4 4
сд
Изобретение относится к обработке металлов давлением, в частности к штампам для горячей высадки изделий с головкой н стержнем за один ход ползуна.
Целью изобретения является повышение качества изделий и надежности штампа за счет удаления за пределы зоны деформирования осыпающейся при формоизменении заготовки окалины.
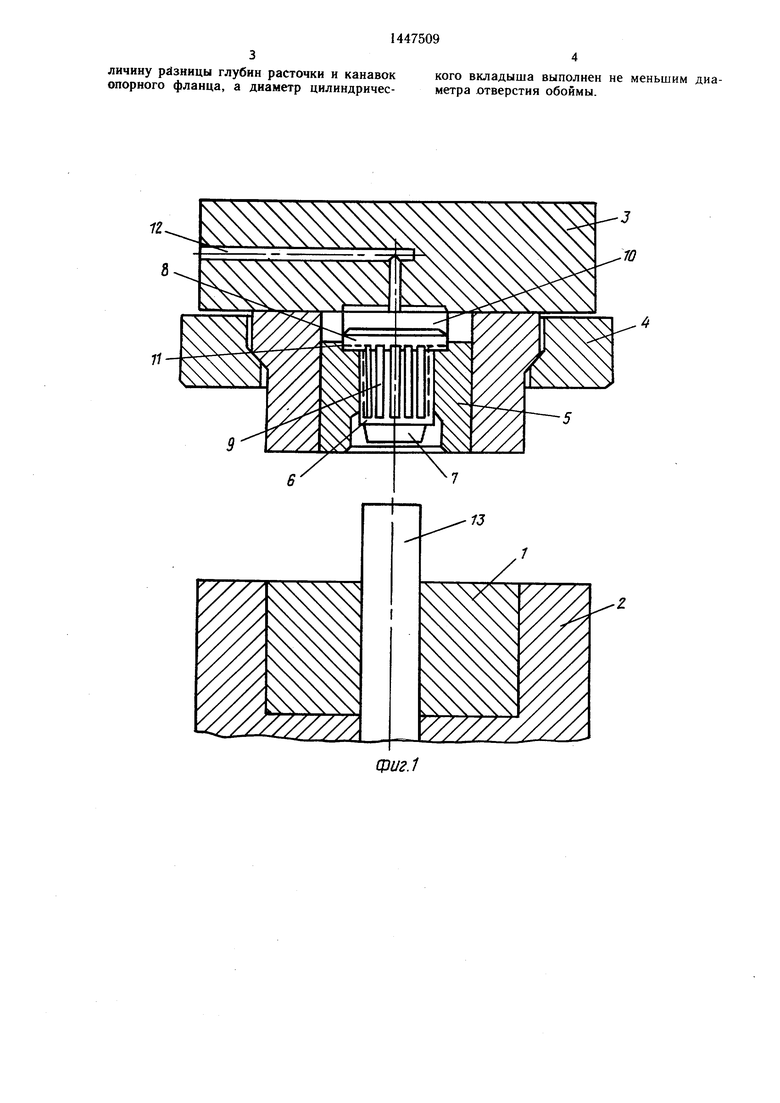
На фиг. 1 изображен штамп, исходное положение; на фиг. 2 - то же, в момент на- чала высадки заготовки и сдува окалины.
Штамп содержит обойму 1 с отверстием под заготовку и выталкиватель (не показан). Обойма установлена на неподвижном основании 2. На подвижной плите 3 смонтирован посредством крепежного элемента 4 пуансон 5 с полостью под головку изделия. В пуансоне установлен с возможностью ограниченного перемеш,ения вдоль оси давления цилиндрический вкладыш 6. Обращенный в сторону обоймы торец 7 его образует с полостью пуансона формообразуюш.ую головку гравюру штампа.
Противоположный торец пуансона выполнен в виде опорного фланца 8. Его опорная поверхность перпендикулярна наружной цилиндрической поверхности вкладыша. На опорной поверхности фланца 8 расположены радиальные канавки, сопряженные ;: продольными канавками 9 на цилиндрической поверхности вкдадыша 6. Над цилнндричес- ки1м вкладышем 6 в пуансоне выполнена пнев- мокамера iO. донная часть которой имеет расточку 11 под опорный фланец 8. Глубина канавок опорного фланца 8 меньше глубины расточки, а длина продольных канавок 9 больше длины зоны сопряжения цилиндрического вкладыша б с пуансоном 5 на величину, равную разнице глубин канавок опорного фланца 8 и расточки 11. Пневмо- камера 10 сообш,ается с источником сжатого воздуха (не показан) посредством каналов 12, выполненных в подвижной плите 3.
Штамп работает следующим образом.
Нагретую с одного конца заготовку 13 устанавливают в обойму 1 штампа (фиг. 1).
Пуансон 5 находится в исходном (верхнем) положении. Под действием давления воздуха в пневмокамере цилиндрический вкладыш 6 перемеш,ается в нижнее положение, при котором сжатый воздух из пнев- мокамеры 10 поступает в зазор между наружной поверхностью опорного фланца 8 и поверхностью расточки I, сопряженной с ней, затем через радиальные канавки и продольные канавки 9 цилиндрического вкладыша в формообразующую полость пуансона 5, охлаждая его при замедленном истечении воздуха через продольные канавки 9.
При ходе пуансона 5 с подвижной пли- той 3 вниз после соприкосновения с торцом заготовки 13 цилиндрический вкладыш б поднимается в верхнее положение.
5
0
0
5
0
5
3
0
при котором выход продольных канавок 9 перекрыт и воздух из них вытесняется в посадочный зазор между цилиндрическим вкладышем 6 и отверстием под него в пуансоне 5. За счет резкого уменьшения поперечного сечения выходной щели скорость воздушного потока вдоль осаживаемой части заготовки 13 сойтветственно увеличивается и осыпающаяся при деформировании заготовки окалина удаляется за счет скор(эстного напора воздуха из формообразующей полости пуансона бис поверхности торца обоймы 1. Пневмосдув окалины начинается с того мО; мента, когда радиальные канавки опорного фланца 8 становятся выше края расточки 11. Благодаря,тому, что длина продольных канавок 9 больше зоны сопряжения цилиндрического вкладыша б с поверхностью отверстия в пуансоне 5 именно на величину разницы глубин радиальных канавок и раст-очки 11, при выходе их из расточки свободный выход воздуха из продольных канавок 9 перекрыт посадочным зазором между цилиндрическим вкладышем б и отверстием в пуансоне 5. После окончательного оформления головки изделия штамп занимает исходное положение, и цикл штамповки новой заготовки повторяется.
Формула изобретения
Штамп для однопереходной высадки изделий с голоикой и стержнем, содержащий смонтированную на неподвижном основании обойму с отверстием под стержневую часть изделия и выталкивателем, установленный на подвижной плите формообразующий пуансон с полостью под головку изделия и расположенным концентрично луансону с возможностью ограниченного перемещения вдоль оси высадки цилиндрическим вкладышем с опорным фланцем, на цилиндрической и опорных поверхностях которого выполнены сопряженные продольные канавки, а также с выполненной в пуансоне над цилиндрическим вкладышем пневмокамерой, донная часть которой имеет расточку под опорный фланец цилиндрического вкладыша, соединенную посредством каналов с магистралью для подачи сжатого воздуха, отличающийся тем, что, с целью повышения качества изделий и надежности штампа за счет удаления за пределы рабочей зоны окалины, нижняя поверхность опорного фланца выполнена перпендикулярной боковой поверхности цилиндрического вкладыша, канавки на последней выполнены на части ее длины без выхода на торец цилиндрического вкладыша, при этом глубина канавок опорного фланца выполнена меньшей глубины расточки донной части пневмокамеры, каждая канавка на боковой поверхности цилиндрического вкдадыша выполнена длиной, превышающей длину соответствующей зоны сопряжения его боковой поверхности с пуансоном на ве144750934
личину р 1зницы глубин расточки и канавоккого вкладыша выполнен не меньшим диаопорного фланца, а диаметр цилнндрнчес-метра отверстия обоймы.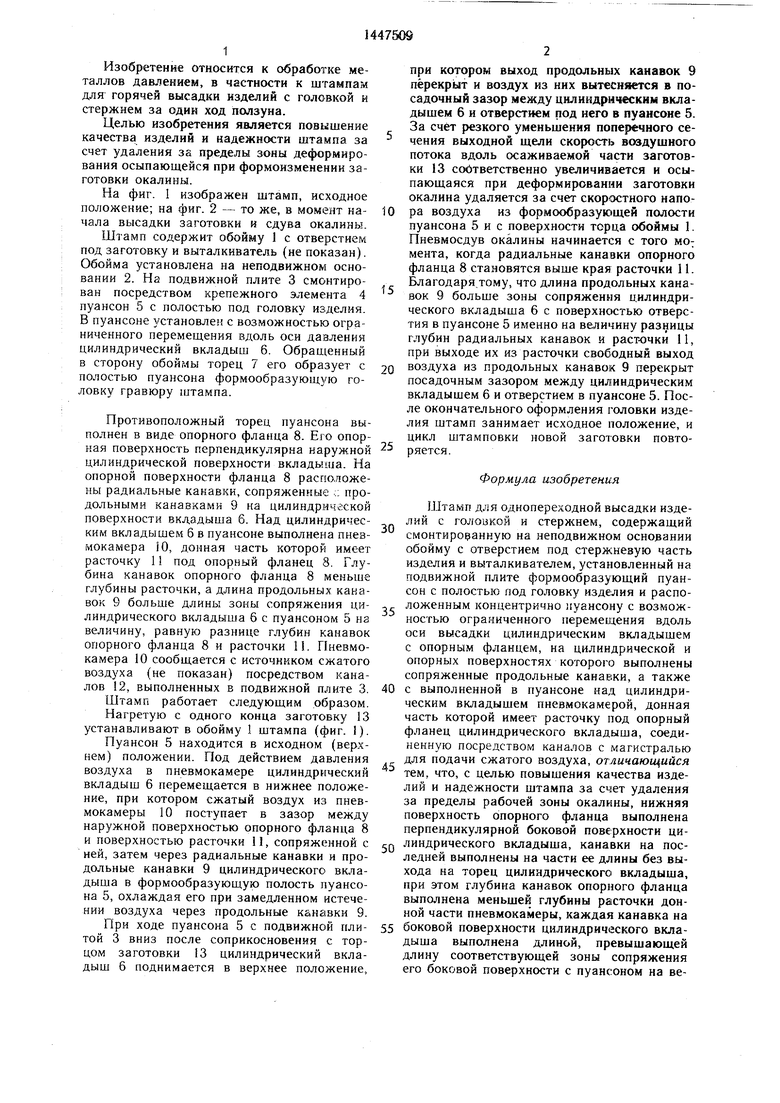
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОСПЕЛОВА ВЫСАДКИ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С ГОЛОВКОЙ И МНОГОГРАННЫМ ПОДГОЛОВНИКОМ | 1991 |
|
RU2010663C1 |
| Штамп для высадки болтов | 1985 |
|
SU1488098A1 |
| Штамп для высадки | 1985 |
|
SU1319994A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВОЙ КЛЕПКИ | 1993 |
|
RU2065795C1 |
| Штамп для высадки фланцев с плоскими гранями на трубных заготовках | 1981 |
|
SU990389A1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
| Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце | 2018 |
|
RU2705157C1 |
| Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце | 2018 |
|
RU2705153C1 |
| Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце | 2018 |
|
RU2694094C1 |
| ШТАМП С РАЗЪЕМНОЙ МАТРИЦЕЙ ДЛЯ ШТАМПОВКИ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКАМИ | 1995 |
|
RU2082533C1 |
Изобретение относится к обработке металлов давлением, в частности к штампам для горячей высадки изделий с головкой и стержнем за один ход ползуна. Цель изобретения - повышение качества изделий и надежности штампа за счет удаления за пре- д1елы рабочей зоны окалины. В пуансоне с формообразующей полостью концентрично размещен цилиндрический вкладыш с опорным фланцем. В пуансоне над вкладышем выполнена пневмокамера, в которую подводится сжатый воздух. На опорной плоскости фланца и боковой поверхности вкладыша выполнены продольные канавки. При неработающем штампе сжатый воздух из пневмо- камеры поступает в канавки и выходит в рабочую полость пуансона, охлаждая его. При высадке цилиндрический вкладыш перемещается вверх. Воздух из пневмокамеры поступает непосредственно в канавки, а затем - в посадочный зазор. При этом скорость его истечения в формообразующую полость резко возрастает, и он выдувает из штампа окалину, осыпающуюся с поверхности заготовки. 2 ил. € (Л
Фиг.1
фиг. 2
| Штамп для горячей высадки болтов | 1977 |
|
SU715197A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
