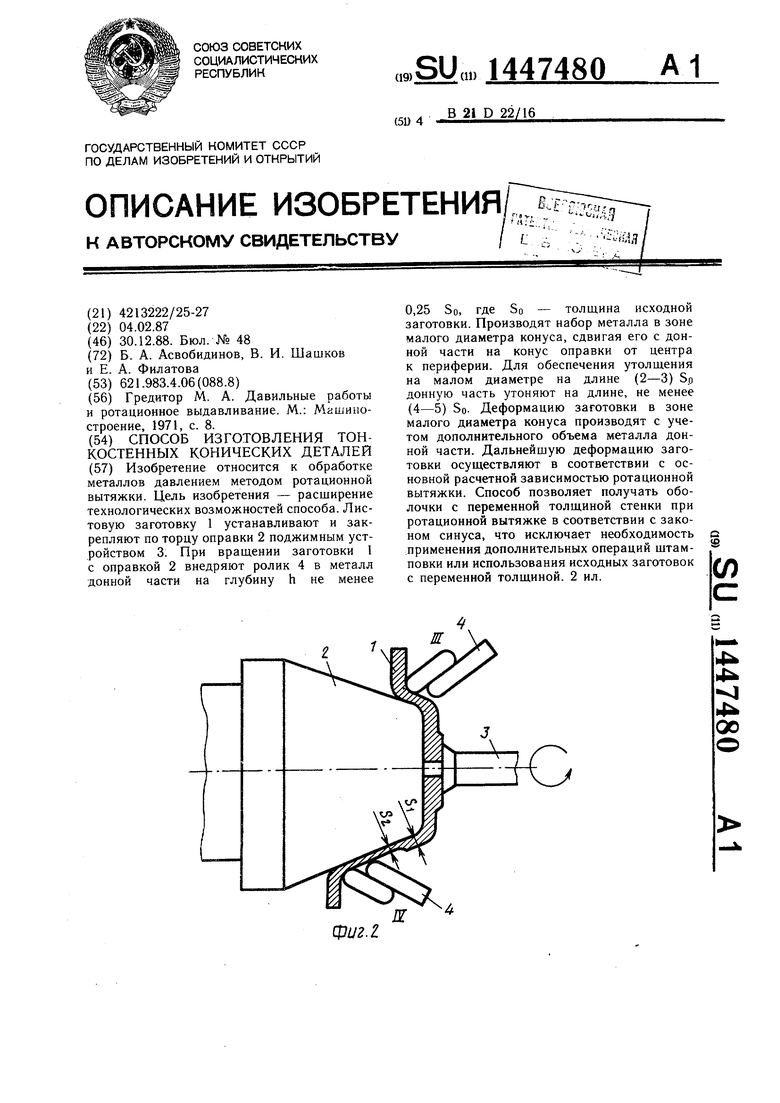
Фиг.г
Изобретение относится к обработке металлов давлением методом ротационной вытяжки.
Цель изобретения - повышение производительности и экономия металла.
На фиг. 1 изображена схема набора дополнительного объема металла для формирования утолщенной зоны; на фиг. 2 - схема ротационной вытяжки конической детали с утолщенной зоной у малого основания конуса.
Способ осуществляют следующим образом.
Листовую заготовку 1 устанавливают на оправку 2 и закрепляют по ее торцу поджимным устройством 3. Оправке 2 с заготовкой 1 сообщают вращательное движение. Внедряют ролик 4 в металл заготовки 1 по торцу оправки 2 на расстоянии, равном (4-5) So от линии пересечения торцовой и боковой поверхностей оправки, на глубину h не менее 0,25 So, где So - толщина исходной заготовки. Перемещают ролик 4 от центра к периферии торцовой части оправки 2, сдвигая металл на боковую поверхность оправки по малому диаметру конуса. Устанавливают технологически определенный зазор между оправкой 2 и роликом 4, превышающий зазор при деформации по закону синуса, и деформируют заготовку в зоне малого диаметра конуса. Плавно уменьшают зазор между оправкой 2 и роликом 4 до получения толщины детали в соответствии с законом синуса. Осуществляют дальнейшую деформацию заготовки ротационной вытяжкой с утонением по закону синуса. Отводят ролик 4, останавливают вращение оправки 2 и снимают с нее готовую деталь.
Все зазоры в процессе обработки поддерживают автоматически по заданной программе.
Пример. Исходную плоскую заготовку толщиной 2,0 мм и диаметром 2000 мм деформировали методом ротационной вы0 тяжки с относительной степенью деформации по толщине 50% до толщины 1,0 мм. Для получения утолщения на диаметре 200 мм с толщиной 1,6 мм на длине, равной 6 мм, донную часть утоняли до толщины 1,5
на участке длиной 8 мм.
Формула изобретения
Способ изготовления тонкостенных конических деталей с утолщением на малом
0 диаметре конуса путем набора металла в зоне малого диаметра и последующей ротационной вытяжки на вращающейся оправке роликами с утонением по закону синуса, отличающийся тем, что, с целью повышения производительности и экономии металла, набор металла в зоне малого диаметра производят утонением свободный от крепления донной части заготовки роликами от центра к периферии до получения утолщения в зоне малого диамет„ ра, а дальнейщую ротационную вытяжку ведут со степенью деформации большей, чем при формировании утолщения.
/
| Гредитор М | |||
| А | |||
| Давильные работы и ротационное выдавливание | |||
| М.: Машиностроение, 1971, с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
