Изобретение относится к обработке металлов давлением и может быть использовано для холодноштамповочного производства деталей,
Цель изобретения - повышение производительности процесса изготовления деталей.
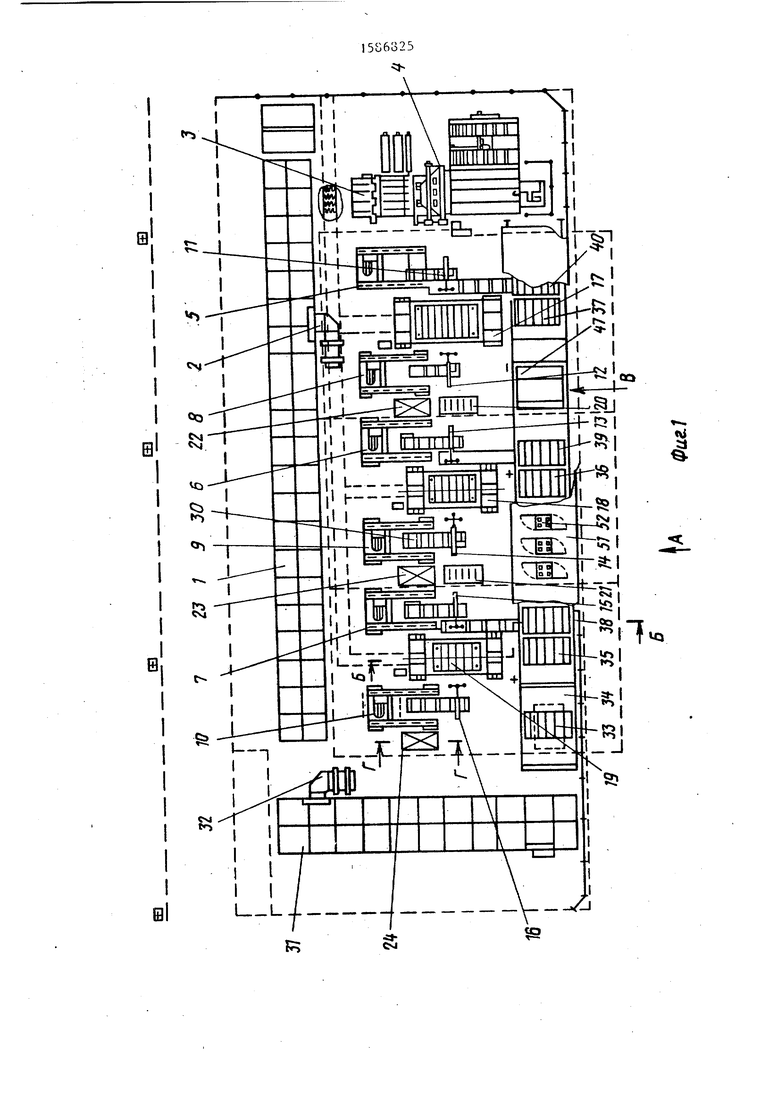
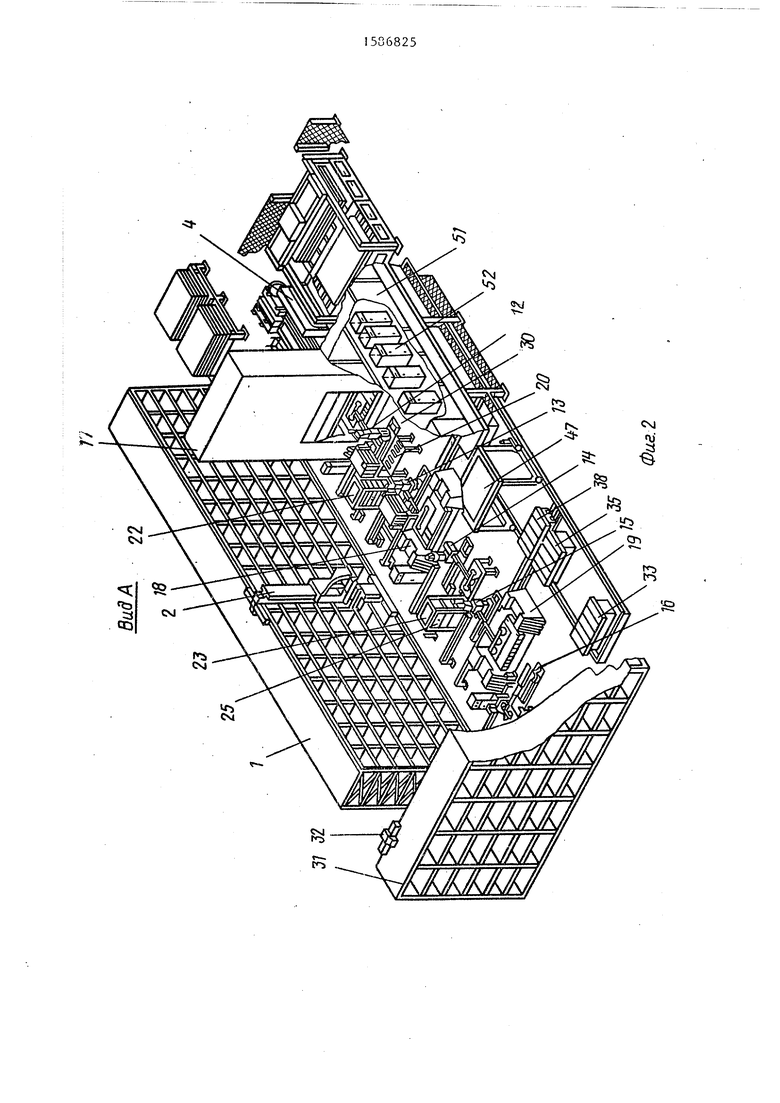
На фиг,1 изображен гибкий технологический комплекс; на фиг,2 - вид А на фиг.1, изометрия; на фиг.З - разрез Б-Б на фиг.I; на фиг,4 - вид В на фиг,1; на фиг.5 - разрез Г-Г на фиг,1| на фиг.6 - разрез Д-Д на фиг.З,
технологический комплекс содержит склад 1 заготовок и деталейj
выполнёнЕП 1й в виде стеллажа, кран- штабелер 2, позицию 3 сбора заготовок, установку 4 раскроя, устройства 5-7 загрузки заготовок, устройства 8 - 10 выгрузки деталей J прогФ гален- ные роботы 11 . 16,. прессы 17 - 19, установленные в ли1шю, передающие уст .ройства с магнитными столами 20 и 21 Дпя смены захватов роботов 11-16 при переналадке системы установлены устройства 22 - 24 смены захватов, причем на промежуточных позициях одно устройство смены захватов обслужи™ вает два соседних роботяв Устройства 22 и ,23 смены захватов с магнитными передаточными столами 20 и 21 расположены на линиях J. перпендикулярных линии прессов
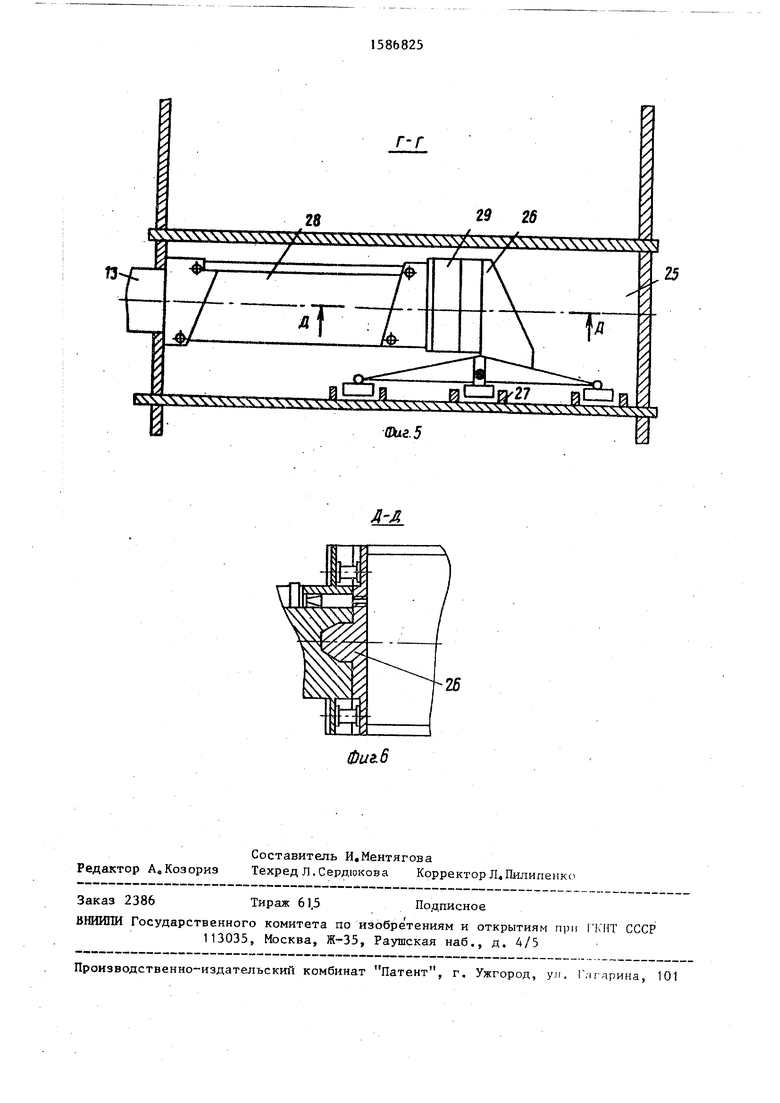
Устройства 22 - 24 смены захватов выполнены в виде стеллажа с ячейками 25, в которых размещены схуаты 26 дпя роботове В ячейках установло.ны фиксаторы 27 для схватовг, Рукл робота, снабжена кистью 28s которой за- креплен разъем 29 с установлекными в нем ЭлектрOMarHHTHi3 Mii iHKcaTopaNM (не показаны) захватова Разъем 29 за.- хвата 26 и кисти.28 прэходггП через центр масс захвата и заготовт-си, за счет чего исчезает из.г:|т6аю Щ-1й (отрыг вающий) момент в разт:.е1ме захвата и ру кИо Для робота llj загружающего .пресс первого технологического перехода 17, не требуется смена захватов
Устройства загрузки 5 .- 7 и выгрузки 8 - 0 выполнеи. л в виде приводного рольгангЕд перемепта101це.го спутник с заготовками и от крана штабёлера 2 в зокгу работы ПР и об- ратнОв При переналадке, прессов 17 - 19 необходимо освободить место для смены штамповой оснастки.;, в связи с чем роботы П 16 выполнешз на при-- основаниях 30 с ЕОЗМОЖПОСТЬЮ перемещения в зону устройс .гв загруз ки-выгрузки«
Склад 31 инструмента с краном-шта- белером 32 размещен в конце л.инии прессов 17 19 со стороны, противо™ положной pacпoлoжeнJ iю комплекса 4 раскрояо Склад 31 выполнен в виде стеллажа Кран штабелер 32 помещает в склад 31 или выдает из него .инструмент на позицию 33 выдачи и приема инструмента, установленную на основании 34ff На последнем расположены попарно по числу прессов наподвижныб
столы 35 - 37 и соответствующие им устройства 38 - 40 для транспортиров ки инструментов к прессам, которые при переналадке прессов перемещаются вдоль фронта прессов с инструментами,
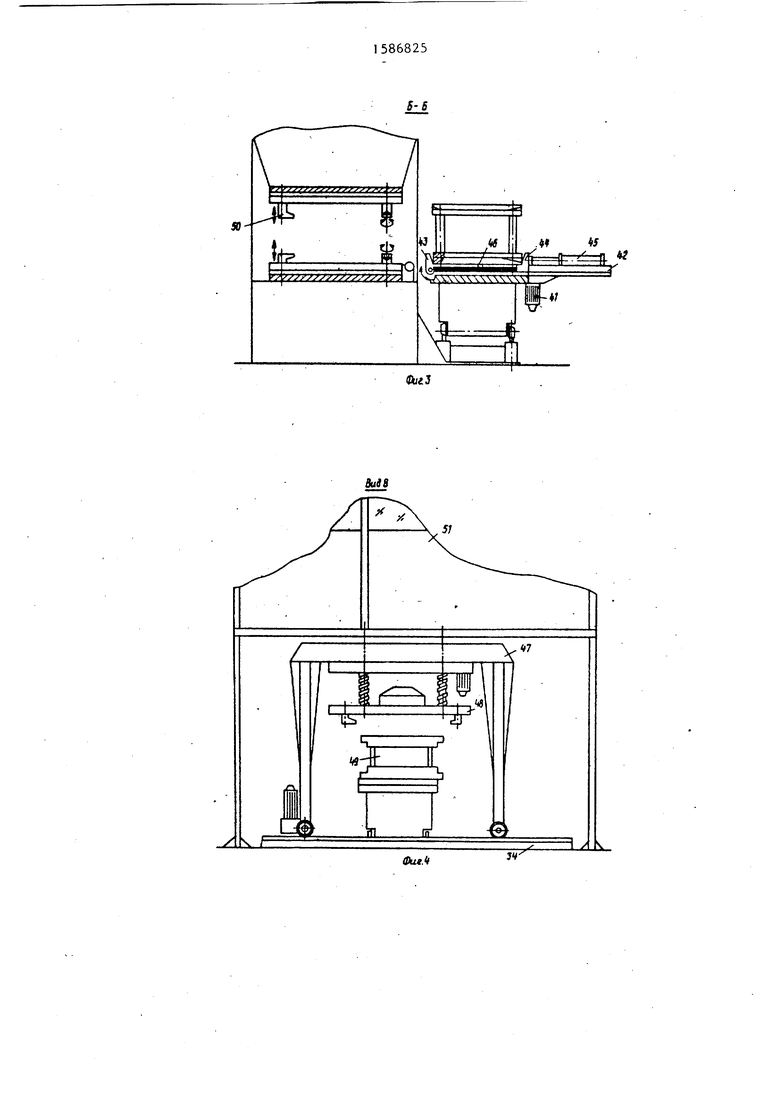
На устройствах транспортировки инструмента 38 - 40 установлены механизмы перемещения штампа (фигоЗ), содержащие привод 41, перемещающий траверсу 42, на которой установленьд поворотные упоры 43, упоры 44, силовые циливдры 45 и замыкающие штанги 46, Манипулятор 47 инструмента установлен на основании 34 с возможностью перемещения вдоль линии прессов 6,, 18 и 19, манипулятор 47 при перемещении обслуживает позицию 33 приема и в|)1дачи инструмента, попарно расположенные столы 35 - 37,и соответствующие им устройства 38 - 40 дпя транспортировки инструментов к прессам
Манипулятор 47 оснащен захватом 48 дпя подъема и удержания штампа 49о Штаг-1п снабжен упраацяемыми прижимами 50.U Над комплексом смены инструмента расположена .галерея 5 , в которой размещена система 52 управления (СУ),
Гибкий технологический комплекс рабс /ает следующим образом.
На установке 4 раскроя исходный лист разрезают на листовые заготовки нужного размера, которые поступают в спутник (не показано) на позицию 3 сбора заготовок, расположенную в зоне действия крана-штабелера 2 При необходимости заготовки с позиции 3 сбора заготовок с помощью крана-штабелера 2 поступают либо в склад 1 заготовок и деэгалей либо в устройство 5 загрузки у откуда роботом 11 заготовка помещается в штамп пресса 17, вьтолггяющего первую технологическую операцию, посше которой деталь либо поступает в устройство 8 выгрузки, если требуется одна технологическая операция, из которого краном-штабелером 2 укладывается в стеллаж склада 1, либо роботом 12 передается на магнитный стол 20, с которого следуюгций робот 13 передает деталь в пресс 18 на вторую технологическую операцию
Из пресса 18 деталь выгружается роботом 14 либо в устройство 9 выгрузки либо па магнитный стол 21 для передачи ее на следующую технологичес515868
кую операцию В зависимости от числа операций в соответствии с технологическим процессом изготовления детали с прессов либо поступают в одно из с
устройств 8-10 выгрузки, а оттуда кра- ном-штабелером 2 в склад 1 заготовок и деталей, либо роботами 12 - 15 передаются через магнитные передаточные
ладки и производства деталей на других модуляхо :
Работа системы при переналадке осуществляется автоматически следующим образом (пример переналадки модулей)
Роботы, например, 13 и 14 по сигналу системы управления перемещают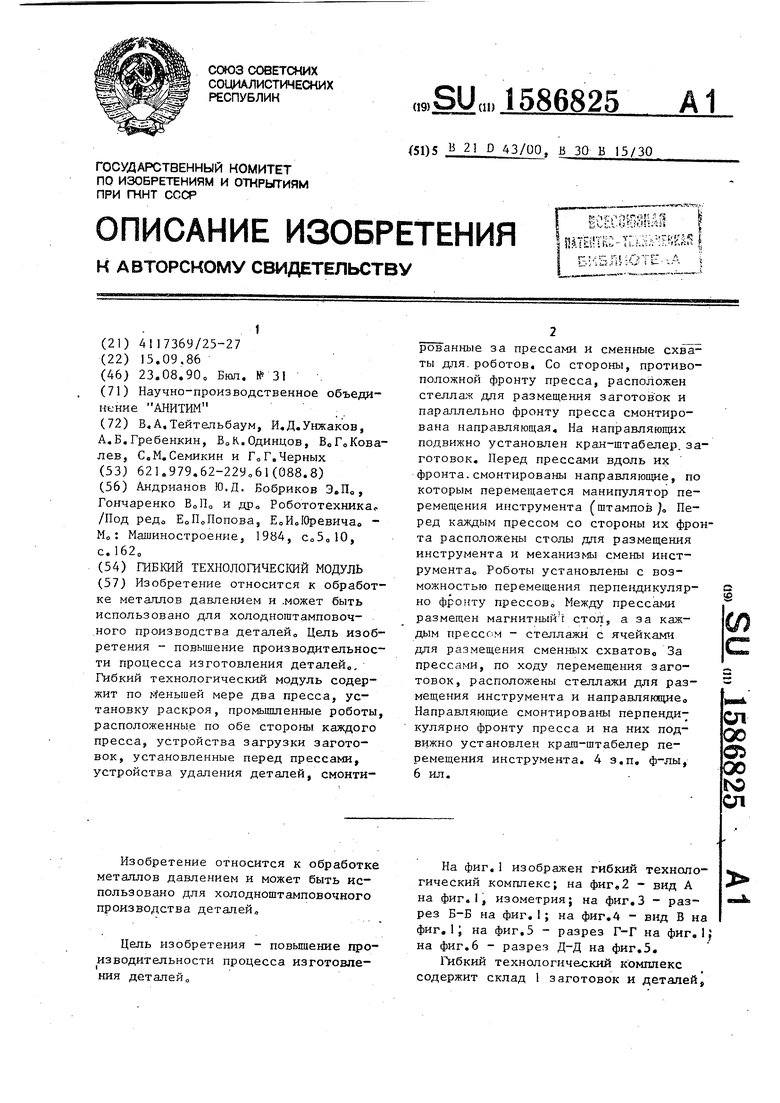

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Гибкий производственный модуль холодной листовой штамповки | 1986 |
|
SU1535665A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1409384A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Переналаживаемая роботизированная система | 1981 |
|
SU998097A1 |
| Устройство для размещения штучных заготовок | 1987 |
|
SU1473885A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для холодноштамповочного производства деталей. Цель изобретения - повышение производительности процесса изготовления деталей. Гибкий комплекс содержит по меньшей мере два пресса, установку раскроя, промышленные роботы, расположенные по обе стороны каждого процесса, устройства загрузки заготовок, установленные перед прессами, устройства удаления деталей, смонтированные за прессами, и сменные схваты для роботов. Со стороны, противоположной фронту пресса, расположен стеллаж для размещения заготовок и параллельно фронту пресса смонтирована направляющая. На направляющих подвижно установлен кран-штабелер заготовок. Перед прессами вдоль их фронта смонтированы направляющие, по которым перемещается манипулятор перемещения инструмента (штампов). Перед каждым прессом со стороны их фронта расположены столы для размещения инструмента и механизмы смены инструмента. Роботы установлены с возможностью перемещения перпендикулярно фронту прессов. Между прессами размещен магнитный стол, а за каждым прессом - стеллажи с ячейками для размещения сменных схватов. За прессами, по ходу перемещения заготовок, расположены стеллажи для размещения инструмента и направляющие. Направляющие смонтированы перпендикулярно фронту пресса и на них подвижно установлен кран-штабелер перемещения инструмента. 4 з.п. ф-лы, 6 ил.
столы 20 и 21 на пресс следующей тех- 10 ся в зону соответствующих устройств
нологической операции.
В результате обработки после первой технологической операции(обычно разделительной; образуются два вда отхода - мелкогабаритный и крупнгабаритный (скосы, окна и т.д.о Мекогабаритный отход удаляется из штапа на провал и с помощью транспортера (не показано),,
Удаление крупногабаритного делового отхода из штампа осуществляется роботом 12, снабженным захватом, способным одновременно захватывать полуфабрикат и деловой отходо Поворотом робота 12 захват устанавливается над спутником в устройстве 8 выгрузки. Заполненный деловым отходом спутник перемещается в зону действия крана-штабелера 2, который устанавливает спутник в склад 1. В то же время захват робота 12 продолжает движение с полуфабрикатом, полученным на первой технологической операции (пресс 17), и укладывает его на магнитный стол 20,
В зависимости от числа технологических операций, необходимых, для той или иной детали, возможна сквозная обработка деталей на всех прессах 17-19; как в автоматической линии, или однооперационная или двух- операционная обработка деталей. При этого загрузка модулей системы (на фиг,1 обозначены пунктирными линиями) . заготовками осуществляется посредством устройств 5-7 загрузки, а удаление готовых деталей - с помош;ью устройств 8 - 10 выгрузки.
Модули системы работают независимо один от другогоо Порядок их работы обеспечивается системой управле- ния, При выводе .одного из модулей для переналадки или ремонта остальные модули продолжают работу в соответствии с оперативным управлением производством. Это обеспечивает гибкость системы и совмещение перена0
5
загрузки 6 и выгрузки 9, При этом . порожний спутник, установленный в устройстве 5 загрузки и спутник с де- талями (с деловым отходом или полу- 5 фабрикатами), установленный на устройстве 9 выгрузки по сигналу системы управления перемещается в зону действия крана-штабелера 2о Робот IA, переместившийся в зону устройства 9 выгрузки, разворачивается и устанавливает захват напротив свободной ячейки устройства 23 смены захватов робота 14, вводит схват в свободную , ячейку и устанавливает его в фиксаторы 27. По сигналу системы управления электромагнитные фиксаторы разъема (не показано) освобождают схват, Робот выводит кисть 28 из ячейки и перемещает ее в другую ячейку со схва- том. Кисть с разъемом 29 входит в зацепление с хвостовиком схвата, после чего включаются электромагнит1{ые фиксаторы и схват закрепляется на руке робота. После этого робот 14 возвращается в исходное положение. Кран- штаб ел ер 32 склада 31 инструмента перемещает новый штамп на.позицию 33 приема инструмента. Манипулятор 47 двигается к позиции 33 приема инструмента, затем манипулятор 47 с позиции 33 берет подготовлентый для установки новый штамп и перемеп ается на ПОЗИ1ДИЮ ожидания (между модулями) о
0
5
0
Одновременно подвижный стол 39 комплекса механизмов смены инструментов перемещается вдоль фронта пресса 18 и останавливается у переднего окна пресса Ползун пресса находится-в нижнем положении Штамп, находящийся в прессе, автоматически откреплен Привод 41 перемещает траверсу 42 с упорами 43 и 44 по пазам подштампо- вой плиты, тем самым подводя траверсу 42 под открепленный штамп пресса.
Под действием сотового цилиндра 45 упоры 43 и 44 фиксируют штамп на траверсе 42, Привод 41 перемещает открепленный штамп на подвижный стол.
7
после чего последний пыремещается вдоль фронта пресса и по сигналу системы управлегшя останавливается у соответствующего ему неподвижного стола, С помоп ыо-привода 4 траверс | 42 со -штампом перемещается на неподвижный стол« Штамп открепляется, и траверса 42 возвращается в исходное поло кение« Манипулятор 41 со штампом
предназначенным для установки в пресс перемещается с позиции ожидания к подвижному столу и устанавливается над ним« Штамп опускается на подвижный стол, открепляется, и манипулятор 47 перемещается на позицию ожиданияв Подвижный стол со штампом перемещается вдоль фронта npeccaj устанавливается перед передним окном пресса, и с помощью привода 41 траверсы 42 загружает штамп в прессе .Силовой цилиндр 45 освобождает упоры 43, онк поворачиваются и привод 41 вытягивает траверсу 42 из-под штампа по пазам под- штамповой плитыв Штамп а.итоматически фиксируется на ползуне и подан;ампо- вой плите с помощью управляемых прижимов 50 прессао
Подвижный стол возвргднается в исходное, положениео Б это время манипулятор 47 перемещггется к соответствующему неподвижного/ столу, с помощью захвата 48 забирает с него штамп и перемещает носдедний на позицию 33 приема Кран-я табелер 32 инструмента устанавливает штамп в ячейку склада 31 инструментаа Подвижный стол 39 возвращается в исходное положение, и пресс 13 возвращается в положение напротив передне го окна прессав Аналогично осуществляется переналадка любого другого модуля.
Комплекс. 4 раскроя пефенаиажива- ется, работа его ведется независимо от остальных модулей системы Количество и номенклатура отрезаемых заготовок обеспечивает наличие необходимого задела заготовок в складе 1- (стеллаже.
15
Формула изобретения
U Гибкий технологический модуль, содержащий пресс со сменными инструментами, установленным последовательно один за другим в направлеш-ш перемещения заготовок, пpo ышлeнш: e роботы со сменными схватами, устройш
с,
20
25
5868258
ства подачи заготовок и удаления деталей и систему управления, о т л и- чаювдий ся тем, что, с целью повышения производительности процесса изготовления деталей, он снабжен стеллажом дпя размещения инструмента, расположенным за прессами по хо- ду перемещения заготовок, краном-шта- белером перемещения инструмента,смонтированным с возможностью перемещения перпендикулярно фронту прессов, стеллажом для размещения деталей и заготовок, расположенным у прессов со стороны, противоположной их фронту, краном-штабелером перемещения деталей и заготовок, смонтированным с возможностью перемещения параллельно фронту прессов, магнитными столами,, установленными между прессами, стеллажами дпя размещения сменных схватов, расположенных у каждого из прессов, неподвижными столами для размещения инструментов, установленных у прессов, устройствами для смены инструментов, смонтированными у прессов с возможностью перемещения вдоль фронта прессов, и манипулятором перемещения инструментов, установленным у прессов с возможностью перемещения параллельно фронту прессов, причем устройства подачи заготовок и удаления деталей выполнены в виде транспортеров, установленных у каждого из прессов перпендикулярно фронту, прогФшшенные роботы расположены по каждой из боковых сторон пресса с возможностью перемещения перпендикулярно фронту прессов,
2е Модуль по Но 1, -о т л и ч а ю- Ht, и и с я тем, что он снабжен позицией приема инструмента, расположенной у стачлажа для размещения ин- струментао
3с Модуль по п« 1, отличающий с я тем, что разъем схвата с роботом расположен в плоскости, проходящей через центр масс схватао
4« Модуль, по По 1 , отличающий с я тем, что он снабжен установкой раскроя, расположенной перед прессами перпендикулярно к их фрбнту.
30
35
40
45
50
5, Модуль по Пе 1 , о т л и ч а Югц и и с я тем, что система управления расположена со стороны фронта прессов над манипулятором, неподвижными столами и устройствами для смены инструментов.
t
ш,
X
п
p-j
Lc rfrfi j fafar.fur.uag ufaLi
я
JP
M
.«
г
«
r
Фие.1
Фиг.6
| Андрианов Ю.Д | |||
| Бобриков Э.По, Гончаренко ВоП„ и др | |||
| Робототехника /Под редо ЕоПоПопова, ЕоИ„10ревичао - Mot Машиностроение, 1984, Со5о10, с.162о |
