.(21) .4184901/25-27 (22) 22.01.87 (46) 07.01.89.БЮП. № 1 (75) В.В.Фомин
(53)621.791.75(088.8)
(56)Авторское свидетельство СССР № 321326, кл. В 23 К 9/10, 1970.
(54)СВАРОЧНЫЙ АВТОМАТ
(57)Изобретение относится к области машиностроения, а именно к оборудованию для автоматической сварки, и может быть использовано для приварки цилиндрических патрубков к сферическим и цилиндрическим обечайкам. Цель изобретения - повьшение зкслуатацион- ных характеристик сварочного автомата, вырал ающееся в простоте его настройки. Сварочный автомат содержит
синусйо-косинусный вращающийся трансформатор. Синусная и косинусная обмотки его через выпрямители и переменные резисторы подключены к входу сумматора, выход которого связан с управляющим входом электропривода перемещения сварочной горелки. Си- нусно-косинусный вращающийся трансформатор связан с приводом вращения сварочной горелки через редуктор с передаточным отношением, равным п/2, где п - количество однотипных цент-. рально-симметричных участков свариваемого шва. Настройка автомата осуществляется перед сваркой с помощью переменных резисторов путем поточеч-. ной установки горелки в требуемое по ложение относительно изделия. 1 ил.
с
б
(О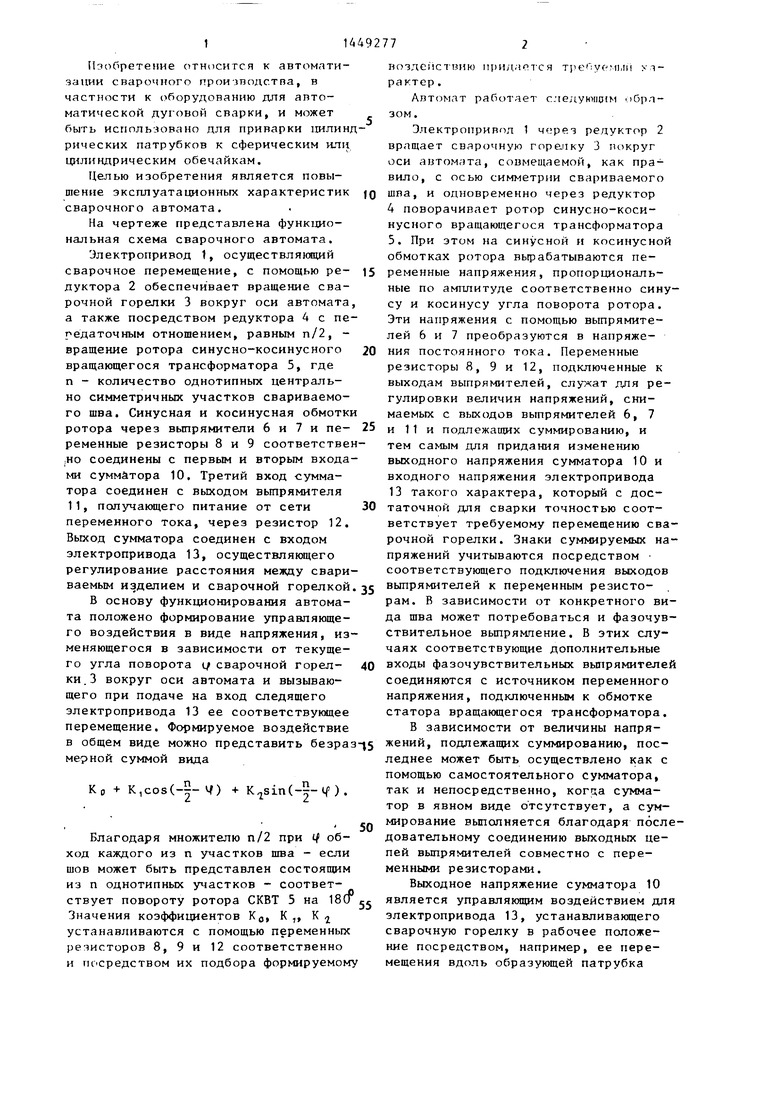
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНАЯ IПАШТ1ШЧЕХ(^^^'=НП:{АШ БИБЛИОТа.Ч.^^ I | 1972 |
|
SU349515A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ КРИВОЛИНЕЙНЫХ ПОВОРОТНЫХ ИЗДЕЛИЙ | 1967 |
|
SU200082A1 |
| Устройство для автоматической сварки швов по линии пересечения двух цилиндров | 1988 |
|
SU1590262A1 |
| Устройство для автоматической сварки изделий с переменным радиусом кривизны | 1979 |
|
SU774848A1 |
| Устройство для автоматической сварки швов по линии пересечения двух цилиндров | 1986 |
|
SU1399038A1 |
| Моментный вентильный электродвигатель | 1981 |
|
SU995218A1 |
| Реверсивный вентильный электродвигатель | 1985 |
|
SU1297186A1 |
| Следящая система | 1982 |
|
SU1118961A1 |
| Устройство для определения загрузкиКОВшА дРАглАйНА | 1978 |
|
SU812886A1 |
| Устройство для защиты стрелы экскаватора | 1986 |
|
SU1416624A1 |
4i U
to
sj
Изобретение относится к автоматизации сварочного производства, в частности к оборудованию для автоматической дуговой сварки, и может быть испольаовано для приварки цилиндрических патрубков к сферическим или цилиндрическим обечайкам.
Целью изобретения является повышение эксплуатационных характеристик сварочного автомата.
На чертеже представлена функциональная схема сварочного автомата.
Электропривод 1, осуществля1( сварочное перемещение, с помощью ре- дуктора 2 обеспечивает вращение сварочной горелки 3 вокруг оси автомата, а также посредством редуктора 4 с передаточным отношением, равным п/2, - вращение ротора синусно-косинусного вращающегося трансформатора 5, где п - количество однотипных центрально симметричных участков свариваемого шва. Синусная и косинусная обмотки ротора через выпрямители 6 и 7 и пе- ременные резисторы 8 и 9 соответствен ;НО соединены с первым и вторым входами сумматора 10. Третий вход сумматора соединен с выходом вьтрямителя 11, получающего питание от сети переменного тока, через резистор 12. Выход сумматора соединен с входом электропривода 13, осуществляющего регулирование расстояния между свариваемым изделием и сварочной горелкой
В основу функционирования автомата положено формирование управляющего воздействия в виде напряжения, изменяющегося в зависимости от текущего угла поворота i/ сварочной горел- ки.З вокруг оси автомата и вызывающего при подаче на вход следящего электропривода 13 ее соответствующее перемещение. Формируемое воздействие в общем виде можно представить безраз мерной суммой вида
Ко + K,cos(-|-Ч) ().
Благодаря множителю п/2 при if обход каждого из п участков шва - если шов может быть представлен состоящим из п однотипных участков - соответствует повороту ротора СКВТ 5 на 18СГ Значения коэффициентов К, К ,, К устанавливаются с помощью переменных ре:эисторов 8, 9 и 12 соответственно и luicpeflCTBOM их подбора формируемому
иоэдспствню придаотся Tpef ivc Ntbui хт- рактер.
Автомат работает с.чедующцм обрп- зом.
Электропривод 1 через редуктор 2 вращает сварочную горапку 3 покруг оси автомата, совмещаемой, как правило, с осью симметрии свариваемого шпа, и одновременно через редуктор 4 поворачивает ротор синусно-косинусного вращающегося трансформатора 5. При этом на синусной и косинусной обмотках ротора вырабатываются переменные напряжения, пропорциональные по амплитуде соответственно синусу и косинусу угла поворота ротора. Эти напряжения с помощью выпрямителей 6 и 7 преобразуются в напряжения постоянного тока. Переменные резисторы 8, 9 и 12, подключенные к выходам выпряьттелей, служат для регулировки величин напряжений, снимаемых с выходов выпрямителей 6, 7 и 11 и подлежащих суммированию, и тем самым для придания изменению выходного напряжения сумматора 10 и входного напряжения электропривода 13 такого характера, который с достаточной для сварки точностью соответствует требуемому перемещению сварочной горелки. Знаки суммируемых напряжений учитываются посредством соответствующего подключения выходов выпрямителей к переменным резисторам. В зависимости от конкретного вида шва может потребоваться и фазочув ствительное вьтрямление. В этих случаях соответствующие дополнительные входы фазочувствительных выпрямителе соединяются с источником переменного напряжения, подключенным к обмотке статора вращающегося трансформатора.
В зависимости от величины напряжений, подлежащих суммированию, последнее может быть осуществлено как с помощью самостоятельного сумматора, так и непосредственно, когца сумматор в явном виде отсутствует, а суммирование выполняется благодаря послдовательному соединению выходных цепей выпрямителей совместно с переменными резисторами.
Выходное напряжение сумматора 10 является управляющим воздействием дл электропривода 13, устанавливающего сварочную горелку в рабочее положение посредством, например, ее перемещения вдоль образующей патрубка
