1
Изобретение относится к оборудованию для обработки металлов давлением. Цель изобретения - расширение технологических возможностей.
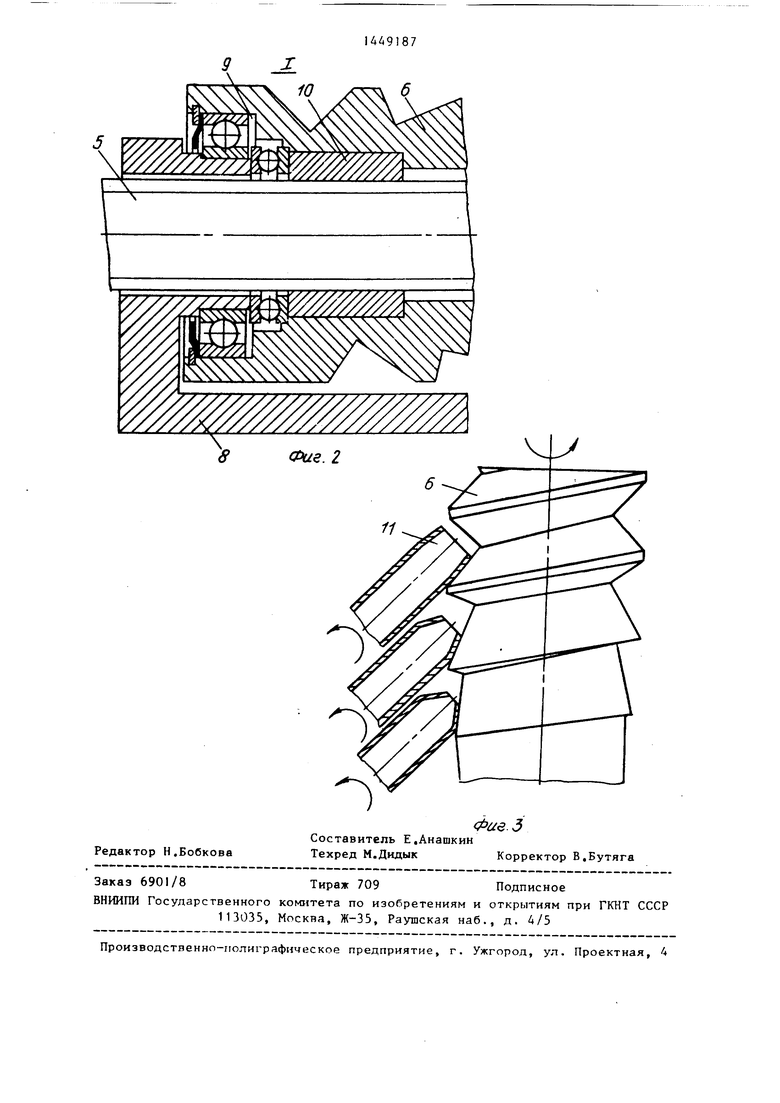
На фиг. изображен станок, вид сверху; на фиг.2 - узел I на фиг.; на фиг.З - промежуточные положения процесса обработки трубы.
Станок содержит станину , установленный на ней шпиндель 2 с зажимным патроном, связанный посредством ременной передачи с электродвигателем 3, На станине с помощью кронштейнов 4 закреплен направляющий винт 5 с несамотормозящейся резьбой. На направляющем винте 5 с возможностью вращения установлен формующий инструмент. 6. Кроме того, на станине смонтирован гидроцилиндр 7, шарнирио соединенный со скобой 8, которая с помощью подшипниковых узлов 9 связана с формующим инструментом 6, Внутри последнего жестко вмонтированы несамото мозящиеся гайки 10, в пазах которых расположен направляющий винт 5, В зажимном патроне шпинделя 2 размещена трубчатая заготовка 11,
Станок работает следующим образом. Заготовка 11 с разогретым до ковочной температуры концом устанавливается в зажимной патрон шпиндели 2.Включается электродвигатель 3 и посредством ременной передачи вращает шпиндель 2 с заготовкой 11. В полость гидроцилиндра 7 подается под давлением жидкость. Шток гидроцилиндра толкает скобу 8, которая через подшипниковые узлы 9 приводит в движение формующий инструмент 6, Так как инструмент установлен на направляющем винте 5 с несамотормозящейся резьбой, он движется вдоль винта, одновременно вращаясь вокруг своей оси, Рабочая поверхность инструмента вступает в контакт с заготонкой. Благодаря тому, что шаг резьбы винта и шаг навивки рабочей поверхности совпадает, все участки винтовой поверхности последовательно контактируют с заготовкой, а так как .профиль
этой поверхности непрерывно меняется, то меняется и форма контактирующей с ней заготовки. На фиг.З показаны некоторые промежуточные формы обрабатываемой заготовки, полученные за каждый оборот формующего инструмента. Таким образом, за один рабочий ход инструмента осуществляется полная обработка трубчатой заготовки.
20
Формула изобретения
25
30
Станок для обработки труб, содержащий станину, установленный на ней полый шпиндель с зажимным патроном, привод шпинделя, узел привода формующего инструмента, отличаюший- с я тем, что, с целью расширения технологических возможностей, станок снабжен направляющим винтом, жестко смонтированным под углом к оси шпинделя, формующий инструмент выполнен с внутренней резьбой и установлен с возможностью вращения на направляющем винте, рабочая поверхность формующего 35 инструмента выполнена в виде винтовой поверхности с плавно меняющимся профилем, с щагом и направлением навивки рабочей поверхности, соответствующим шагу и направлению навивки направляю40
щего винта.
I
Фае. 2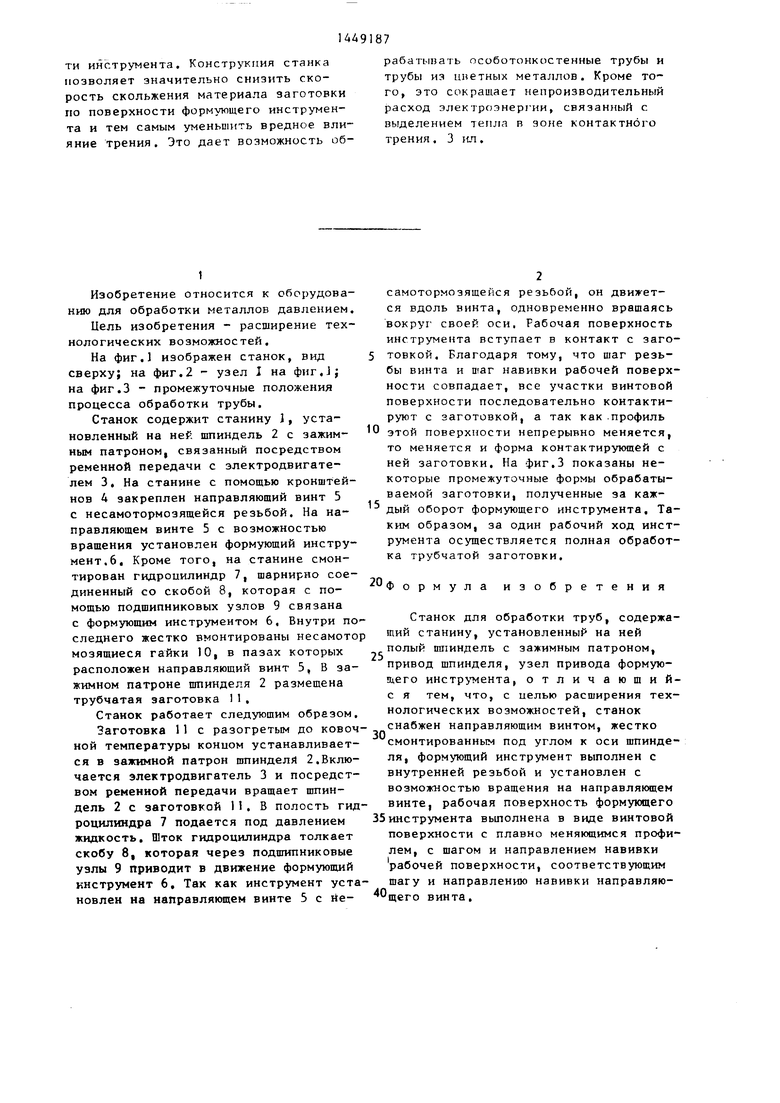
| название | год | авторы | номер документа |
|---|---|---|---|
| Планетарный обкатной станок | 1987 |
|
SU1459766A1 |
| Планетарный ротационный станок | 1989 |
|
SU1741956A1 |
| Станок для обкатки трубчатых заготовок | 1987 |
|
SU1459790A1 |
| Планетарный станок для обкатки трубчатых заготовок | 1987 |
|
SU1433561A1 |
| Станок для обкатки трубчатых заготовок | 1988 |
|
SU1655630A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| УСТРОЙСТВО ДЛЯ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2004 |
|
RU2267383C2 |
| Многошпиндельный обкатной станок | 1988 |
|
SU1562050A1 |
| Планетарный обкатной станок | 1987 |
|
SU1444031A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
Изобретение относится к оборудованию для обработки металлов давлением. Цель - расширение технологических возможностей. Станок снабжен направляющим винтом (НВ) 5, жестко смонтированным на станине под углом к оси шпинделя. Формующий инструмент ФИ 6 выполнен с внутренней резьбой и установлен с возможность вращения на НВ 5, Рабочая поверхность ФИ 6 выполнена в виде винтовой поверхности с плавно меняющимся профилем. Шаг и направление навивки указанной поверхности .соответствует шагу и направлению навивки НВ 5, Установки ФИ 6 с внутренней резьбой на неподвижном НВ 5 позволяет реализовать связанное вращательное и поступательное движения инструмента, т,е, движение по винтовой траектории. Так как винтовая рабочая поверхность инструмента имеет параметры навивки, сходные с параметрами направляющего винта, при ГkBИжe- нии ФИ 6 под углом к шпинделю, в котором закреплена заготовка J1, последняя вступает в контакт последовательно со всеми участками плавно меняющегося профиля рабочей поверхносi (Л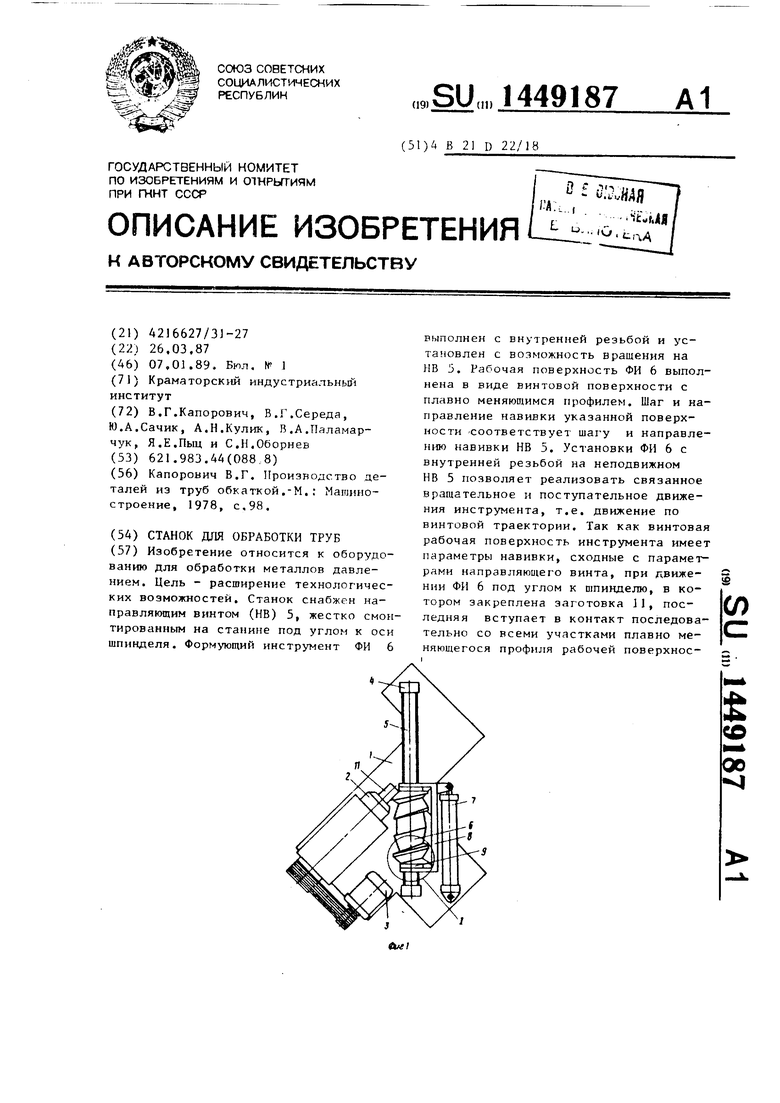
| Капорович В.Г, Производство деталей из труб обкаткой,-М,; Машиностроение, 1978, с,98, |
