Известные устройства для контактной сварки арматурных сеток, состоящие из нескольких -сварочных машин, снабженных электродами для одностороннего подвода тока и перемещающихся в поперечном направлении, не обеспечивают высокой производительности труда.
Преимущество предлагаемого устройства заключается в применении механической связи между отдельными передвижными сварочными машинами, а также подвижных прижимов, что обеспечивает согласованное движение мащин и упрощает конструкцию установки при сварке широких сеток.
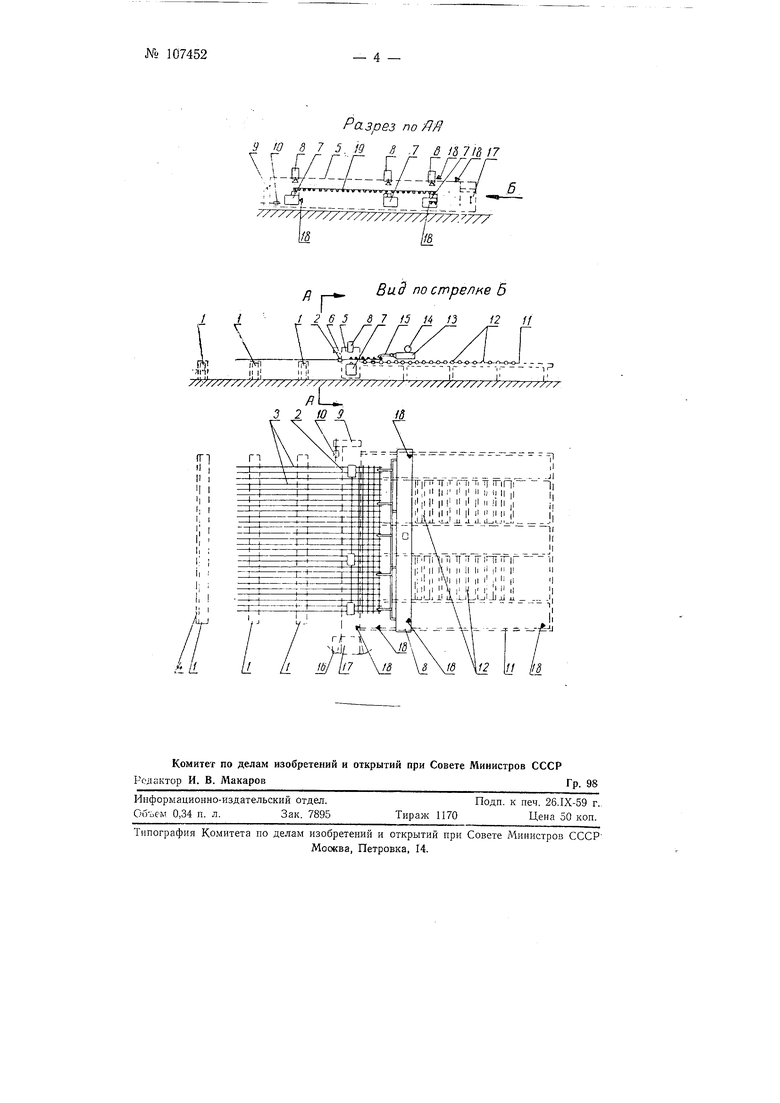
На чертеже изображена схема описываемого устройства.
Устройство состоит из торцующего приспособления, выполненного из т,рех столов /, оборудованных направляющими рейками 2 для продольных стержней 3, и упорного уголка 4; рамы 5 с нанравляющими путями для передвижной сварочной системы и бункером 6 для поперечных стержней сетки; передвижной сварочной системы, состоящей из тележки 7 с однофазными транбформаторами и тележек 8 с пневматическими прижимами, приводимыми в движение реверсивной однобарабанной лебедкой 9 с электродвигателем 10 и ролико-тросовым обустройством; приемного приспособления с каркасом 11, оборудованного рольгангами 12 и самоходной кареткой 13 с электродвигателем 14 и захватами 15 для передвижения арматурной сетки; пульта управления 16 и шкафа с электроаппаратурой 17, пристроенных к раме 5; конечных выключателей 18. Кроме того, на раме 5 имеются фиксаторы, определяющие положение поперечного стержня сетки при сварке, направляющая рейка длч определения положения продольных стержней и две кулачковых рейки для фик:сании щага передвижной сварочной системы (на схеме не показаны) .
Тележки с трансформаторами и пневматическими прижимами передвижной сварочной системы закреплены зажимами на тросе реверсив№ 107452 . . .- 2 -
ной лебедки. Каждый пневматический прижим располагается точно над электродами трансформаторов. Запассовка троса сделана так, что движение трансформаторов с пневмоприжимами происходит вдоль поперечного стержня сетки. При этом трансформаторы с пневмоприжимами разбиваются на две группы, движуш;иеся от краев навстречу друг другу, а при сварке следующего стержня-в обратную сторону.
Такая схема движения сварочной системы, а также применение электродов удлиненной формы и реек с подвижными хомутами позволяют производить сварку арматурных сеток со значительной неравномерностью шага продольных стержней. Каждый трансформатор сваривает одновременно два пересечения стержней сетки.
Направляющая рейка 2 для продольных стержней состоит из нескольких секций (отрезков), соединенных между собой на опорных точках и расположенных последовательно. Каждая секция состоит из валика, средних и крайних передвижных хомутиков, опорных стоек и планок (на чертеже не показаны), что позволяет раскладывать продольные стержни сетки в нужном количестве и с любым шагом.
Сварочные трансформаторы и электродвигатели машины приключа5отся к сети трехфазного переменного тока напрял ением 380/220 в, а электроаппаратура управления-к этой же сети на напряжение 220 в. Управление машиной дистанционное, с пульта.
Машина может работать по наладочному и автоматическому режимам. При наладочном режиме предусмотрена возможность сварки всеми трансформаторами, а также каладым трансформатором в отдельности по усмотрению дежурного оператора.
Описываемое устройство может быть изготовлено с различным количеством и мощностью трансформаторов в сварочной системе, в зависимости от габаритов сеток, применяемого диаметра арматуры и требующейся производительности, а также применительно к различным условиям электроснабжения.
Схемы включения трансформаторов составляются так, чтобы образовались трехфазные грунпы из трех или двух трансформаторов, при этом группы из двух трансформаторов соединяются по схеме «открытый треугольник.
Работа устройства происходит следующим образом. Продольные арматурные стержни 3 раскладываются на столы / торцующего приспособления, причем передними концами они пропускаются через хомуты направляющей рейки 2, которые предварительно расставляются по заданпым шагам сетки, а задними прижимаются к упорному уголку 4.
Поперечные стержни загружаются в бункер 6, откуда раскладываются на продольные стержни 3 арматурной сетки.
Далее производится настройка устройства, заключающаяся в том, что тележки 7 со сварочными трансформаторами и тележки 8 с пневматическими прижимами закрепляются на движущемся тросе в требуемых для сварки заданной сетки положениях; расстанавливаются кулачки на кулачковых рейках рамы 5 и приемного приспособления по заданным тагам сетки. При сложной сетке, имеющей значительную неравномер1;ость щага расположения продольных стержней, для облегчения настройки мащины целесообразно заранее составить схему настройки с указанием на ней всех положений сварочной системы по длине поперечного стержня (т. е. по всей щирине сетки).
После этого оператором и подсобным рабочим берется из бункера машины поперечный стержень и укладывается по линии сварки на продольные стержни, заложенные в машину. Поперечный стержень 19 фиксируют на раме 5 и закрепляют в рабочем положении для сварки. . Далее нриступают к сварке. При автоматическом режиме пере.движная сварочная система приходит в движение, останавливается в нужном положении и производит сварку, затем снова приходит в движение до следующего рабочего положения, останавливается и производит сварку и т. д. Автоматически происходит приварка одного поперечного стержня по всей его длине и перемещение сетки носле этого на один шаг. Затем на линию сварки укладывается следующий поперечный стержень и весь процесс повторяется.
Перемещение сварочной системы происходит за время интервала между сварками, который необходимо выдерживать во избежание перегрева трансфорхматоров.
В начале работы машины, пОСле сварки первого стержня, к линии сварки должна быть подведена самоходная каретка для передвижения сетки так, чтобы ее захваты 15 наложились на этот стержень.
За время сварки одной сетки на столах торцующего устрор1ства между стержнями свариваемой сетки раскладываются продольные стержни для сварки следующей сетки,
Готовая сетка должна сниматься с приемного устройства отдельными подъемными механизмами.
Предмет изобретения
1.Устройство для контактной сварки арматурных сеток, состоящее из нескольких сварочных машин, снабженных электродами для одностороннего подвода тока и перемещающихся вдоль поперечных стержней сетки для сварки пересечений арматурных стержней, отличающееся тем, что, с целью обеспечения согласованного перемещения, отдельные сварочные машины связаны между собой механически, например при помощи бесконечного троса, закрепленного на реверсивной электролебедке.
2.Устройство по п. 1, отличающееся тем, что, с целью упрощения конструкции, контактные прижимы, необходимые для осуществления односторонней контактной сварки, выполнены подвижными и связаны между собой механически, например при помощи троса, связывающего сварочные машины.
Разрез по Я/ 0 ,.../ 7
, ,
i.
5w no с т репке В
1265 в 7 5 14 П
iW
i
/7///
/2 //
- ,j|
Tl Т || ,1 II II г Н || II II II г
|1|1 |1 |1 I II |1 |1 II i II ,| | J |1 |1 | || |1 |1 I II II ||
JjV.lL -J-i- li, ll.LJl...
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1993 |
|
RU2034685C1 |
| Передвижная машина для сварки проволочных прутков в арматурную сетку | 1940 |
|
SU69056A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОНАГРЕВА АРМАТУРНЫХ СТЕРЖНЕЙ | 1973 |
|
SU386108A1 |
| МАШИНА ДЛЯ СВАРКИ СЕТОК И СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ СЕТОК | 2017 |
|
RU2741580C2 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU625820A1 |
| Установка для изготовления арматурныхКАРКАСОВ | 1979 |
|
SU800324A1 |
| МНОГОТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170163C1 |
| Станок для контактной сварки арматурных сеток | 1981 |
|
SU958059A1 |
| Станок для сварки плоских арматурных сеток из круглых прутков | 1951 |
|
SU95657A1 |
| Устройство для контактной сварки арматурных каркасов | 1982 |
|
SU1178558A1 |