Изобретение касается машин для контактной стыковой сварки.
Известны машины для контактной стыковой сварки, в которых изделие после сварки подвергается отжигу пропусканием , величин; которого уменьшена в сравнении со сварочным током.
Предлагаемое изобретение имеет целью повысить производительность и улучшить качество сварки.
Отличительной особенностью иредлагае.мой машины является применение дополнительно электродов, зажимов и нагревательного трансформатора для нагрева изделий после сварки с целью термообработки.
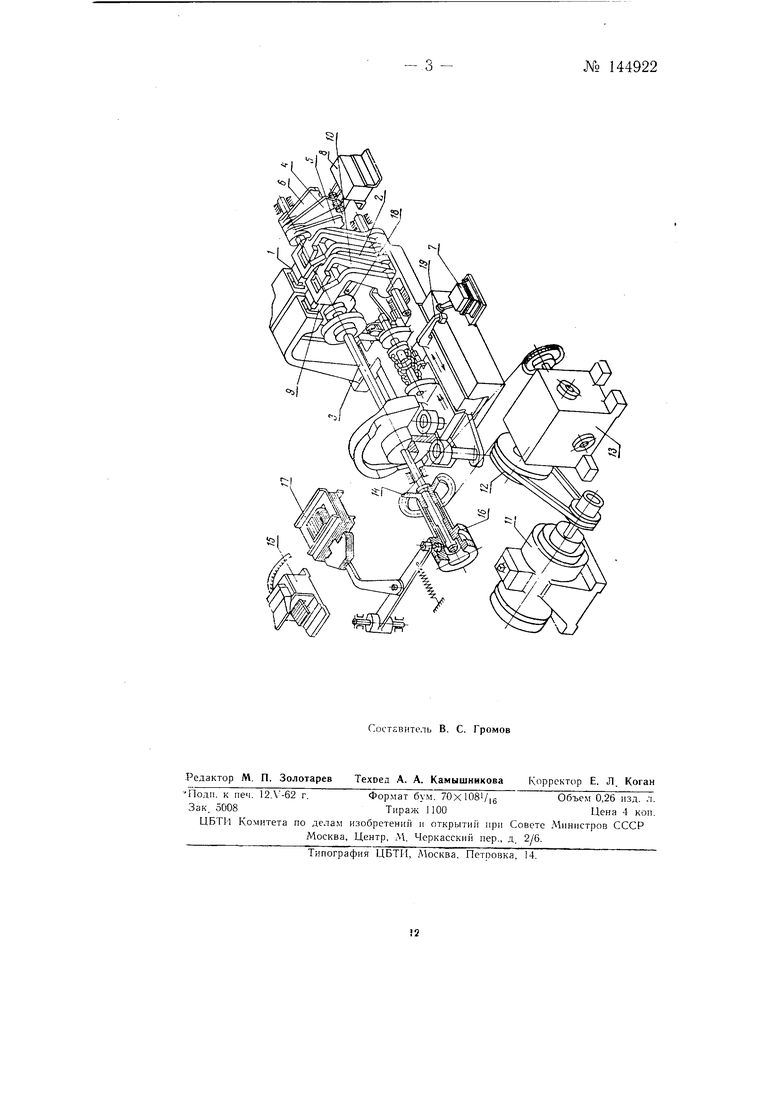
На чертеже приведена кинематическая с.хема описываемой машиныМашина содержит электроды / для подвода тока к изделию, сварочный трансфор.матор (на чертеже не показан), зажим 2 изделия в электродах и распределительный кулачковый вал 3 для управления, систему рычагов 4, 5, 6, выключатель 7, блок 8 переключателей, а также дополнительные электроды 9, зажимы W и нагревательный трансформатор (на чертеже не показан) для нагрева изделий после сварки, с целью термообработки. Машина приводится от электрического двигателя // через передачу 12, редуктор 13 и цепную передачу 14. Для включения машины в работу служит кнопочный пост 15 с педальным приводом.
Кулачковый вал 3 соединяется с приводной частью машины с помощью муфты 16 с электромагнитным приводом 17. Цикл сварки осуществляется таки.м образом.
Концы свариваемого изделия до пуска вставляются в ма1пину и прижимаются зажимами 2, затем нажатием на педаль кнопочного поста 15 подается напряжен1 е к приводящему в движение муфту 16 электромагниту 17.
№ 144922- 2 Распределительный вал 3 при помощи кулачков 18 освобождает зажимы 2 сварочных электродов /„ которые под действием пружины (на чертеже не показана) прижимают концы проволоки к сварочным электродам. Затем рычаг 6, воздействуя на блок 8 переключателей, вЫ зывает присоединение к сети сварочного трансформатора (на чертеже не показан)Рычаг 19, воздействуя на выключатель 7, замыкает цепь сварки. После окончания процесса сварки электроды / автоматически отходят, освобождая сваренный стык, а зажимы 10 прижимают автоматически стык к дополнительным электродам 9. Затем под воздействием рычага 4 происходит переключение контактов в блоке 8 переключателей, вызывающее присоединение к сети трансформатора нагрева (на чертеже не показан). Отключение этого трансформатора осуществляется с помощью реле времепи через интервал времени, необходимый для отжига изделия. Таким образом, за один оборот распределительного вала мащины осуществляется цикл сварки и отжига изделия.
Предмет изобретения
Мащина для контактной стыковой сварки проволоки малого диаметра, содержащая электроды для подвода тока к изделию, сварочный трансформатор, механизм зажатия изделия в электродах и распределительный кулачковый вал для управления системой рычагов и выключателей, обеспечивающих включение в работу отдельных механизмов мащины, отличающаяся тем, что, с целью повыщения производительности и улучшения качества сварки, она снабжена дополнительно электродами, зажимами и нагревательным трансформатором для нагрева изделий после сварки с целью термообработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для автоматической стыковой сварки | 1950 |
|
SU93589A1 |
| Приспособление к контактной стыковой сварочной машине для автоматизации процесса предварительного нагрева и оплавления | 1947 |
|
SU74290A1 |
| Ьм1ШМЕШ'?КНАВ| | 1973 |
|
SU382489A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2017 |
|
RU2683668C1 |
| УСТРОЙСТВО СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ СОПРОТИВЛЕНИЕМ | 2010 |
|
RU2434723C1 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1976 |
|
SU766787A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1998 |
|
RU2133183C1 |
| УСТРОЙСТВО СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ СОПРОТИВЛЕНИЕМ | 2010 |
|
RU2434724C1 |
| ПРИСПОСОБЛЕНИЕ К СТЫКОВОЙ КОНТАКТНОЙ СВАРОЧНОЙ МАШИНЕ ДЛЯ АВТОМАТИЗАЦИИ СВАРОЧНОГО ПРОЦЕССА | 1946 |
|
SU69385A1 |
| Устройство для контактной сварки арматурных сеток | 1956 |
|
SU107452A1 |