Изобретение относится к механизации заготовительных работ при раскрое листового проката на заготовки.
Цель изобретения - повышение производительности и улучшения условий обслуживания комплекса для раскроя листового проката.
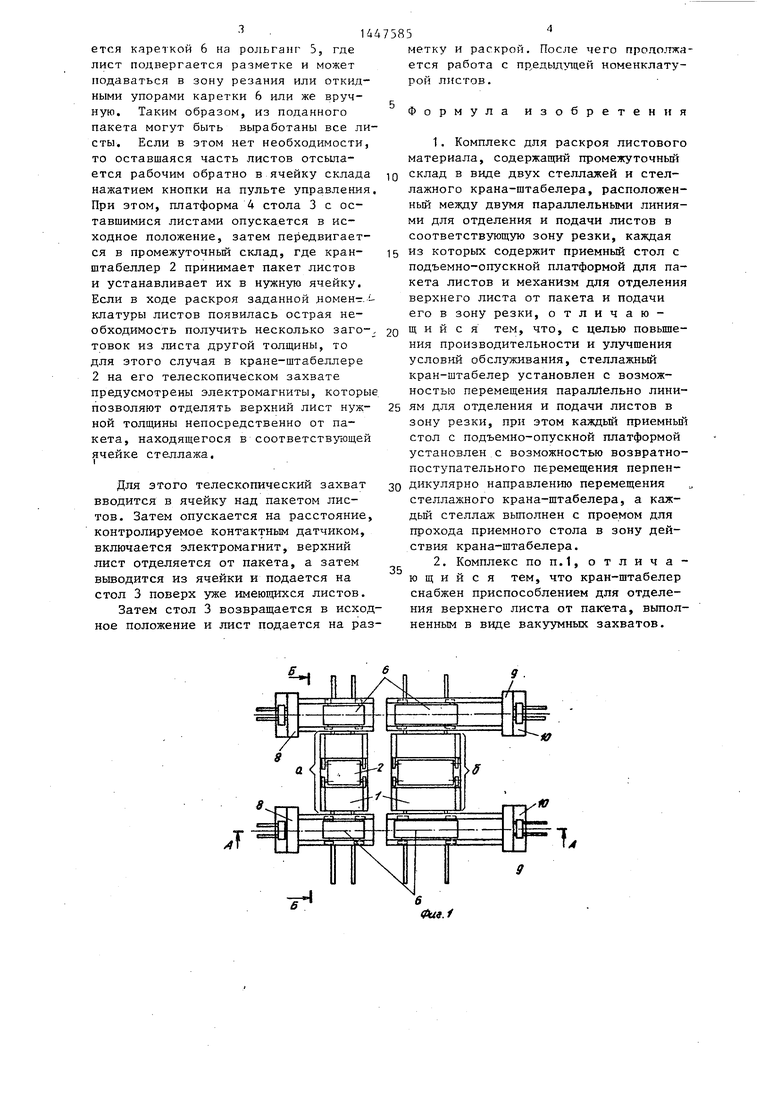
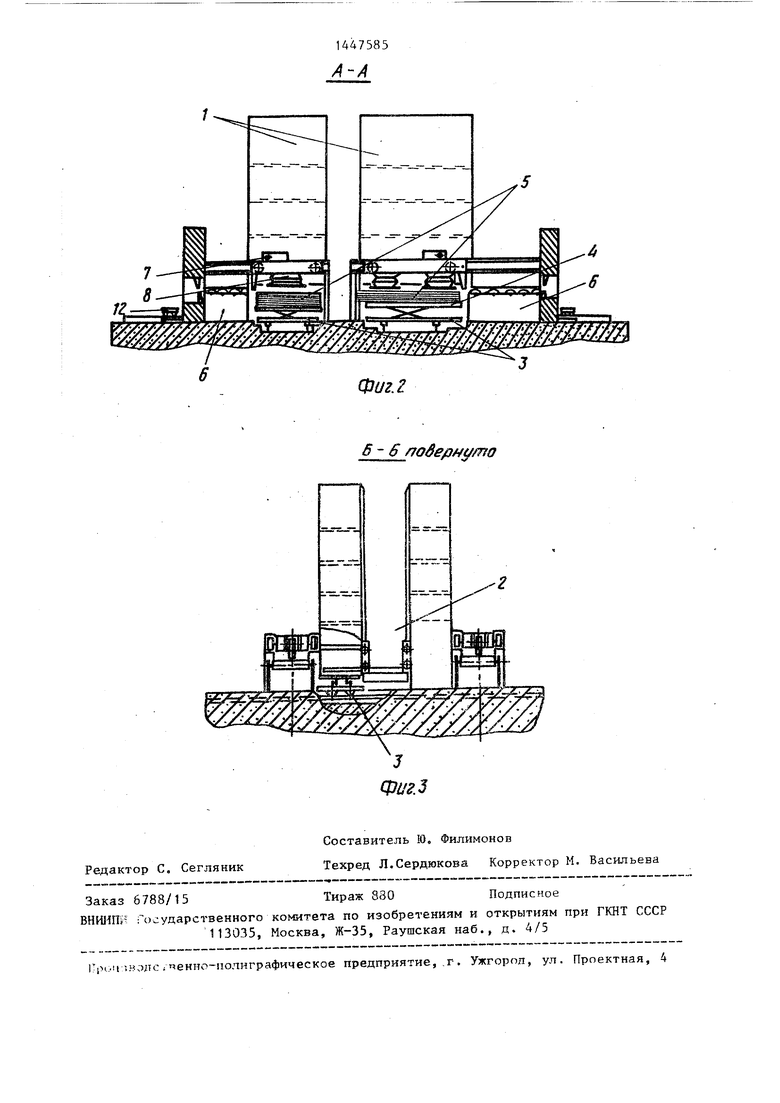
На фиг. 1 изображен общий вид комплекса для раскроя листового про- ката; на фиг, 2 - сечение А-А на :фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
В состав комплекса входит промежуточный автоматизированный склад, сое-J5 обходимости подать сформированный
20
25
30
35
тоящий из нескольких многоярусных стеллажей 1, условно разделенных на отделения а и б, и крана-штабелера 2, размещенного в межстеллажном пространстве, а также приемный стол 3 с подъемно-опускной платформой 4 для исходного пакета листов, и механизм для отделения верхнего листа и подачи его в зону резки. Указанный механизм включает в себя рольганг 5 и расположенную над ним каретку 6, которая имеет возможность перемещения в зону стола 3 и обратно. Каретка 6 снабжена устройством 7 для отделения верхнего листа от исходного пакета листов. Это устройство может быть выполнено, например, в виде вакуумных магнитных или других захватов Рабочим средством для раскроя листового материала являются гильотинные ножницы 8 и 9. Стеллажи 1 склада расположены параллельно зоне действия механизма для отделения и подачи листа в зону раскроя, а сам склад состоит из двух отделений а и б, каждое из которых соответствует толщине и габаритам листов, подлежащих раскрою на соответствующих ножницах. Приемный стол 3 выполнен с возможностью перемещения в зону действия крана-шта- дс беллера 2 и обратно, за счет-установки его на самоходной тележке с реверсивным приводом (не показан).
В преимущественной форме выпол- „ нения комплекса, кран-штабель 2 снабжен устройством для отделения верхне- . го листа от пакетов находящихся в ячейках стеллажей (устройство на чертежах не показано). Оно может быть выполнено, например, в виде установленных на телескопическом захвате крана-штабелера электромагнитов, управляемых автоматически.
40
и доставленный на участок раскроя п кет листов, выходит в зону действия цехового крана (не показан),где пакет листов устанавливают на платфор му 4 и стол 3 с упомянутым пакетом возвращается в промежуточный склад, где кран-штабелер 2 принимает этот пакет и устанавливает его в нужную ячейку стеллажей 1,
Так листовьи материалом заполняются все ячейки склада. В каждой ячейке хранится на поддонах листово материал определенной толщины. После того, как заполняются все ячейки промежуточного склада, комплекс резки листового материала готов к работе. Если, допустим, рабочему, обслуживающему гильотинные ножницы 9, потребовались листы определенной толщины, хранящиеся в отделении а промежуточного склада, он нажимает на соответствующую кнопку пульта уп равления и стол 3 передвигается в зову действия крана-штабелера 2 про межуточного склада (фиг. 3). Кран- штабелер 2 автоматически извлекает из нужной ячейки и подает пакет листов на подъемную платформу 4 стола Стол возвращается в исходное положе ние, т.е. устанавливается под карет кой 6 механизма отделения верхнего листа. При необходимости отделить лист от пакета и подать его в зону разметки, т.е. на рольганг 5, нажатием кнопки включается привод подъемного стола 3 на подъем. Пакет 11 листов поднимается вверх, сжимает сильфон вакуумного захвата каретки 6, включается вакуумный насос (не показан), а затем, через определенн промежуток времени включается ревер привода подъема платформы 4 стола 3 Она опускается, верхний лист удержи вается акуумными захватами. 7 и пода
Для удаления заготовок от ножниц 8 и 9 предусмотрены тележки 10.
Комплекс работает следуюиши образом.
При разгрузке склада в ячейки стеллажей 1 отделения а поступает на поддонах тонколистовой материал толщиной, например, до 10 мм, а в ячейки стеллажей б - толстолистовой материал.
Заполнение ячеек стеллажей склада листовым материалом производится с помощью стола 3, который, при не0
5
0
5
с
0
и доставленный на участок раскроя пакет листов, выходит в зону действия цехового крана (не показан),где пакет листов устанавливают на платформу 4 и стол 3 с упомянутым пакетом возвращается в промежуточный склад, где кран-штабелер 2 принимает этот пакет и устанавливает его в нужную ячейку стеллажей 1,
Так листовьи материалом заполняются все ячейки склада. В каждой ячейке хранится на поддонах листовой материал определенной толщины. После того, как заполняются все ячейки промежуточного склада, комплекс резки листового материала готов к работе. Если, допустим, рабочему, обслуживающему гильотинные ножницы 9, потребовались листы определенной толщины, хранящиеся в отделении а промежуточного склада, он нажимает на соответствующую кнопку пульта управления и стол 3 передвигается в зову действия крана-штабелера 2 промежуточного склада (фиг. 3). Кран- штабелер 2 автоматически извлекает из нужной ячейки и подает пакет листов на подъемную платформу 4 стола 3. Стол возвращается в исходное положение, т.е. устанавливается под кареткой 6 механизма отделения верхнего листа. При необходимости отделить лист от пакета и подать его в зону разметки, т.е. на рольганг 5, нажатием кнопки включается привод подъемного стола 3 на подъем. Пакет 11 листов поднимается вверх, сжимает сильфон вакуумного захвата каретки 6, включается вакуумный насос (не показан), а затем, через определенный промежуток времени включается реверс привода подъема платформы 4 стола 3. Она опускается, верхний лист удерживается акуумными захватами. 7 и пода3
ется кареткой 6 на рольганг 5, где лист подвергается разметке и может подаваться в зону резания или откидными упорами каретки 6 или же вручную. Таким образом, из поданного пакета могут быть выработаны все листы. Если в этом нет необходимости, то оставшаяся часть листов отсылается рабочим обратно в ячейку склада нажатием кнопки на пульте управления. При этом, платформа 4 стола 3 с оставшимися листами опускается в исходное положение, затем передвигается в промежуточный склад, где кран- штабеллер 2 принимает пакет листов и устанавливает их в нужную ячейку. Если в ходе раскроя заданной домен-, i- клатуры листов появилась острая необходимость получить несколько заго-, тонок из листа другой толщины, то для этого случая в кране-штабеллере 2 на его телескопическом захвате предусмотрены электромагниты, которые позволяют отделять верхний лист нужной толщины непосредственно от пакета, находящегося в соответствующей ячейке стеллажа.
,
Для этого телескопический захват вводится в ячейку над пакетом листов. Затем опускается на расстояние, контролируемое контактным датчиком, включается электромагнит, верхний лист отделяется от пакета, а затем вьюодится из ячейки и подается на стол 3 поверх уже имеющихся листов.
Затем стол 3 возвращается в исходное положение и лист подается на раз,
и, а я. , i- -, ые й
47585
метку и раскрой. После чего продо. тжа- ется работа с предыдущей номенклатурой листов.
5
Формула изобретения
1. Комплекс для раскроя листового материала, содержащий промежуточный
ТО склад в виде двух стеллажей и стеллажного крана-штабелера, расположенный между двумя параллельными линиями для отделения и подачи листов в соответствующую зону резки, каждая
15 из которых содержит приемный стол с подъемно-опускной платформой для пакета листов и механизм для отделения верхнего листа от пакета и подачи его в зону резки, отличаю
20 Щ и с я тем, что, с целью повышения производительности и улучшения условий обслуживания, стеллажный кран-штабелер установлен с возможностью перемещения параллельно лини- 25 ям для отделения и подачи листов в зону резки, при этом каждый приемньпЧ стол с подъемно-опускной платформой установлен с возможностью возвратно- поступательного перемещения перпен- 30 дикулярно направлению перемещения стеллажного крана-щтабелера, а каждый стеллаж выполнен с проемом для прохода приемного стола в зону действия крана-штабелера.
2. Комплекс поп.1, отлича35
ю щ и и с я тем, что кран-штабелер снабжен приспособлением для отделения верхнего листа от naicera, выполненным в виде вакуумных захватов.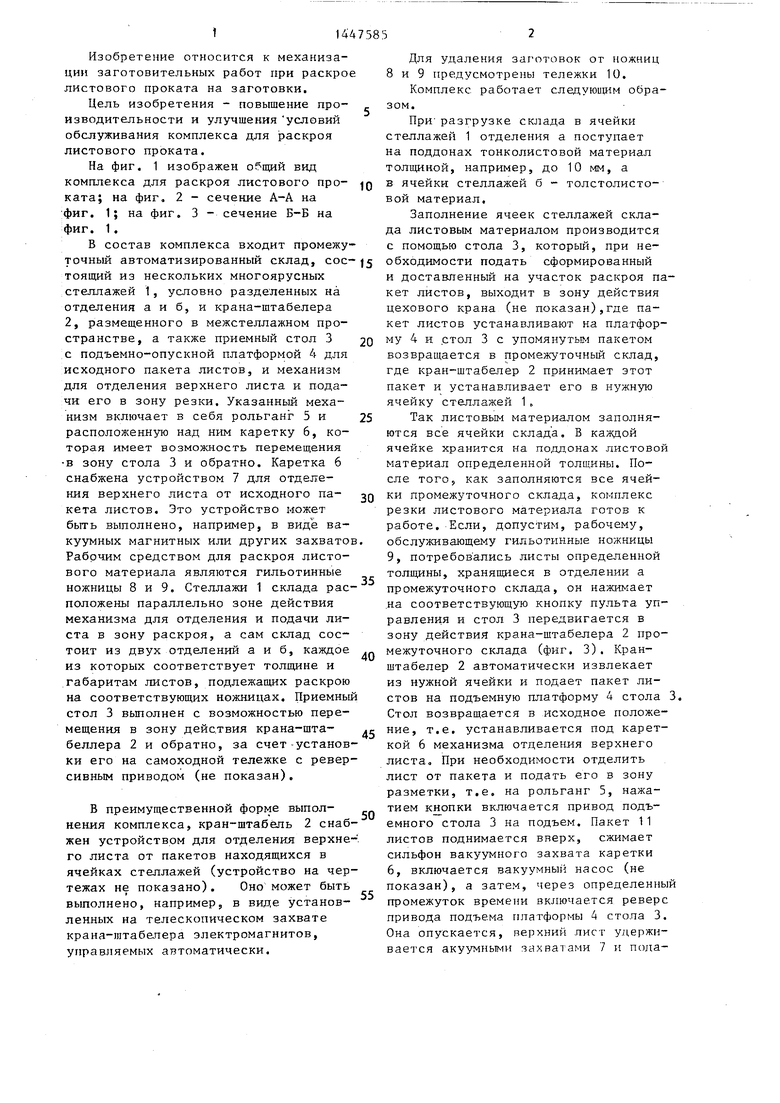
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Автоматизированный склад для хранения пакетированных грузов | 1973 |
|
SU591360A1 |
| Автоматизированный склад для хранения штучных грузов | 1983 |
|
SU1152890A1 |
| Поточная линия для производства изделий верхнего трикотажа | 1978 |
|
SU958539A1 |
| Склад для хранения шин | 1986 |
|
SU1404419A1 |
| Устройство для комплектовки и пере-гРузКи ХРАНиМыХ B СТЕллАжАХ гРузОВ | 1974 |
|
SU821325A1 |
| Гибкий технологический модуль | 1986 |
|
SU1586825A1 |
| Стеллажный кран-штабелер | 1988 |
|
SU1643338A1 |
| ТРАНСПОРТНОЕ УСТРОЙСТВО АВТОМАТИЗИРОВАННОГОСКЛАДА | 1971 |
|
SU299418A1 |
| ПОДВЕСНОЕ ПОДЪЕМНО-ТРАНСПОРТНОЕ УСТРОЙСТВО | 1992 |
|
RU2076841C1 |
Изобретение относится к механизации заготовительных работ при раскрое листового проката на заготовки. Цель изобретения - повышение производительности и улучшение условий обслуживания комплекса для раскроя листового проката. Комплекс для раскроя листового проката содержит многоярусные стеллажи 1, кран-штабелер, а также приемный стол 3. При необходимости подать пакет листов или отдельный лист на приемный стол 3 достаточно нажать кнопку с указанием требуемой толщины металла. В результате стол 3 передвигается в зону действия кра- на-штабелера, который автоматически извлекает из нуж1{ой ячейки стеллажа 1 пакет листов или один лист и укладывает его на платформу 4 стола. Затем стол 3 возвращается в исходное положение, то есть устанавливается под кареткой 6 механизма для поштучного отделения листов от пакета. Кареткой 6 каждый лист подается в зону резания. 1 з.п. ф-лы, 3 ил.
р |..Л| 1
r:i r.v.3 I r-1 гл
Фи9.1
1447585
А-А
Фиг. г
5 f7o6ep/ y/no
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
