i 7 ,9 /md
fffff ff fffffffiif if lfffif
А-Д
i 7 ,9 /md 8
ffffiif if lfffif
Ч
а Од
со
изобретение относится к промьшшен- ности строительных материалов и может быть использовано в производстве экструзионных изделий пазогребневой конструкции.
Цель изобретения - улучшение качества изделий за счет выравнивания скоростей движе щя материала по сечению мундштука.
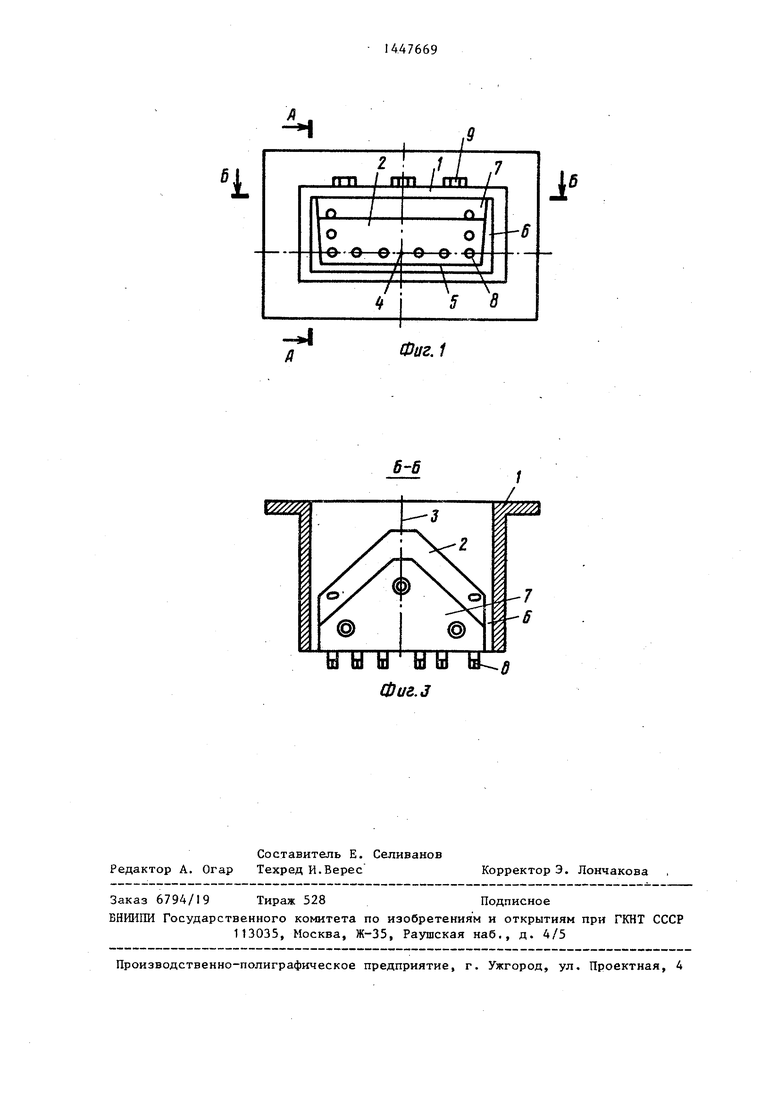
На .фиг. 1 изображен мундштук, вид спереди; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - разрез Б-Б на фиг. 1.
Мундштук содержит корпус 1 прямоугольного сечения, формообразующий элемент 2, выполненный в виде многогранника, вписанного в элиптический параболоид, ось 3 которох -о проходит через центр 4 тяжести профиля, нижняя грань 5 образует стенку профиля, а боковые грани 6 - его полки. Верхняя грань соединена с переходным элементом 7, повторяющим ее форму, стенки которого образуют между поверхностью формообразующего элемента и стенкой корпуса Плааньй переход или прямой и тупой углы. Формообразующий 2 и переходной 7 элементы снабжены регулировочными болтами 8 и закреплены Е корпусе посредством болтов 9.
Дпя формирования гребенчатых профилей в корпусе может быть установлено несколько формообразующих элементов.
Выбор йонфигурацли формообразова- теля св5гзан с тем, что он обеспечивает близкое к параболическому распре- делеш е длины профи- шрующего канала, образованного гранями 5 и 6 по периметру профиля, что в результате соответствующего распределения сопротивления профилирующего канала обеспечивает выравнивание скоростей исте чения по периметру профлпя. При этом совпадение оси 3 параболоида с центром 4 тяжести профиля обеспечивает разделею1е потока на уравновешивание части, а наличие переходного элемента 7 ис1слючает образование острьзх углов в месте пр1-а4ыканил формообра476692
зующего элемента 2 к корпусу 1 и нежелательную концентрацию сил трения на направлении к концам профиля.
Мундштук работает следующим образом.
Материал под давлением нагнетается в корпус 1 мундштука, обтекает формообразующий элемент 2 и, дви0 гаясь по каналам, приобретает требуемую форму, сохраняя при этом равномерную скорость выдавливания.
При формовании материала с различным отношением коэффициентов внут5 реннего и внешнего трения может происходить перераспределение сопротив- ле1шй и, соответственно, скоростей выдавливания материала по сечению. В этом случае регулировочные болты 8,
20 расположенные на участках с повьшен- ной скоростью выдавливания, ввертываются внутрь мундштука, повьш1ая сопротивление участка и снижая скорость выдавливания,
25
Формула изобре -тения
1.Мундштук для формования изделий П-образного профиля, содержащий
30 корпус прямоугольного сечения и установленный на его стенке формообразующий элемент, о тли ч а ю- щ и и с я тем, что, с целью улучшения качества изделий за счет выравниjg вания скоростей движения материала по сечению мундштука,он снабжен переходным элементом, посредством : . которого формообразуюш 1й элемент прикреплен к стенке корпуса и грани ко40 торого образуют с последней прямой или тупой угол, причем поверхность формообразующего элемента вьшолнена в виде усеченного вдоль оси эллиптического параболоида, ось которого JC проходит через центр тяжести профиля, или в виде вписанного в эллиптический П фаболоид многогранника.
2.Мундштук поп. 1, о т л и - чающийся тем, что формообразующий элемент снабжен регулировочными болтами, размещенными в его теле вдоль продольной оси мундштука.
а
Фиг. 1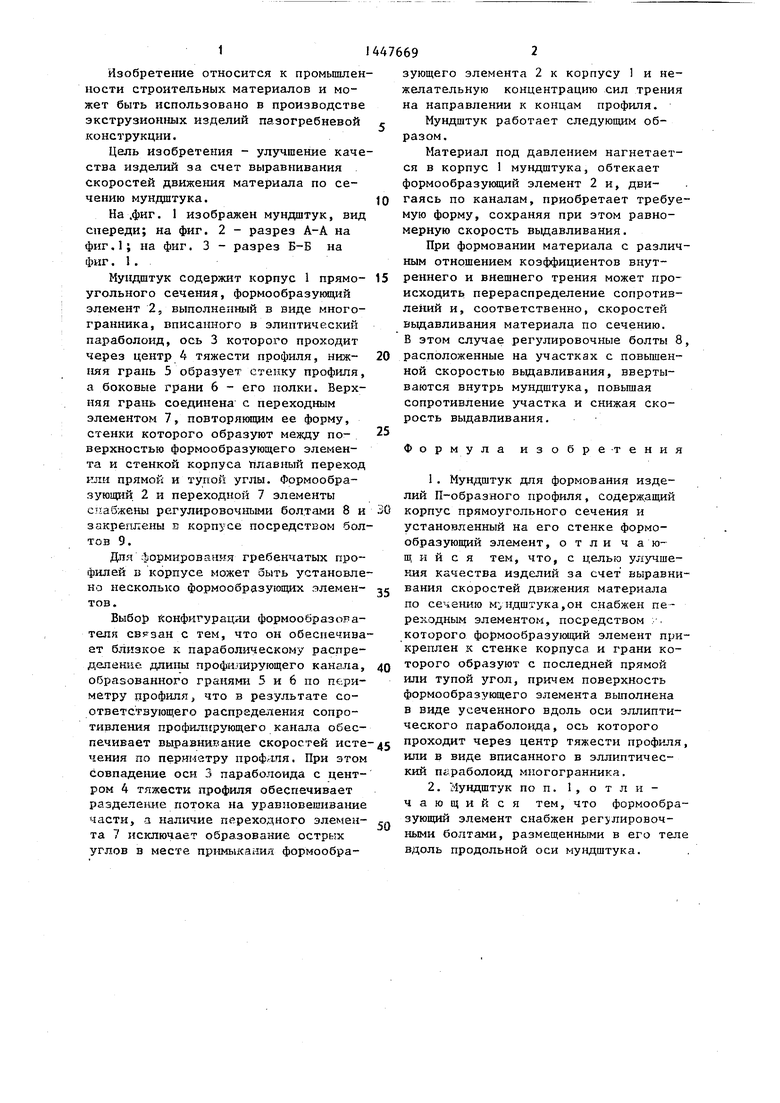
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ | 2001 |
|
RU2203157C2 |
| ЭКСТРУЗИОННАЯ НАСАДКА, ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ СОТОВОГО ПОЛИКАРБОНАТА | 2013 |
|
RU2558116C2 |
| СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ С ВНУТРЕННИМ ВИНТОВЫМ РЕЛЬЕФОМ, СПОСОБ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2025187C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ФИГУРНЫМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2271893C2 |
| Способ изготовления многогранных изделий,преимущественно болтов | 1980 |
|
SU878406A1 |
| ТРЕХМЕРНАЯ СЕТЧАТАЯ СТРУКТУРА, СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОЙ СЕТЧАТОЙ СТРУКТУРЫ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОЙ СЕТЧАТОЙ СТРУКТУРЫ | 2012 |
|
RU2584124C2 |
| Мундштук для формирования керамических изделий | 1980 |
|
SU992187A1 |
| Щелевой мундштук | 1973 |
|
SU719487A3 |
| Способ изготовления стержневых изделий с многогранной головкой и мертвой шайбой | 1972 |
|
SU464374A1 |
Изобретение относится к промышленности строительных материалов и может быть использовано в производстве экструзионных изделий пазогрйбне- вой конструкции. Цель изобретения - улучшение качества изделий за счет выравнивания скоростей движения материалов по сечению мундштука. Мундштук содержит корпус 1 прямоугольного сечения, внутри которого посредством переходного элемента 7 и болтов 9 установлен формообразующий элемент 2. Поверхность формообразующего элемента 2 выполнена в виде усеченного вдоль оси 3 эллиптического параболоида, ось 3 которого проходит через центр тяжести профиля, или в виде вписанного в него многогранника. Выравнивание потоков массы по сечению мундштука может производиться регулировочными болтами В, установленными в теле формообразующего элемента 2 вдоль оси 3. Грани переходно- § го элемента 7 образуют со стенкой корпуса, к которой он прикреплен болтами 9, прямой или тупой угол. 3 ил. , 1 з.п. ф-лы. W с:
ш ш ш Ы IB-
Фиг.з
