4 ел
О)
Изобретение относится к машиностроению, в частности к производству литых армированных или биметаллических деталей.
Цель изобретения - снижение количества перепускаемого металла и улучшение условий соединения твердой заготовки с металлом за счет повышения равномерности нагрева поверхностей твердой заготовки.
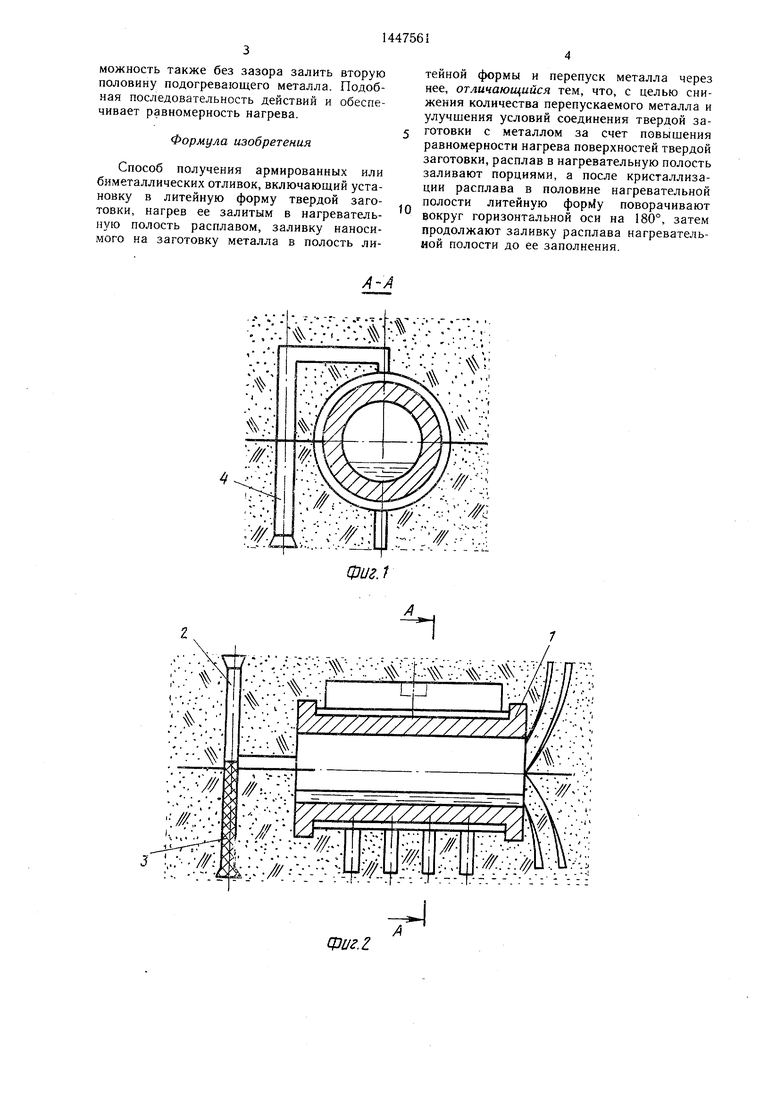
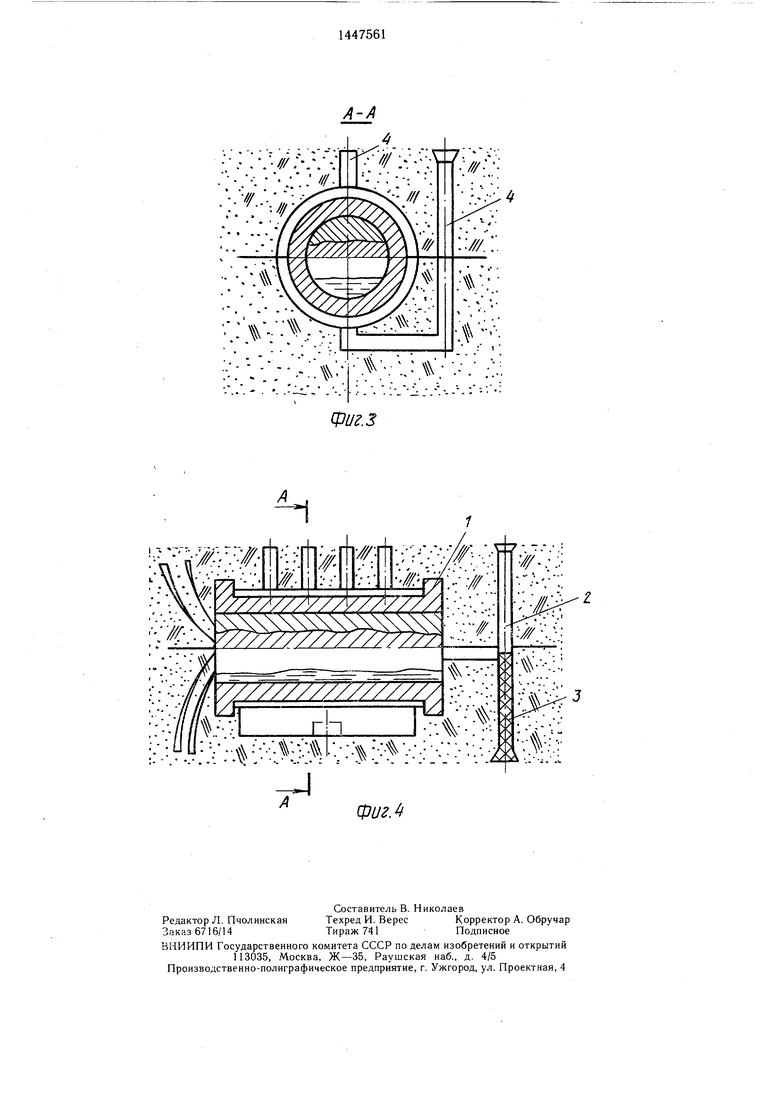
На фиг. 1-4 представлены схемы реализации предложенного способа изготовления армированных или биметаллических отливок.
Металл наплавляют по внешней поверхности детали.
Заготовку нагревают, заливая в нагревательную полость расплав с последуюшим перепуском металла по поверхности соединения с заготовки. Эффективность нагрева твердой заготовки связана с интенсивностью теплообмена с кристаллизующимся расплавом. Заливка нижней части нй- гревательной полости (до разъема формы) про.чзводится порциями расплава. После его кристаллизации переворачивают форму вокруг горизонтальной оси на 180° и заливают вторую половину нагревательной полости.
Это компенсирует неравномерность тепловых потоков на различных стадиях технологического процесса получения отливок.
Отвод тепла от расплавленного металла до начала его затвердевания вверх примерно в 5 раз интенсивнее, чем отвод в.чиз. После начала кристаллизации по- догреваюш.его расплава, если он залит, например, под или во внутреннюю ее полость, начинается его усадка и отход от верхней стенки детали. Появляется воздушный зазор, тепловое сопротивление которого во много раз больше теплового сопротивления металла. Теплоотдача вниз больше, чем теплоотдача вверх. Обш,ее количество тепла, отданное подогреваюш:ей порцией расплава вниз, также больше отданного вверх. Поэтому температура нижней стенки выше. В результате при заливке металла на поверхность заготовки у более холодной поверхности ее может наблюдаться несплавление, растрескизаь ие метал.ла. KpOAie того, градиент температуры в заготовке может привести к ее короблению.
Пример. Чугунную заготовку 1 массой 22-24 кг, подлежащую наплавке жидким чугуном, устанавливают в сухую песчано- глинистую форму. Форма находится в положении по фиг. 1. Через специальную литниковую систему 2 заливают расплавленный чугун при 1350-1380°С в количестве 3-3,5 кг. Через 1-2 мин заливают еще 4-4,5 кг расплава. После выдержки 3-5 мин форму переворачивают на 180°, при этом керамическую пробку переставляют в положение по фиг. 3. Залитый ранее металл оказывается сверху
(манипуляции с формой осуществляют с помощью электротали).
Затем снова заливают 3-3,5 кг чугуна и после выдержки 5 мин доливают оставшиеся 4-4,5 кг. Суммарное количество расплава, залитого в полость ролика для подогрева,15 кг. Через 15-18 мин по литниковой системе 4 заливают наплавочный сплав при 1380-1400°С.
Параллельно трижды опробовали залив ку 15 кг подогревающего расплава за один прием при положении формы по фиг. 3, после его кристаллизации через. 30 мин проводили заливку металла.
Эффективность нагрева детали 1 опре5 деляли с помощью термопар, зачеканенных в ее тело по четырем образующим: верхней и нижней, двум боковым. Общее количество термопар - 24. Регистрирующий прибор ЭПП-09М.
Анализ кривых нагрева показал, что раз0 ность температур на боковых гранях для соответствующих по длине друг другу точек для обоих вариантов нагрева не превышает 5°С.
При нагреве по предложенному-способу
5 .максимальная разность температур верхней и нижней повепхностей ролика не превышает Ш-15°С При подогреве известным способом эта разность доходит до 45-50°С. После наплавки при нагреве по известному варианту при прочих равных усло0 ВИЯХ с предлагаемь м способом наплавленный слой имеет продольные трещины в аижней (по фиг. 2) част.ч в двух из трех случаев.
Коэффициент теплоотдачи для верхней и нижней граней остывающего в воде, напри5 мер, сляба, равен 700-800 и 20-- 180 BT/:,. Поэтому до начала кристаллизации верхней части подогреваемой заготовки отдается больше тепла, че.м нижней. После кристаллизации между верхней стенкой полости и подогревающей порцией гу1еталла образуется зазор, термическое сопротивление которого на несколько порядков выше, чем у металла, после кристаллизации расплава нижняя часть заготовки получает тепла больше, чем верх:- яя. В силу
5 того, что при кристаллизации тепла выделяется бо., чем при снятии перегрева, низ детали нагревается сильнее, чем верх. Это и приводит к току, что на готовой биметаллической детали образуются неснлавле. -гия и продольные трещины.
0 Переворот формы на 180° после кристаллизации половины порции расплава в нагревахельные полости препятствует появлению зазора, между верхней стенкой и расплавом. Это следует из того, что залитая порциями первая половина расплава
5 плотно фиксируется в нижней части полости без зазора. После поворота формы на 180° она оказывается сверху, обеспечивая возможность также без зазора залить вторую половину подогревающего металла. Подобная последовательность действий и обеспечивает равномерность нагрева.
Формула изобретения
Способ получения армированных или биметаллических отливок, включающий установку в литейную форму твердой заготовки, нагрев ее залитым в нагревательную полость расплавом, заливку наносимого на заготовку металла в полость ли
тейной формы и перепуск металла через нее, отличающийся тем, что, с целью снижения количества перепускаемого металла и улучщения условий соединения твердой заготовки с металлом за счет повышения равномерности нагрева поверхностей твердой заготовки, расплав в нагревательную полость заливают порциями, а после кристаллизации расплава в половине нагревательной полости литейную форМу поворачивают вокруг горизонтальной оси на 180°, затем продолжают заливку расплава нагревательной полости до ее заполнения.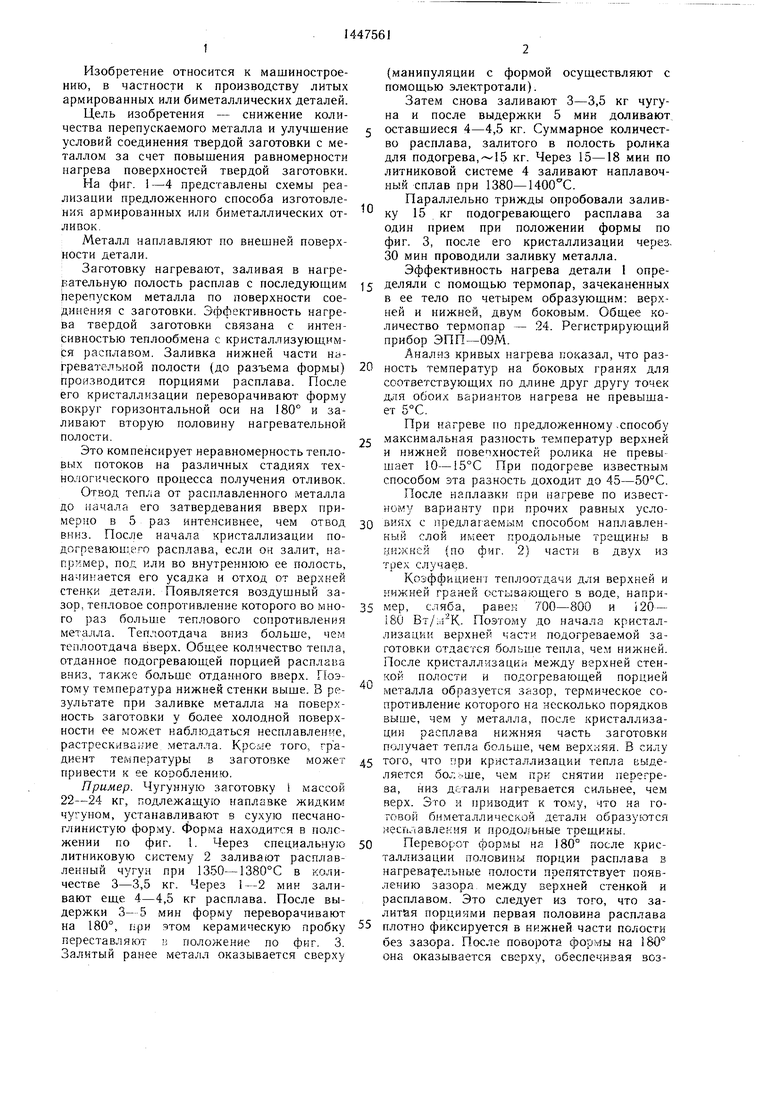
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗНОСОСТОЙКИХ БИМЕТАЛЛИЧЕСКИХ БИЛ | 2016 |
|
RU2635496C1 |
| Способ центробежного литья биме-ТАлличЕСКиХ зАгОТОВОК | 1979 |
|
SU806241A1 |
| Способ получения литых штампов | 1983 |
|
SU1138240A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ БИМЕТАЛЛИЧЕСКИХ ЧУГУННЫХ ЗАГОТОВОК | 1998 |
|
RU2117548C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ МАССИВНЫХ БИМЕТАЛЛИЧЕСКИХ ВАЛКОВ СО СПЛОШНЫМ СЕЧЕНИЕМ | 2007 |
|
RU2338623C1 |
| Устройство для изготовления биметаллических заготовок | 1977 |
|
SU789240A1 |
| Способ изготовления биметаллических отливок червячных колес | 1985 |
|
SU1313555A1 |
| Способ получения литых биметаллических штампов системы "ферритокарбидная сталь - аустенитно-бейнитный чугун" | 2018 |
|
RU2677645C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361696C2 |
Изобретение относится к литейному производству и может быть использовано при получении литых биметаллов. Цель изобретения - снижение количества перепускаемого металла и улучшение условий соединения твердой заготовки с металлом за счет повышения равномерности нагрева поверхностей твердой заготовки. Расплав заливают в нагревательную полость порциями, после кристаллизации расплава в половине нагревательной полости литейную форму поворачивают вокруг горизонтальной оси на 180°, затем продолжают заливку расплава нагревательной полости до ее заполнения. 4 ил.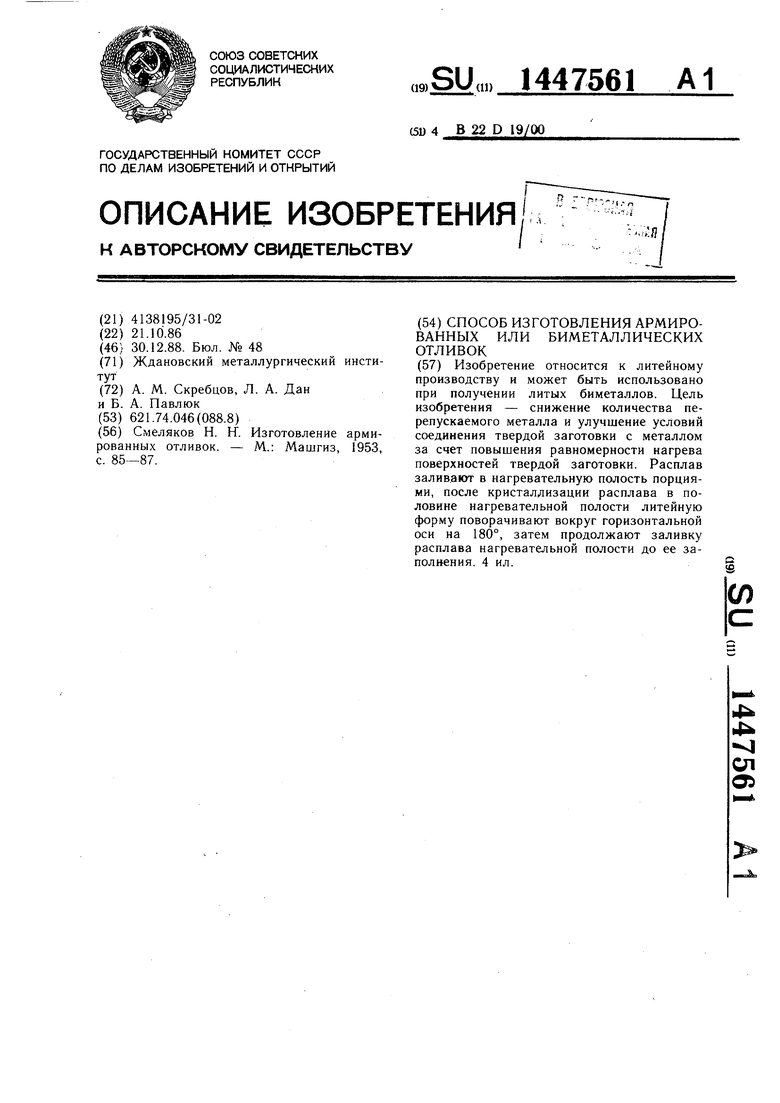
:;vjV;-}v S
J :.л. //;
:-. ; ш т-Фиг.г
ж :-:::;::
, .,
Фиг. 1
Ш1:|-:
m:; ;:: li:uv;
...
Фиг.з
i m r-te|ti tv -w
|7 ---: || 1|Г: -|||у-.- ||--Ж г -:.-:-//у- х
:v...:-::j :4v:.
Ж
-А д
;- -
Жл
-АЛ
| Смеляков Н | |||
| К | |||
| Изготовление армированных отливок | |||
| - М.: Машгиз, 1953, с | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
