I
Изобретение относится к машинам для жрнтактной стыковой сварки звеньев цеии и может быть использовано при произвэдстве злектросварных К|руглозве.нных цаией с однлм стыком из простых, легированные, слол нолегированных и специальных сталей.
Известны машины для контактной стыковой сварки звеньев цепи, содержащие обжимки для зажима и осадки звеньев при сварке и Эv eктpoдныe хоботы для лодвода сварочного тока -к стыку, снабженные приводом давления, а та.кже подающие звездочки, установленные на общей поворотной оси.
Целью изобретения является упрощен е (конструкции и повышение надежности работы при использовании известного распределительного кула1чкового вала в качестве привода давления электродных хоботов и обжилюк, а также привода поворота оси звездочек.
Это достигается тем, что s кинематическую цепь п/рнвода включены толкатели, передающие рабочее давление на обжимки и электродные хоботы и встроенные в рычаги, взаимодействую:щие с кушачками .распределительного вала, расположенного над осью подающих з:вездочек, перпендикулярно ей и симметрично относительно сварочных позиций, причем толкатели выполнены в виде гильз с установленными внутри них регулируемы.ми упругнми элементами, воздействующими на поршни толкателей.
Каждая пара обжимок, расположенных с одной сторо.ны от оси звездочек, может быть
встроена в один общий рычаг.
Для повышения синхронности рычаги толкателей обжимок выполнены взаимодействующими с одинаково профилированными кулачками, а рычаги толкателей электродных
хоботов-с одним общим кулачком.
Привод поворота оси подающих звездочек может быть снабжен реечно-зубчатым механизмом, причем ведомая шестерня механизма установлена на выходном валу оси звездочек, а рейка-с возможностью воэвратно-пост тательного движения от кулачка распределительного ва.та через толкатель и ползушку.
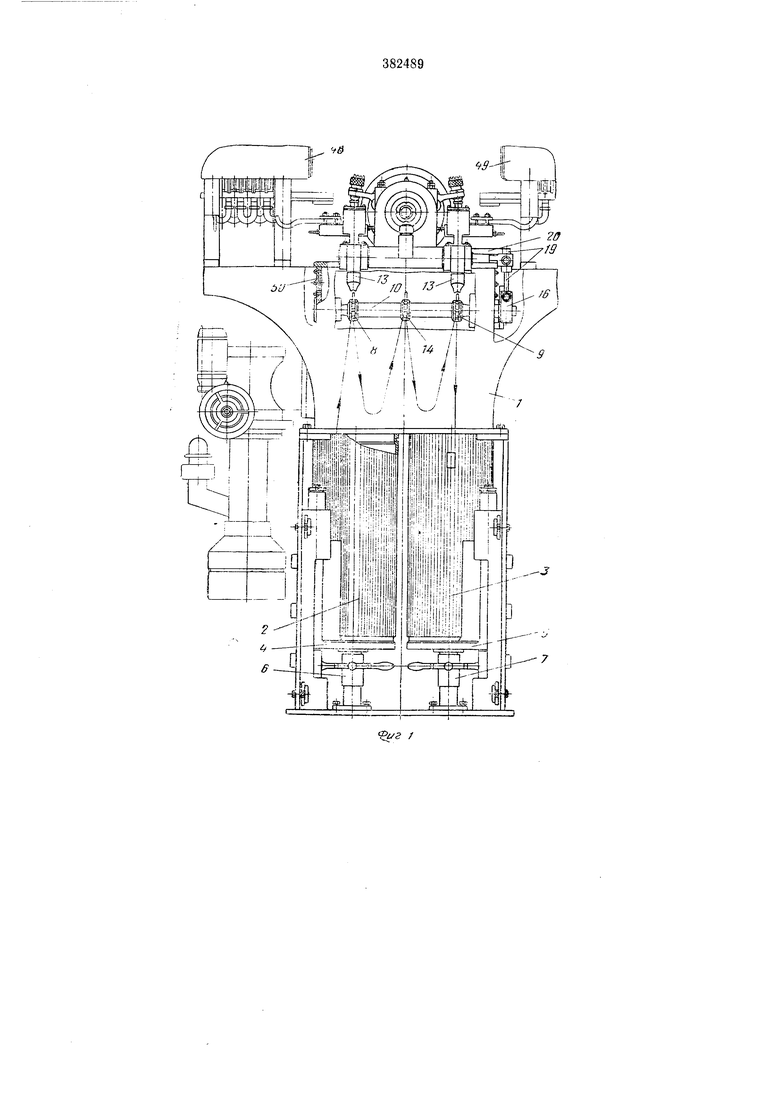
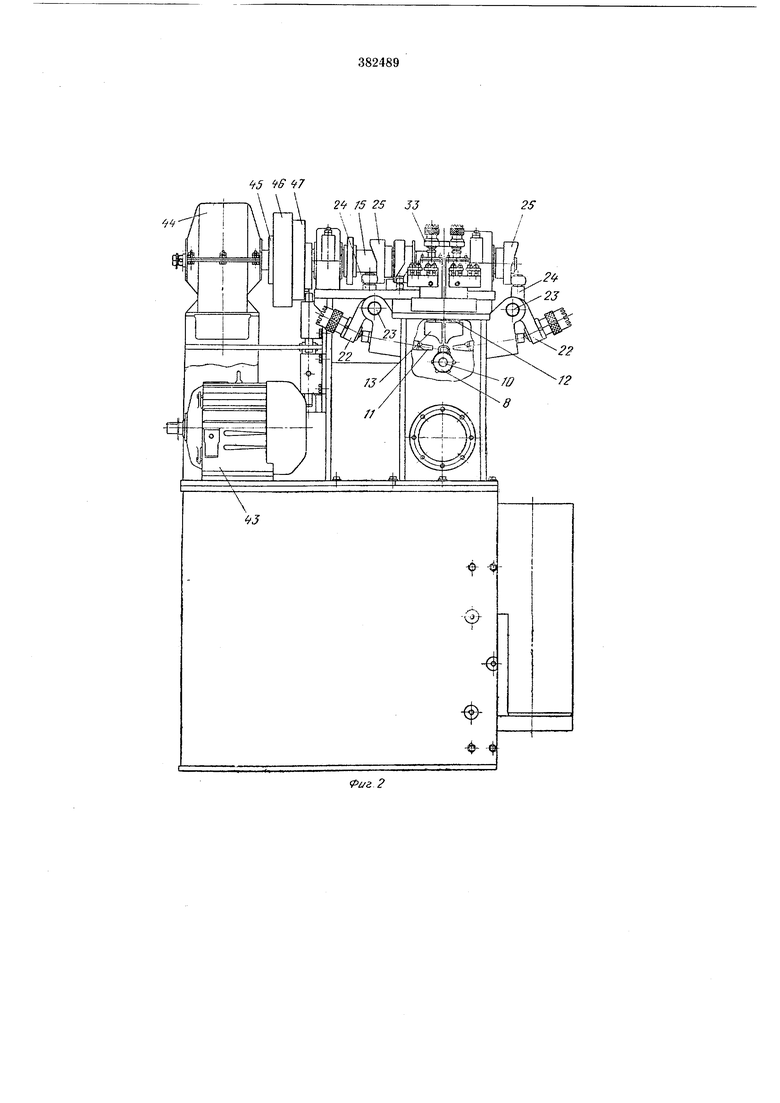
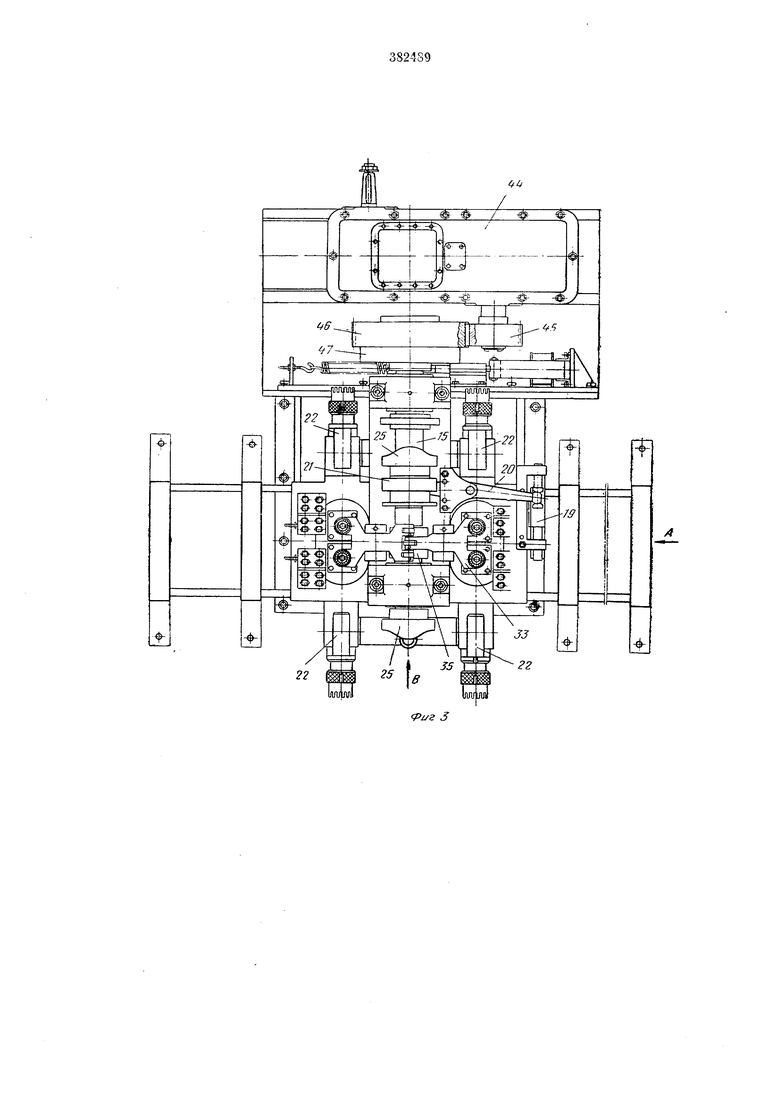
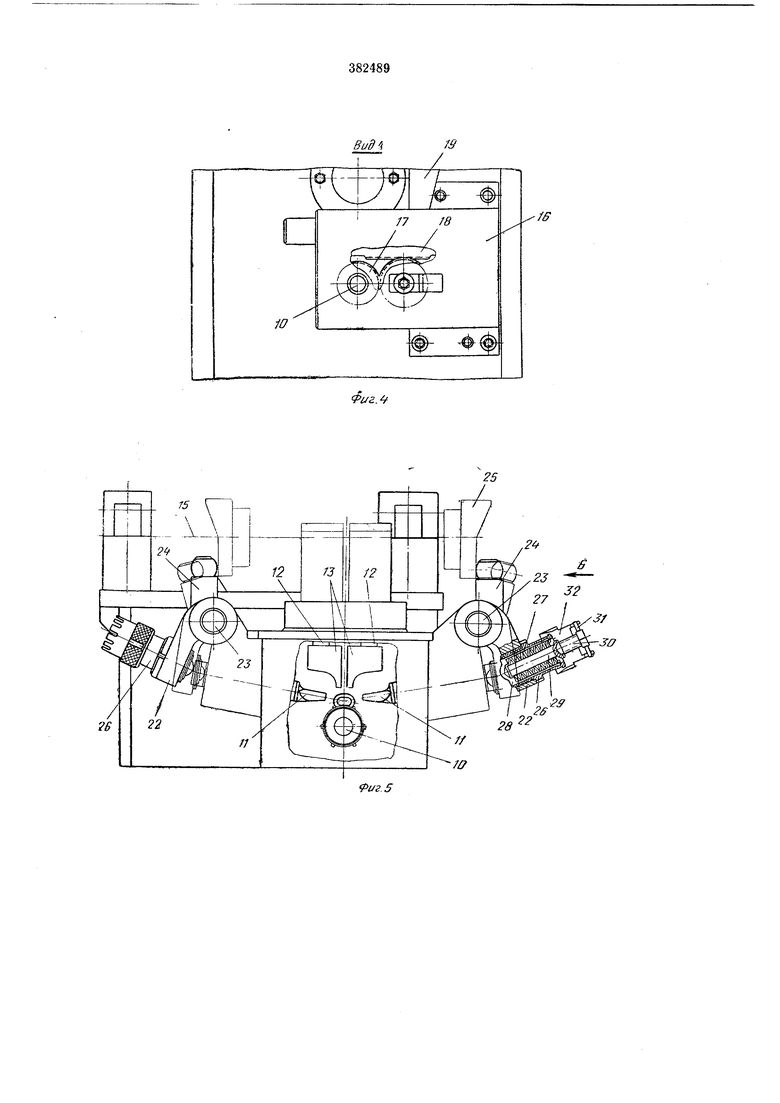
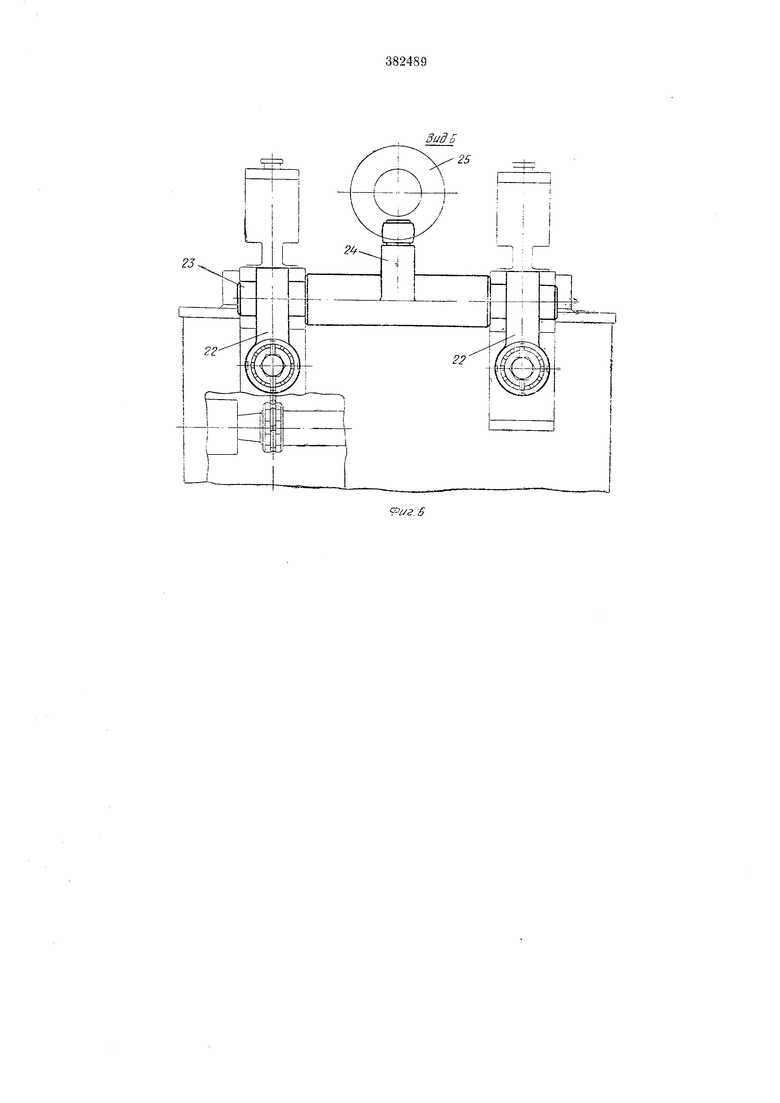
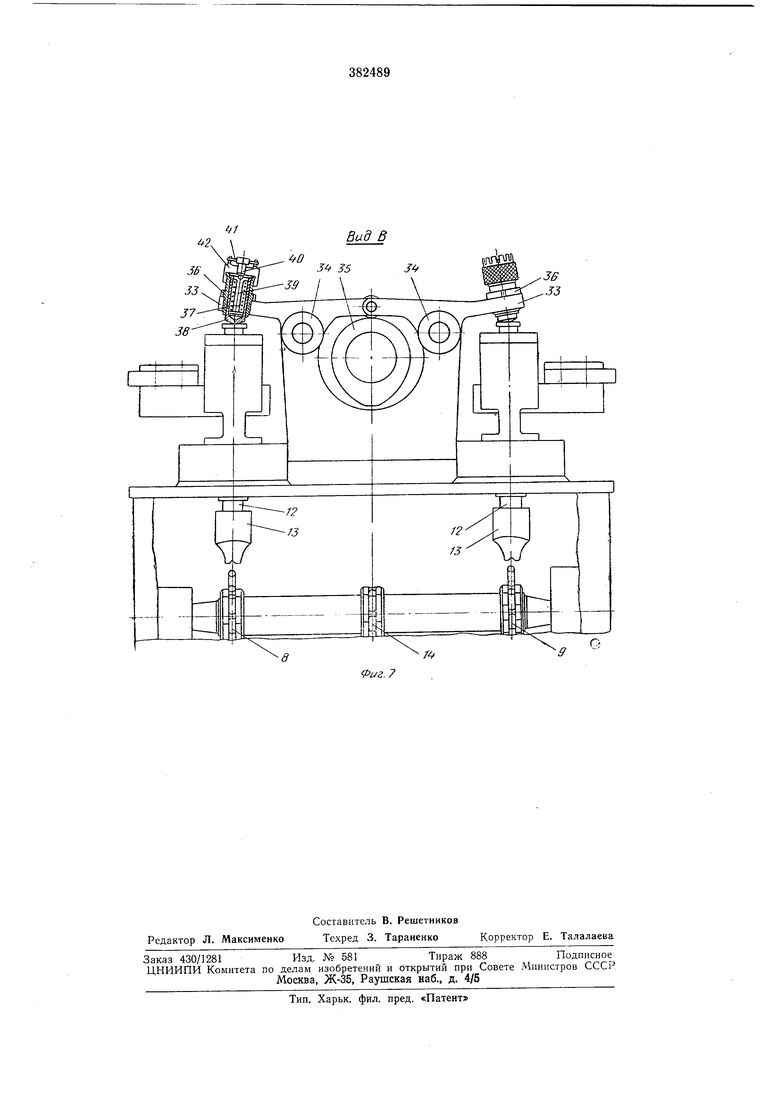
На фиг. 1 изображена предлагаемая мащина; на фиг. 2 - то же, -в-ид сбоку; на фиг. 3 - то же, в плане, на фиг. 4 - вид по стрелке Л, на фиг. 3; на фиг. 5 - толкатели обжимок; на фиг. 6 - ВИД по сгрелке Б на фиг. 5; на фиг. 7 - -вид по стрелке В на фиг. 3. .Машина представляет собой вакуумированную сварочную камеру / с примыкающими к лей снизу камерами-емкостями 2 и 3 для заготовки и приема готовой цепя соответственно, установленными на поворотно-подъемных консолях 4 и 5, поджимаемых к камере с помощью домкратов 5 и 7. Внутри сварочной камеры 1 выполнены две сварочные позиции, позволяющие сварить одновре1менНо два .звена цепи, расположенные ,в ней во взаимно перпендикулярных плоскостях. Каждая сварочная позиция включает одну из подающих звездочек S и 9, установленных на общей поворотной оси 10, обж.имки для зажиМа и осадки звеньев и хоботы 12 с электродами 13 для подвода оварочиоюо тока к стыжу свариваемого эвена. Промежуточная подающая 31вездоч1ка 14 предназначена для улучшения сбетания депи, со звездочки 8 и набегания ее на Звездочку 9. В качестве привода поворота оси 10 звездочек S, 9 и 14, а также привода давления электродов 13 и обжимок // .используется распределительный ,кулач ковый вал 15, расположенный над осью 10 подающих звездочек, перпендикулярно ей и симметрично относительно свар 0:чных позиций. Привод поворота оси 10 подающих звездочек включает также реечно-зубчатый механизм 16. Ведомая щестерня 17 механизма установлена на выходном валу оси 10 звездочки, а рейка 18 имеет возможность перемещаться при по.мощи ползуЩКИ W через толкатель 20 от кулачка 21 распределительного вала 15.
В кинематическую цепь привода перемещения обжимок 11 включены толкатели 22, каждая пара которых, расположенная с одной стороны от оси 10 звездочек, встроена при помощи оси 23 в ОДИ1Н общий рьичаг 24. Каждый из рычагов взаимодействует с одинаково профилированными кулачками 25. Толкатели 22 вьшолнены в в-иде лильз 26 с установленными внутри лих упругими элементами-тарельчатыми пружи.нами 27, воздействующи:ми на порщни 28 и регулируемыми чер:ез нажимной элемент 29 при помощи винта 30, фиксируемого щтифОМ 31 в крыщке 32. В кинематическую цепь привода перемещения электродов включены толкатели 33, сидящие на осях 34 и взаимодействующие с одним общим кулачком 35. Толкатели 33 выполнены также в виде гильз 36 с установленными внутри них упругими элементами- цилиндрическими пружинами 37, воздействующими на порщни 58 и регулируемыми через нажимные элементы 39 при помощи ВИнтов 40, фиксируемых щтифтами 41 в крыЩ|ках 42. Вращение кулачкового вала 15 осуществляется от электродвигателя 43 через редуктор 44, пару цилиндрических щестерен 45 -п 46 vi муфту включения 47. Питание сварочным током ка;Ждой сварочной позиции осуществляется от отдельных сварочных трансформаторов 48 и 49.
Конец заготовки цепи, взятый из емкости 2, соответствующими звеньями раамещают че|рез смотровые окна 50 на подающих звездоч1ках 8, 9 и 14 с образованием кривой, имитирующей винтовую линию, охватывающую ось 10. При этом на звездочках S и 9 размещаются звенья цепи, находящиеся в двух
взаимно перпендикулярных плоскостях. После заправки цепи емкости 2 и 5 прилсимаются iK камере / до,мкратами 5 и 7, а камера вакуумируется. По достижении требуемого разрежения машина включается на рабочий цикл сварки. Одновременно на обоих позициях совершается зажим звеньев, подвод и отвод электродов, включение и отключение сварочного тока, осадка звеньев и перемещение последуюншх звеньев на позиции сварки. Сваренная цепь складируется в емкости 3. Необходимая величина осадки звена достигается регулированием установочного положения гильз 26, а износ контактной части
электродов компенсируется регулированием установочного положения гильз 36.
Предмет изобретения
L Мащина для контактной стыковой сварки звеньев цепи, содержащая обжимки для зажима и осад(ки звеньев при сварке и электродные хоботы для подвода сварочного тока к стыку, снабженные приводом давления,
а также подаюЩ(Ие звездочки, установленные на общей поворотной оси, отличающаяся тем, что, с целью упрощения конструкции и повыщения надежности работы при использовании известного распределительного кулачкового
вала в качестве привода давления электродных хоботов и обж.Емок, а также привода поворота ОСИ звездочек, в кине.матическую цепь привода включены толкатели, передающие рабочее давление на обжим ки и электродные хоботы и встроенные в рычаги, взаимодействующие с Кулачками распределительного вала, раоположенного над осью подающих звездочек, перпендикулярно ей и симметрично относительно сварочных иозиций, причем толкатели выполнены в виде гильз с установленными внутри них регулируемыми упругими элементами, воздействующими на поршни толкателей.
2.Мащина по п. 1, отличающаяся тем, что каждая пара обжигмок, расположенных с одной стороны от оси звездочек, встроена в один общий рыча1г.
3.Мащина по н. 1, отличающаяся тем, что, с целью повыщения синхронности, рычаги
толкателей обжимок выполнены взаимодействующими с одинаково профилированными кулачками, а рычаги толкателей электродных хоботов-с одним общим кулачком.
4. Ма.шина но п. 1, отличающаяся тем, что привад поворота оси подающих звездочек снабжен реечно-зубчатым механизмом, причем ведомая щестерня механизма установлена на выходном валу оси звездочек, а рейка
установлена с возможностью возвратно-поступательного движения от кулачка распределительного вала через толкатель и ползущку.
25
Вид
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической загрузкипРуТКОВ | 1978 |
|
SU841785A1 |
| АВТОМАТ ДЛЯ СВАРКИ ЦЕПЕЙ | 1969 |
|
SU236964A1 |
| Установка для приварки кронштейна к звену цепи | 1980 |
|
SU893456A1 |
| Кантователь для поворота изделия вокруг горизонтальной оси | 1990 |
|
SU1726185A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИПРОВОДОВ | 1968 |
|
SU206749A1 |
| Автомат для сварки звеньев цепи | 1985 |
|
SU1266690A1 |
| Устройство для подачи электроднойпРОВОлОКи | 1979 |
|
SU821094A1 |
| Транспортная система автоматической линии | 1980 |
|
SU906669A1 |
| Разгрузочное устройство для ленточных обжиговых и агломерационных машин | 1961 |
|
SU143039A1 |
| Машина для контактной сварки цепей | 1958 |
|
SU115043A1 |
23
Вид В
