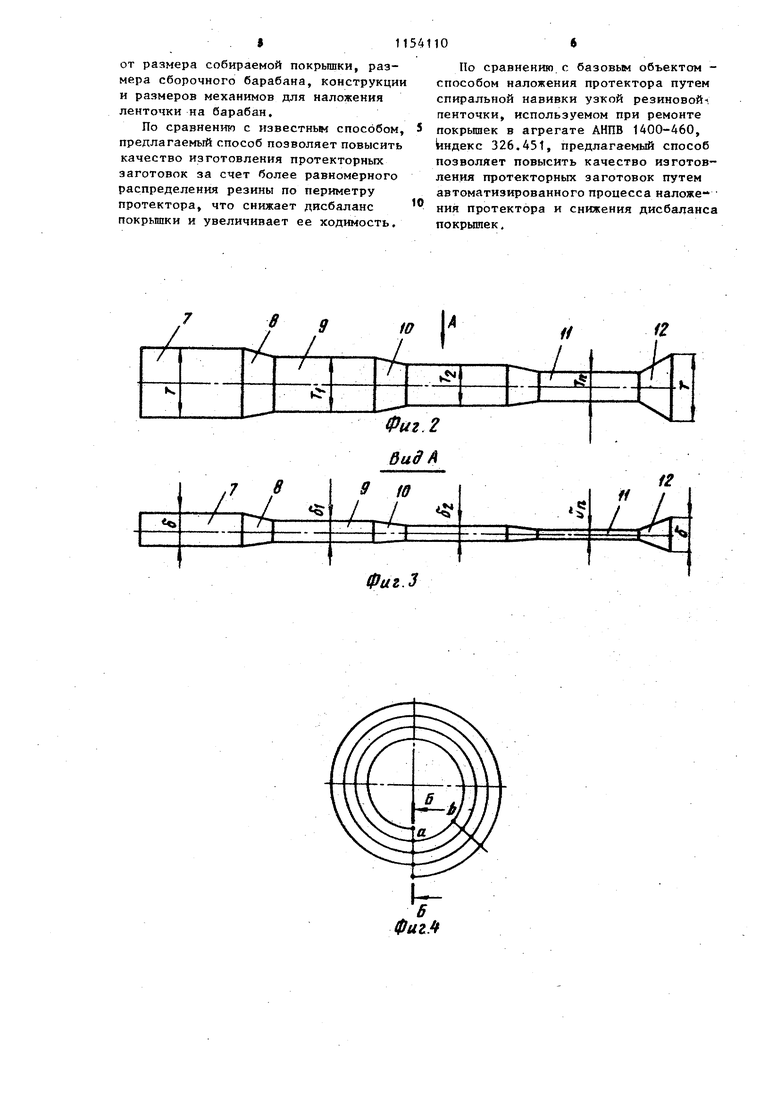
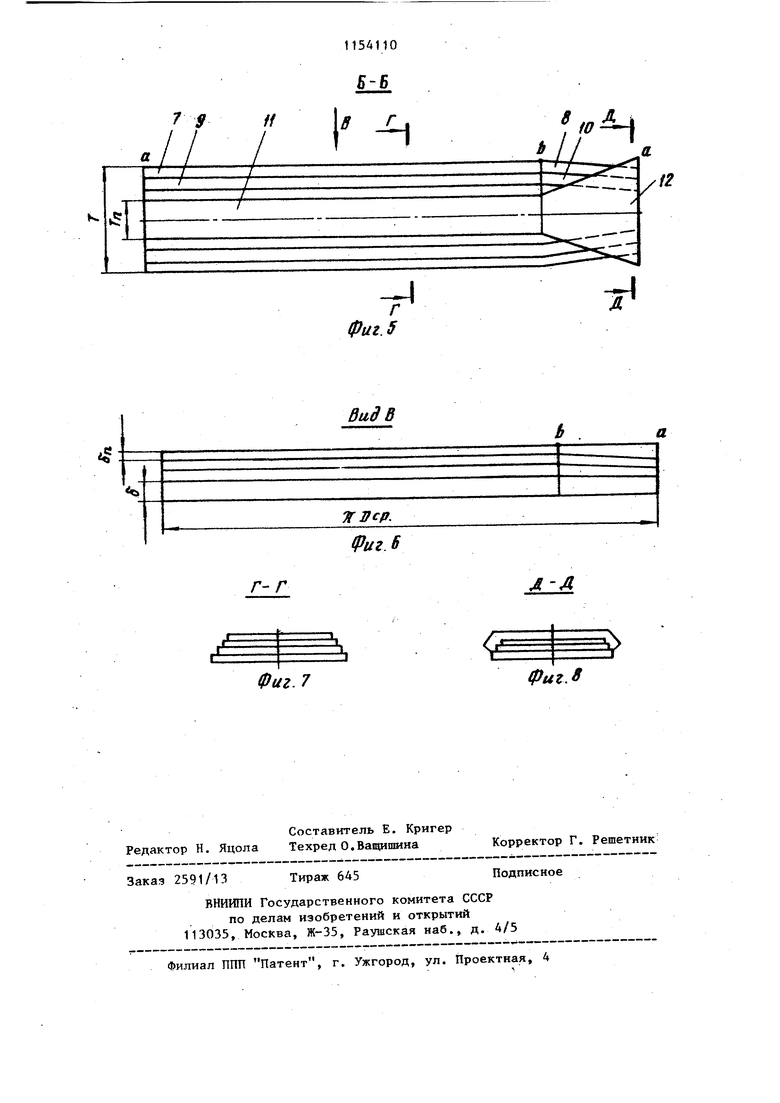
Изобретение относится к технологни шинного производства и предназиачено для изготовления кольцевых протекторных заготовок при сборке или ремонте покрьппек пневматических Известен способ изготовления про текторных заготовок, при котором из шприцованной непрерывной резиновой заготовки вырезают ленту шириной, равной ширине основания изготавливаемого протектора,5 а после образования первого слоя при навивке последующих слоев ленту вытягивают в направлении отбора до придания ей в каждом витке ширины в соответствии с профилем протектора fj . Однако наличие переходных участко между последующими и предыдущими витк ми ведет к образованию в протекторной заготовке поперечных сечений с различным резиносодержанием, что приводит к дисбалансу покрышки. Наиболее близким к изобретению по технической сущности и достигаем му результату является способ изготовления протекторных заготовок, пр котором на кольцевое основание нави вают резиновутс ленту с образованием в каждом слое участков с постоянным шириной и калибром и переходных учас ков с изменяющимися путем вытяжки ленты в направлении отбора шириной калибром в соответствии с профилем протекторной заготовки 2j . Изготовление заготовок протектор по известному способу позволяет несколько снизить неравномерность распределения массы резиновой смеси по периметру заготовок за счет предварительного вытягивания переднего конца ленты с образованием на вытянутом конце ленты участка с увеличивающейся по ходу отбора шириной и совмердения этого участка с переходны ми участками последукицих слоев с уменьшающейся по ходу отбора шириной Однако неравномерное расположение массы протектора на переходных участ ках сохраняется, так как практически невозможно добиться в автоматическом режиме полной компенсации массы протектора на переходных участках за счет требуемого вытягивания переднег конца ленты, что ведет к дисбалансу Практически трудно осуществить в начале наложения слоя на кольцевое основание вытягивание ленты с образо ванием на вытянутом конце ее участка с увеличивакщейся шириной, при этом получаюо(ийся профиль протектора не совсем точно соответствует заданному, так как два первьж слоя имеют ширину, соолветствующую ширине основания протектора. Цель изобретения - снижение дисбаланса покрышек и увеличение ходимости покрьш)ек. Поставленная цель достигается тем, что согласно способу изготовления протекторных заготовок, при котором на кольцевое основание навивают резиновую ленту с образованием в каждом слое участков с постоянными шириной и калибром и переходных участков с изменяющимися путем вытяжки ленты в направлении отбора шириной и калибром в соответствии с профилем протекторной заготовки, ширину и калибр переходного участка изменяют в конце каждого последующего слоя до совпадения по длине конца переходного участка с началом участка t постоянными шириной и калибром предыдущего слоя, а последний слой накладывают с образованием в конце слоя переходного участка с шириной и калибром, увеличивающимся до ширины и калибра первого слоя. Таким образом, протекторная заготовка образуется со слоями, каждый из которых начинается участком с постоянными шириной и калибром и заканчиваются участком с уменьшающимися шириной и калибром, кроме последнего слоя, которьй заканчивается переходным участком с увеличивающимися шириной и калибром. При этом переходные участки совпадают по длине окружности 1 располагаются на кольцевом основаЬ1ий один над другям. Лента на переходных участках плавно изменяет ширину и калибр от наибольшей ширины и калибра основания протектора до наименьшей ширины и калибра короны протектора, что обуславливает плавное уменьшение резиносодержания на переодном участке в конце каждого слоя. ри наложении последнего слоя, заканивающегося переходньм участком с лавно увеличивающимися шириной и алибром от наименьших значений к аибо1льшим, происходит совмещение ереходного участка с предыдущими ереходными участками, что позволяет омпенсировать изменение резиносодержания по периметру заготовки н зоне переходных участков. На фиг. 1 изображен вариант схема тического выполнения устройства для осхтцествления предлагаемого способа; на фиг. 2 - развертка навиваемой ленты ; на фиг. 3 - вид А на фиг. 2; на фиг. - схема кольцевой заготовки протектчора; на фиг. 5 - сечение на фиг. А (развертка заготовки протектора); на фиг. 6 - вид В на фиг. 5; на фиг, 7 - сечение Г-Г на фиг. 5; на фиг. 8 - сечение Д-Д на фиг. 5. Способ осуществляют следующим образом. С помощью червячной машины 1 или вальцов изготавливают непрерывную резиновую ленту 2 шириной, равной ширине основания изготавливаемого протектора, и подают ее в компенсационную петлю 3, образованную между двумя роликами 4. Ленту 2 отбирают из компенсационной петли 3 с помощью устройства 5 и навивают на кольцевое основание 6, например на расположенную на приводном сборочном барабане изготавливаемую или ремонтируемую покрьшку или брекерный браслет. Наложение первого слоя на кольцевое основание 6 начинают с навивки .участка 7 (дуга at), имеющего ширин |Г, равную ширине основания изготавли ваемого протектора, и калибр сГ . В точке в увеличивают скорость вращени кольцевого основания 6 при постоянно скорости подачи ленты устройством 5, вследствие чего скорость отбора ленты 2 увеличивается и она вытягиваетс на участке сЬ между устройством 5 и кольцевым основанием 6 с образованием переходного участка 8 (фиг. 2) с уменьшающимися шириной до значения Т, и калибром до значения 5 . Длина этого участка (дуга а ) определяетс „f 9 ДЛИНОЙ участка с ь , которая выбирается так, чтобы конец переходног участка 8 совпадал по длине с начало первого слоя (точка а, фиг. 1 и 4) . Затем, оставляя скорости устройства 5 и кольцевого основания 6 постоянными, .Образуют второй слой заготовки состоящий из участка 9 (фиг. 2), имеющего постоянную ширину Т, равну минимальной ширине участка 8 и пос.тоянный калибр §, , и переходного участка 10 с уменьшпкндимися вследствие изменения скорости отбора лент шириной до значения и калибром до значения о , при этом конец переходного участка 10 совпадает по длине с началом первого слоя (точка (Зг фиг. 1 и 4), а скорость отбора ленты выбирается из условия соответствия ширины Т ленты профилю протектора. Навивку каждого последующего слоя производят аналогично, т.е. с совмещением по длине конца переходного участка последующего слоя с началом предыдущего слоя на кольцевом основании. ПоследнигЧ слой образуют путем навивки участка 11 с постоянными шириной Т„, соответствующей ширине короны протектора, и калибром о и переходного участка 12 с увеличивающейся по ходу отбора шириной со значения Т,, до значения Т, соответствующего ширине основания протектора, т.е. ширине первого слоя, и с калибром, увеличивающимся со значений 0 до значения 8 , равного калибру первого слоя. Таким образом, при навивке ленты на кольцевое основание происходит совмещение по длине (дуге) участков 7, 9-11 с постоянной шириной и калибром на дуге а (фиг. 1 и 4) и совмещение по длине (дуге) переходньгх участков 8,10-12 на остальной части окружности - оа, при этом увеличение ширины и калибра последнего переходного участка 12 компенсирует уменьшение ширины и калибра на переходных участках предыдущих слоев. Переходный участок 12с увеличением от значения Т до Т шириной образуют путем останова кольцевого основания 6 и подающего устройства 5 в положении, показанном на фиг. 1. При этом на участке вытяжки 8 резиновая лента 2 имеет вид усеченного клина с плавно увеличиваю;имися шириной и калибром от точки 6 к точке С. Подающее устройство 5 месте с зажатым между его роликами онцом последнего слоя перемещают кольцевому основанию 6, накладывая а него переходной участок 12 ленты Z. После наложения конца последнего лоя на кольцевое основание произодят отрезку ленты 2. и дублирование онца ленты с предыдущими слоями. а этом цикл изготовления -протекторых заготовок заканчивается. Выбор еличины переходного участка зависит
от размера собираемой покрышки, размера сборочного барабана, конструкции и размеров механимов для наложения ленточки на барабан.
По сравнению с известньм способом, предлагаемый способ позволяет повысить качество изготовления протекторных заготовок за счет более равномерного распределения резины по периметру протектора, что снижает дисбаланс покрьшки и увеличивает ее ходимость.
По сравнению с базовым объектом способом наложения протектора путем спиральной навивки узкой резиновой-i пенточки, используемом при ремонте покрышек в агрегате АНПВ 1400-460, 1ндекс 326.451, предлагаемый способ позволяет повысить качество изготовления протекторных заготовок путем автоматизированного процесса наложения протектора и снижения дисбаланса покрьплек.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления протекторных заготовок | 1982 |
|
SU1024302A1 |
| Способ изготовления протекторных заготовок (его варианты) | 1985 |
|
SU1384396A1 |
| Способ изготовления протекторных заготовок | 1985 |
|
SU1279844A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК | 1987 |
|
SU1448568A1 |
| Способ изготовления протекторных заготовок | 1978 |
|
SU735438A1 |
| Способ изготовления протекторных заготовок | 1980 |
|
SU903198A1 |
| Способ изготовления протекторныхзАгОТОВОК | 1979 |
|
SU804511A1 |
| Устройство для наложения протектора ленточкой | 1984 |
|
SU1168436A2 |
| Устройство для навивки протектора ленточкой | 1984 |
|
SU1143611A2 |
| Способ изготовления протекторных заготовок | 1980 |
|
SU895709A1 |

Фиг.З
Г- Г
Фиг.7
---r//
Вид В
Q
фиг. 8
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Солесос | 1922 |
|
SU29A1 |
