) l l« fi«l li«li l(|ii l i|i li iri|M)lir| | |Kli lif||:i|if l J
ЦТ
cpi/t.f
ff
Изобретение относится к литейному производству, в.частности к изготовлению литейных форм импульсом сжатого воздуха.
Цель изобретения - снижение металлоемкости импульсной головки и повышение эффективности использования сжтого воздуха.
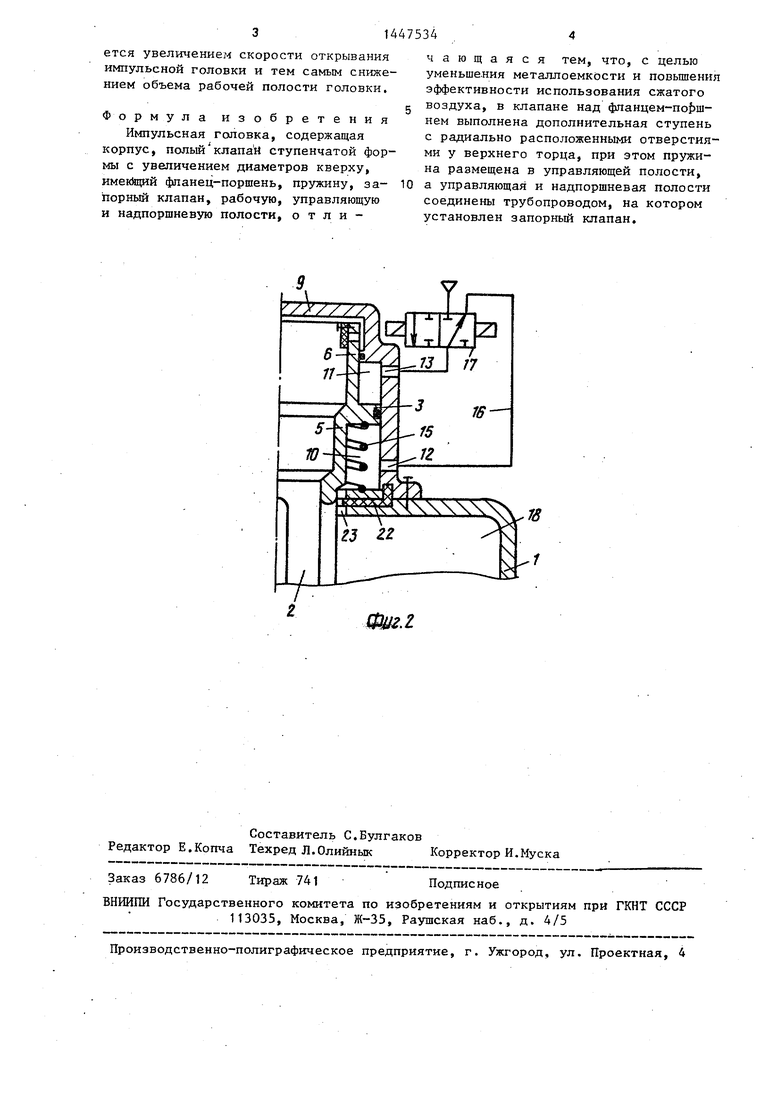
На -фиг. 1 изображена импульсная головка при нижнем положении клапана разрез; на фиг. 2 - то же, при верхнем- положении клапана.
Импульсная головка содержит корпус 1, в котором установлен польй кл пан 2, имеющий поршневой фланец З, ступень 4 наименьшего диаметра, ступень 5 среднего диаметра, и ступень 6 большего диаметра с радиальным - отверстиями 7 у верхнего торца, пере крытие с внутренней стороны эластичным кольцом 8.
Fla корпусе 1 закреплена крышка 9, образующая с клапаном 2 управляющую 10 и надпоригаевуш 11 полости. На уро не управляющей полости 10 в крышке вполнено отверстие 12, а на уровне надпоршневой полости 11 - отверстие
в управляющей полости 10 вокруг средней ступени 5 клапана 2 размещена установленная на кольцо 14 пружина 15.:
; Управляющая 10 и надпоршневая 11 полости соединены трубопроводом 16, на котором установлен запорный клапан 17, представляющий собой двух- позиционньй распределитель с управлением от двух электромагнитов. За- порньй клапан 17 может быть выполнен в виде распределителя другого типа или в виде управляемого пневмозамка
Ступень 4 клапана 2 проходит чере рабочую полость 18 и нижним торцом опирается на уплотнитель 19 конического рассекателя 20, который установлен на перфорированной плите 21,
Под кольцом 14 расположен уплотнитель 22, контактирующий со,ступенью 5 hpH нижнем положении клапана 2 и имеющий радиальный зазор 23 относительно ступени диаметра 4 при верхнем положении клапана . 2,
-Магистраль 24 связывает запорный клапан 17 с источником 25 сжатого воздуха.
Импульсная головка работает еле- дзаощим образом.
5
0
5 0
0
Q
г
5
0
5
В исходном положении запорного клапана 17 (фиг. 1) сжатый воздух через отверстие 13 поступает в над- поршневую полрсть 11 и,, воздействуя на поршневой ланец 3, прижимает нижний торец клапана 2 к уплотнителю 19, При этом радиальные отверстия 7 клапана 2 оказываются на уровне надпоршневой полости 11, сжатый воздух заполняет их и, оттесняя внутрь эластичное кольцо 8, поступает в рабочую полость 18. Когда давление сжатого воздуха ,в надпоршневой 11 и рабочей 18 полостях выравнивается; эластичное кольцо 8 занимает исходное положение, перекрывая с внутренней стороны радиальные отверстия 7.
/Ддя осуществления импульса запорный элемент 17 переводят в положение, при котором магистраль 24 перекрывается (фиг. 2) и сжатый воздух из надпоршневой полости 1i через отверстие 13, распределитель 17, трубопровод 16 и отверстие 12 поступает в уп- равляющ 510 полость 10. При этом в над- поршневую полость 11 сжатый воздух из рабочей полости 18 практически не поступает. По мере снгокения давления сжатого воздуха в надпоршневой полости 11 возрастает давление этого воздуха в управляющей полости 10. Ускоренному подъему клапана 22 вверх способствует усилие разжимающейся пружины 15, которая вносит дополнительное . ускорение подъему клапана 2. В результате многократного увеличения скорости подъема клапана 2 -дости- гается сокращение времени истечения 1из рабочей полости сжатого воздуха, который через отверстия перфорированной плиты 21 устремляется на формовочную смесь. Одновременно с перемещением клапана 2 вверх происходит образование радиального зазора 23, через который сжатый воздух из управ- 10 и надпоршневой 11 полостей устремляется в рабочую полость 18 и становится неотъемлемой частью того заряда, который производит выполнение полезной работы.
При возвращении запорного элемента 1 7 в исходное положение (фиг,1) цикл повторяется.
Использование преддагаемой импульсной головки позволяет уменьшить металлоемкость конструкции за счет более эффективного использования сжатого воздуха, что обеспечивается увеличением скорости открывания импульсной головки и тем самым снижением объема рабочей полости головки.
Ф о рмула изобретения
Импульсная головка, содержащая корпус, полый клапа Н ступенчатой формы с увеличением диаметров кверху, имекйций фланец-поршень, пружину, запорный клапан, рабочую, управляющую и надпоршневую полости, о т л и
чающаяся тем, что, с целью уменьшения металлоемкости и повьшения эффективности использования сжатого воздуха, в клапане над фланцем-по{)Ш- нем выполнена дополнительная ступень с радиально расположенными отверстиями у верхнего торца, при этом пружина размещена в управляющей полости, а управляющая и надпоршневая полости соединены трубопроводом, на котором установлен запорный клапан.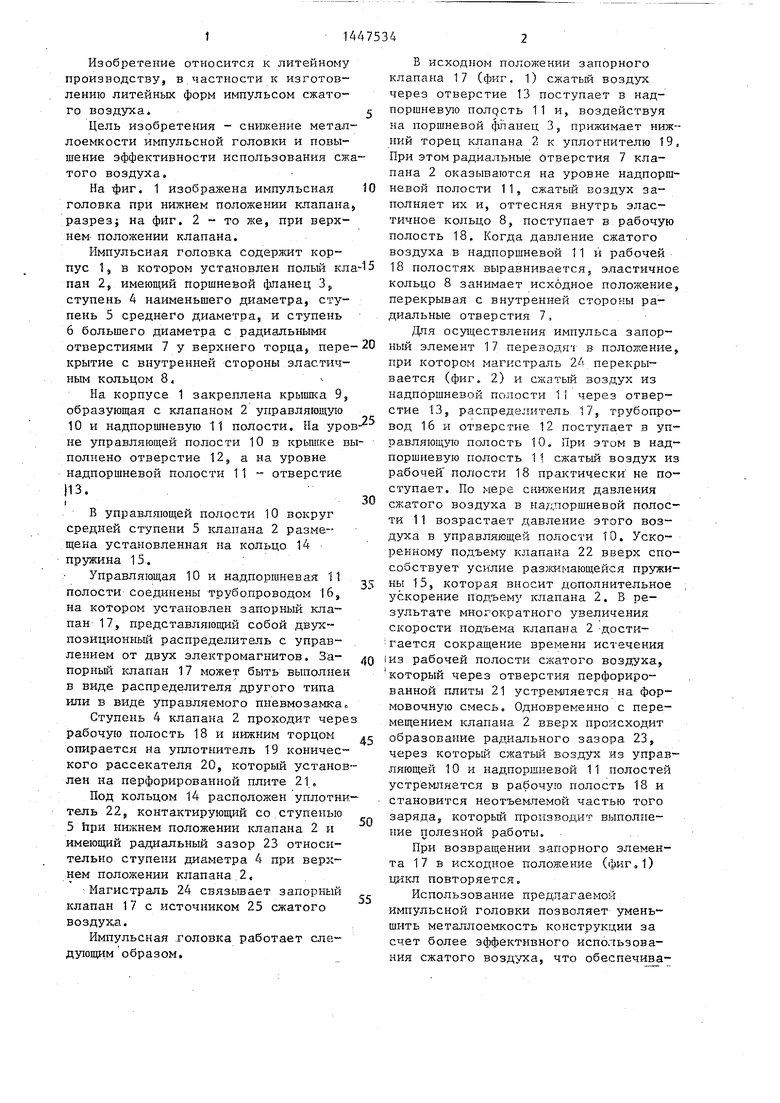
| название | год | авторы | номер документа |
|---|---|---|---|
| Импульсная головка | 1989 |
|
SU1673252A1 |
| Импульсная головка | 1982 |
|
SU1097435A2 |
| Импульсная головка | 1990 |
|
SU1720784A1 |
| РАСПРЕДЕЛИТЕЛЬНЫЙ КЛАПАН СУДОВОЙ СИСТЕМЫ ПОЖАРОТУШЕНИЯ | 2014 |
|
RU2594938C2 |
| Пневматическая головка | 1977 |
|
SU606678A1 |
| Формовочная машина | 1987 |
|
SU1650329A1 |
| ИМПУЛЬСНАЯ ГОЛОВКА | 1973 |
|
SU395158A1 |
| Формовочная машина | 1990 |
|
SU1773551A2 |
| Импульсная головка | 1990 |
|
SU1799666A1 |
| Импульсная головка | 1988 |
|
SU1733184A1 |
Изобретение относится к литейному производству и касается изготовления литейных форм импульсом сжатого воздуха. Цель - уменьшение металлоемкости импульсной головки и повышение эффективности использования . сжатого воздуха. Импульсная головка содержит корпус 1, полый, имеклций поршневой фланец 3 клапан 2 ступенчатой формы с увеличением диаметров кверху, пружину 15, запорный клапан 17, рабочую полость 18, управляющую полость 10 и надпоршневую полость 11. Над поршневым фланцем 3 выполнена дополнительная ступень 6 с радиально расположенными отверстиями 7 у верхне- го торца, при этом пружина 15 размещена в управляющей полосой 10, а управляющая Ю и надпоршневая 11 полости соединены трубопроводом 16, причем на последнем установлен запорный кла- пан 17. 2 ип. S (Л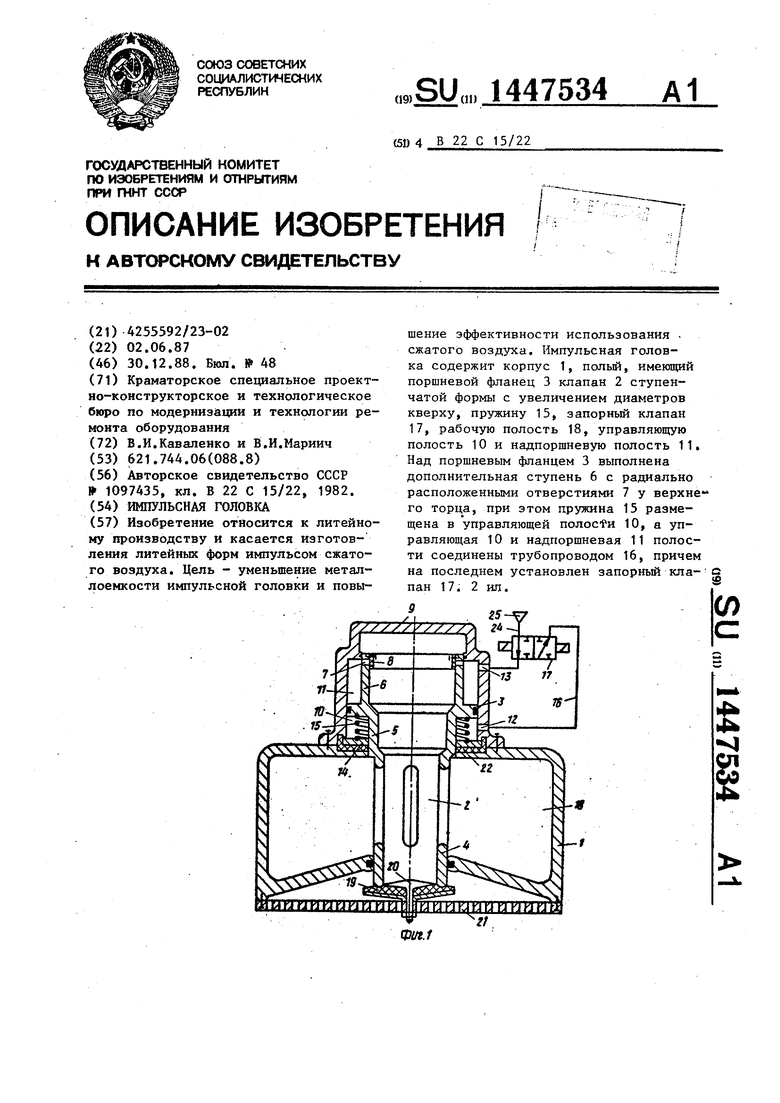
Составитель С.Булгаков Редактор Е.Копча Техред Л.Олийнык Корректор И.Муска
Заказ 6786/12
Тираж 741
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Ш12.г
Подписное
| Импульсная головка | 1982 |
|
SU1097435A2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
