СП
4 4i
-v|
ел 4 
| название | год | авторы | номер документа |
|---|---|---|---|
| Вкладыш кристаллизаторов для непрерывной разливки металлов и сплавов | 1988 |
|
SU1581467A1 |
| ВКЛАДЫШ КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И СПЛАВОВ | 1991 |
|
RU2015818C1 |
| КРИСТАЛЛИЗАТОР | 2001 |
|
RU2199415C2 |
| Способ получения защитных покрытий на графитовых изделиях | 1980 |
|
SU931803A1 |
| Вкладыш шарнира скольжения универсального шпинделя | 1983 |
|
SU1091958A1 |
| Кристаллизатор для машин непрерывного литья | 1975 |
|
SU573924A1 |
| Состав подкладки для формирования обратной стороны сварного шва | 1989 |
|
SU1606299A1 |
| Двухслойный вкладыш | 1984 |
|
SU1357121A1 |
| Валковая опора | 1980 |
|
SU865448A1 |
| ТЕПЛОИЗОЛЯЦИОННЫЙ ВКЛАДЫШ ДЛЯ ФУТЕРОВКИ ПРИБЫЛЬНОЙ НАДСТАВКИ ИЗЛОЖНИЦЫ | 2003 |
|
RU2240204C1 |
Изобретение относится к металлургии, в частности к кристаллизаторам, используемым при непрерывной , разливке металлов и их сплавов Цель - увеличение стойкости вкладьппа. Вкла- дыш, выполненный из графита, содержит рабочий стол 1 и несущий слой 2, соотношение толщин которых составляет 1:(2-3), при этом слои содержат кокс фуранового соединения, масо%: рабочий слой 12-17, несущий 1-3, что обеспечивает увеличение стойкости вкладьпиа кристаллизатора. 1 з.п. , 2 ил, 1 табл.
Фиг.1
Изобретение относится к металлур™ .гии, в частности к кристаллизаторам, используемым при непрерывной разл:ив- ке металлов и их сплавов , Цель изобретения - увеличение эксплуатационной стойкости вкладышао
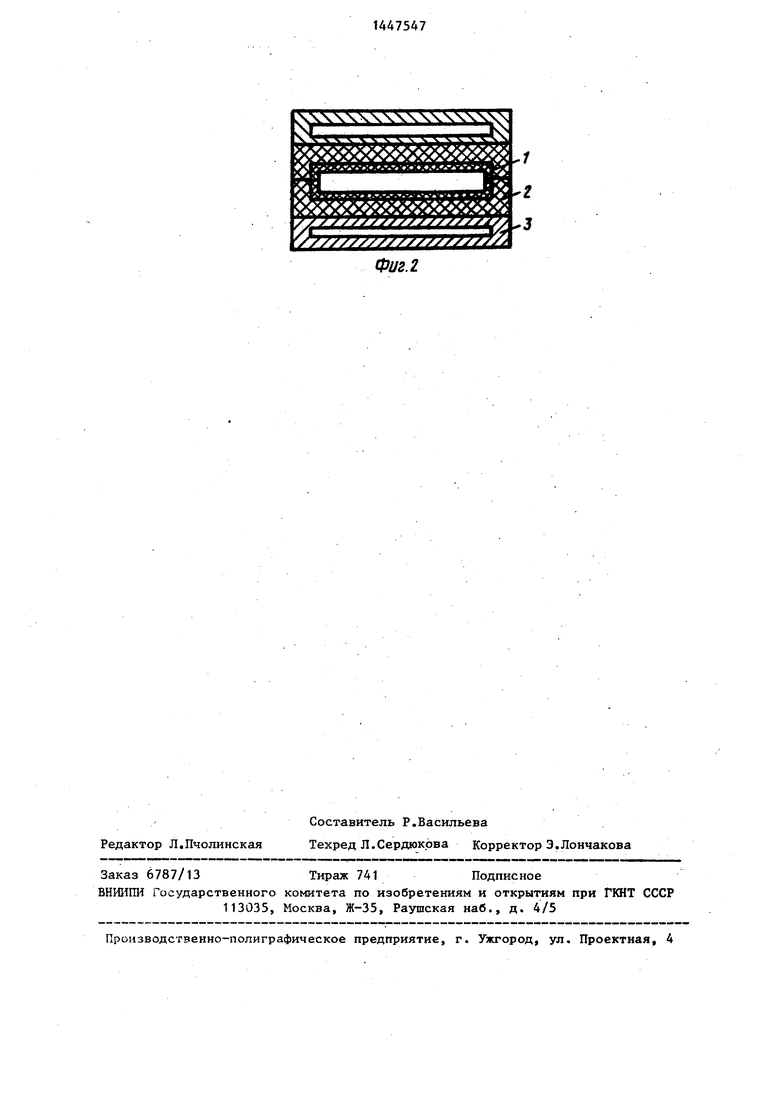
На фиг.1 изображен вкладыш для цшгандрическогр кристаллизатора; на фиг,2 - то же для прямоугольного кристаллизатора.
Вкладыш своим рабочим слоем 1 контактирует с металлом, а несущим слоем 2-е водоохлаждаемым холодильником 3 кристаллизатора.
Регулирование соотношения компонентов в рабочем и несущем слоях вкладыша достигается применением спе 1щальных технологических приемов.
Например, для получения вкладыша круглого сечения в цилиндрический графиковый стакан необходимого сечения и высоты вкладыша заливается фу- рановый полимер с отверждакщей добавкой кислотного типа, имеклдай заданную -вязкость, затем в специал1 ном автоклаве фурановнй полимер под давлением внедряется в тело вкладьшга в течение определенного времехш. Необходимое количество полимера зависит от исходной пористости материала вкладаша, от давления в автоклаве и времени пропиткио
Для получений вкл адьшей прямоугольного сечения, состоящих из нескольких элементов, на наружную поверхность несзпщего слоя наносится барьерное покрытие из легкоплавкого полимера. Подготовленные .«гаким образом элементы вкладьш1а устанавливаются в спедавтоклав и по цвергаются той
же обработке, что и вкладьшш круглого сечения с,
Пропитанный вкладьш подвергают последовательной полимеризации до и обжигу до 1200.С. Защитное барьерное покрытие при этом полностью удаляется, а в рабочем слое образует ся заданное количество кокса фура- нового соединения.
Несущий слой содержит 1-3 мас.%, а рабочий 12-17 мас.% кокса фура- нового соединения, при этом соотношение толщин несущего и рабочего слоев составляет (2-3):1.
В таблице приведены характеристики работоспособности графитовых вкладышей при разливке чугуна (1) и БрОЗЦ12С5 (2-4)
Достижение оптимальных технических и экономических показателей процесса позволяет повысить эксплуатационную стойкость вкладьшей.
Формула (Изобретения
2о Вкладьш по п.1, о т л и ч а- ю щ и и с я тем, что соотношение толщин рабочего и несущего слоев составляет 1;(2-3).
Фиг. 2
| Авторское свидетельство СССР № 286834, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
