Настоящее изобретение относится к устройствам для изготовления тороидальных сердечников из ленты с использованием механизма для ее намотки.
Предлагаемое устройство отличается от известных тем, что в нем применен поворотный стол с несколькими шпинделями, сцепленными своими шестернями с неподвижным зубчатым колесом и снабженными каждый зажимным приспособлением для закрепления ленты и отрезным ножом.
Такое выполнение устройства позволяет осуш.ествить автоматизацию процесса изготовления тороидальных сердечников.
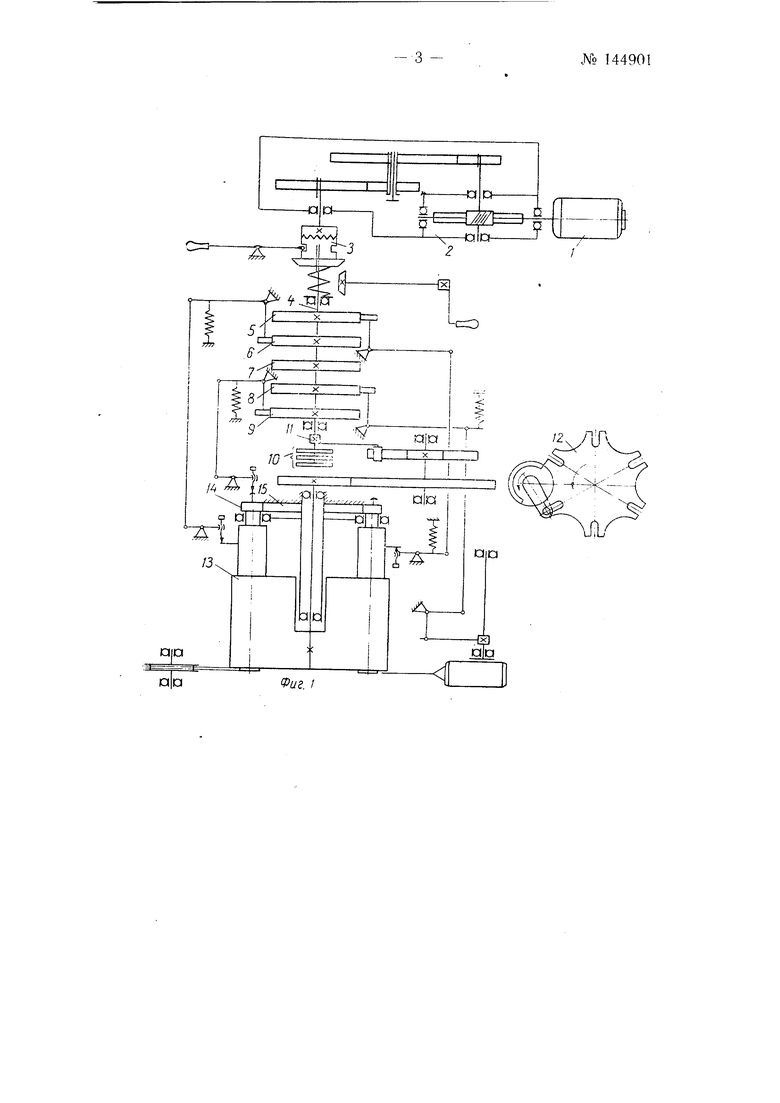
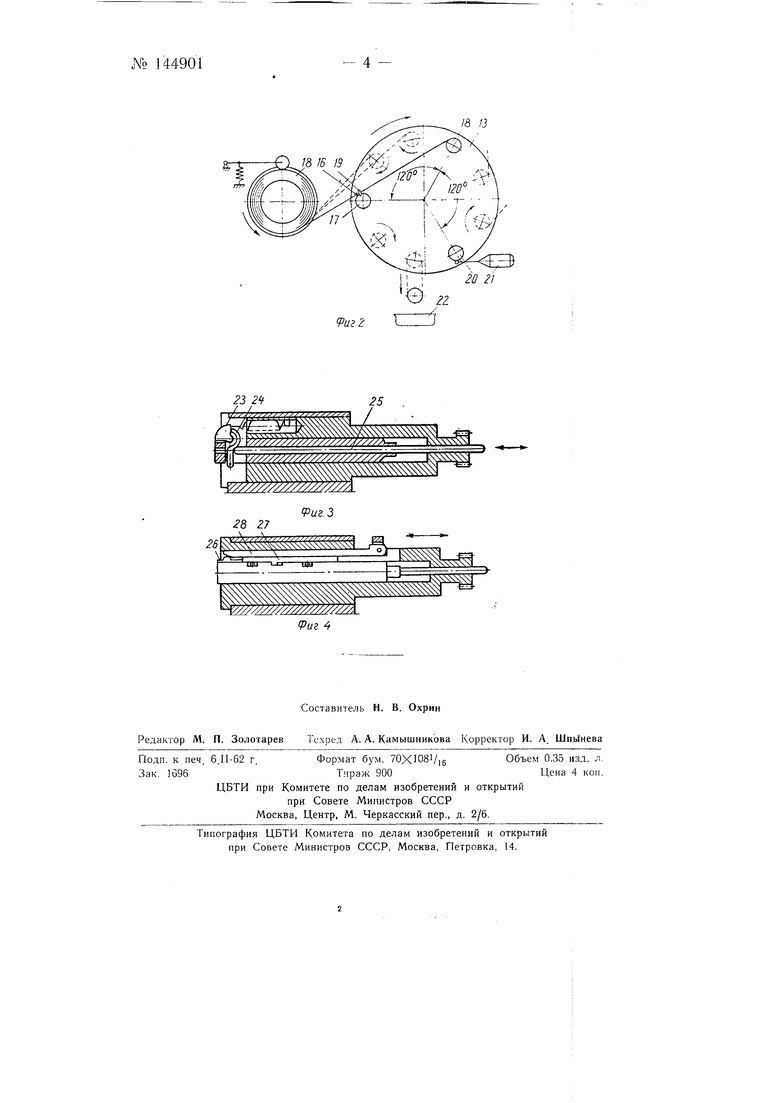
На фиг. 1 изображена кинематическая схема устройства; на фиг. 2 - поворотный стол со шпинделями; на фиг. 3 - отрезной нож в шпинделе и на фиг. 4-механизм закрепления конца ленты в шпинделе.
Устройство представляет собой периодически поворачиваюшийся стол с несколькими шпинделями для намотки сердечников, сварочный аппарат для крепления свободного конца намотанной в кольцо ленты и рычажно-кулачковые передачи. Каждый шпиндель снабжен механизмом для закрепления конца ленты и отрезным ножом. Во время периодического поворота стола шпиндели вращаются и поочередно производят: закрепление ленты, поступающей с рулона, отрезку ленты, идущей от впереди расположенного шпинделя, намотку спирали сердечника, приварку свободного конца наматываемой ленты и сброс готового сердечника. Кинематически устройство представляет собой единый механизм, снабженный общим приводом (фиг. 1).
Электродвигатель / через редуктор 2 и перегрузочную муфту 3 приводит во вращение распределительный вал 4 с кулачками 5, б, 7, 8, 9 рыжачных механизмов, кулачками 10 управления электроавтоматикой и поводком 11 мальтийского механизма 12 поворота стола 13 шпинделей. В столе 13 расположены шпиндели, вращающиеся при повороте стола
М 144901- 2 -
благодаря обкатке шестерен 14 по неподвижно укрепленной шестерне 15.
Работа шпинделей поворотного стола 13 (фиг. 2) происходит следующим образом. Под 16 одного -из шпинделей, находящегося в положении 17, заправляется лента из кассеты 18; первая заправка ленты производится вручную. После этого устройство включается в автоматическую работу. Начинается поворот стола 13 на 120°. Поворот производится периодически посредством мальтийского механизма 12. За время поворота стола вращается шпиндель в положении 17 (благодаря обкатке шестерен 14) и производится намотка ленты очередного сердечника. С остановкой стола этот шпиндель останавливается в положении 18, а его старое положение 17 в это время занимает следующий шпиндель, зажим которого закрепляет ленту, а нож У9. отрезает ленту, образуя заготовку, которая продолжает наматываться на uinHHдель в положении 18. За период следующего поворота стола /5:Этот шпиндель перемещается в новое положение 20, к этому моменту заканчивается намотка ленты, стол 13 и шпиндель останавливаются, начинается ультразвуковая сварка витков сердечника механизмом 21, а положения 17 и 18 в этот момент занимают два очередных шпинделя.
Сброс изготовленного на шпинделе в положении 20 сердечника происходит во время следующего поворота стола благодаря отводу щпинделя назад, при этом сердечник снимается с позиции и подается в кассету 22. В конце третьего поворота стола на 120° шпиндель оказывается в исходном положении 17 и описанный цикл работы устройства повторяется автоматически. Внутри шпинделя (фиг. 3) отрезной нож 23 приводится в движение посредством рычага 24 и штока 25. Закрепление конца ленты осуществляется зажимом 26 (фиг. 4), укрепленным в ползуне 27 под действием клина 28. Приводы штока 25 и клина 28 осуществляются от соответствующих кулачков распределительного вала. Автоматическое устройство позволяет изготовлять сердечники разных диаметров и разной ширины, благодаря соответствующему изменению диаметра шпинделей, их числа и расстояния между ними. Число витков ленты регулируется изменением передаточного числа шестерен 14 и 5. Цикл работы устройства занимает от 8 до 30 сек, что соответствует производительности от 800 до 3000 сердечников в смену.
Предмет изобретения
Устройство для изготовления тороидальных сердечников из ленты, содержащее механизм намотки, сварочный аппарат для закрепления свободного конца ленты на сердечнике и общий привод, отличающееся тем, что, с целью автоматизации процесса, применен поворотный стол с несколькими щпинделями, сцепленными своими щестернями с неподвижным зубчатым колесом и снабженными каждый зажимным приспособлением для закрепления ленты и отрезным ножом. з /гд:;/4 i/54
Риг 2
18 3
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ДЛЯ НАМОТКИ КИНОПЛЕНКИ НА БОБИНЫ | 1964 |
|
SU164203A1 |
| Станок для автоматической намотки электрических катушек | 1972 |
|
SU546025A1 |
| Устройство для упаковки радиодеталей с осевыми выводами | 1974 |
|
SU519363A1 |
| Станок для полуавтоматической намотки электрических катушек с сердечником | 1957 |
|
SU111158A1 |
| Устройство для закрепления секций рулонных конденсаторов липкой лентой | 1983 |
|
SU1157582A1 |
| Устройство для намотки секций рулонных конденсаторов | 1983 |
|
SU1150671A1 |
| Станок для изолирования сердечников реле типа РКМ и РС-13 изоляционной лентой | 1960 |
|
SU143922A1 |
| Поворотная головка для намотки секций рулонных конденсаторов | 1986 |
|
SU1322385A1 |
| Устройство для непрерывной намотки нити | 1983 |
|
SU1137046A1 |
| Машина для поперечной резки полотнищ тканых штучных изделий, например, полотенец по бахроме | 1956 |
|
SU111692A1 |
Z //////////, (Риг.З
