IND
00
Изобретение относится к сварке, в частности к индукционной наплавке деталей твердым сплавом, и является усовершенствованием способа по авт. св. (f 1324801.
Целью изобретения является повышение качества наплавки.
На наплавляемую поверхность наносят слой шихты твердого сплава, по- мещают изделие в магнитное прле индуктора, для спекания шихты изделие располагают над верхним витком индуктора, а расплавление шихты осуществляют, помещая изделие между витками индуктора.
Нанесение шихты на изделие производят в тот момент, когда оно расположено над верхним витком индуктора и индуктор включен. Внешнее поле индуктора прижимает составляющие шихты к основной детали, ниже которой расположен виток индуктора. Перераспределения ферромагнитных составляющих шихты не происходит, а расплавление флюса во время спекания шихты фиксирует равномерное распределение тугоплавких элементов по всему объему наплавляемого слоя. Если нанесение шихты происходит за время, когда температура нагреваемого изделия не достигла величины вспучивания шихты, то слой шихты на изделии имеет равномерную толщину и остается таким во время спека- ния. Качество наплавки повьш1ается.
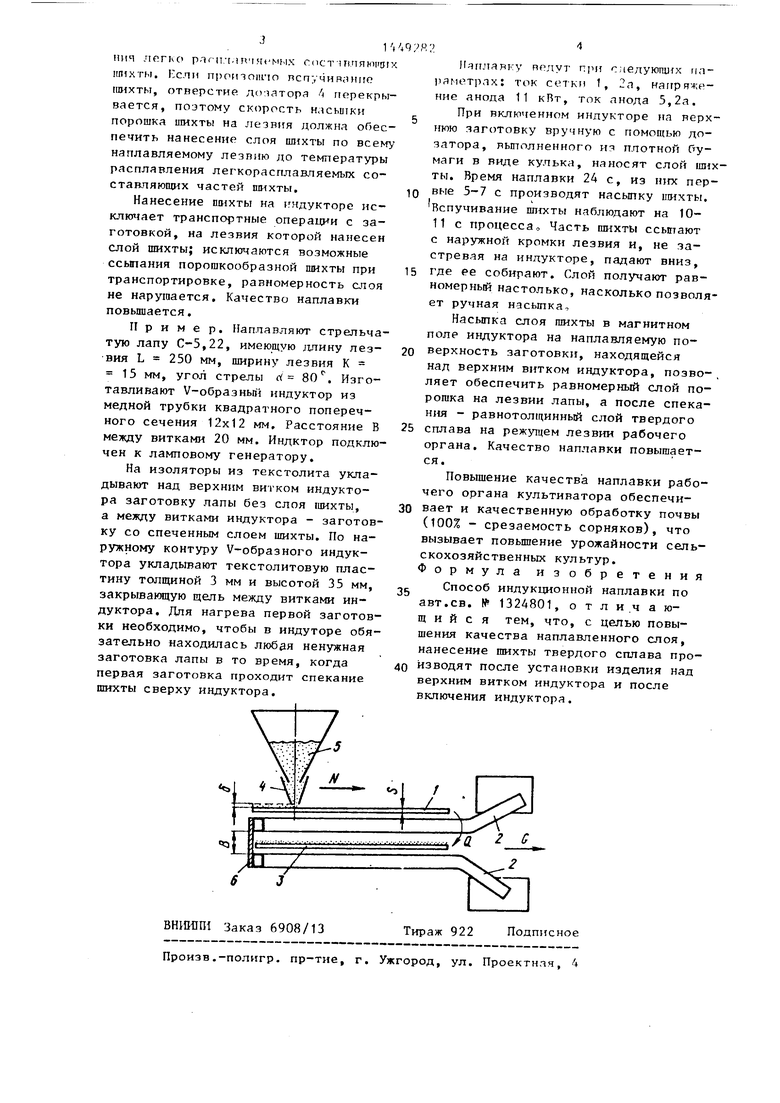
На чертеже изображена схема осуществления предлагаемого способа.
Стрельчатая или односторонняя лапа 1, имею11ая толшину крьльев S, ра положена над верхним витком индуктора 2, который подключен к источнику тока высокой частоты. Меткду витками индуктора 2 расположена вторая заготовка 3, помещенная сюда после того как она побывала над верхним витком индуктора 2. Рассстояние между виткми В выбирается из минимально возмоного промежутка между витками, позвляющего свободно манипулировать пе- ремещением изделия без касания витк индуктора.
При включенном индукторе 2 заготовка 3, находящаяся над верхним витком индуктора, нагревается наружным магнитным полем, а заготовка 3 между витка)и индуктора - внутренним полем ин;1уктора. За одно и то же
0 5 0
5
время пнутренпсе р,1гплл.п/1яет шихту полностью, а няр очное поле успевает нагреть заготовку только до температуры распланпения флюса. Таким образом, на верхней заготовке шихта спекается, а на заготовке, расположенной межл,У витками индуктораj расплавляется.
Когда лапу 1 устанавливают над верхним витком индуктора 2, то она имеет температуру окружающего воздуха, . во время установки лапа холодная. При включении индуктора ее температура поднимается и к концу периода нагрева температура достигает 500-560°С. За зто время при достижении определенной температуры, когда начинают расплавляться связывающие составные шихты, она вспучивается и спекается.
В предлагаемом изобретении предлагается за время подъема температуры от температуры окружающего воздуха до вспучивания легкорасплавля- емых связываю1чих составляющих частей шихты производить насыпку шихты на наплавляемые участки лапы. Для этого с момента включения индуктора дозатор 4 с шихтой 5 совершает движение по стрелке N, при этом зазор между . дозатором 4 и лапой 1 равен толщине насыпаемого слоя f. Чтобы излишняя шихта, упавшая с кромки наплавляемого лезвия, не попала внутрь индуктора и на заготовку 3, находящуюся между витками индуктора 2, по наружному контуру индуктора устанавливают пластину 6 из немагнитного материала, например керамики.
Цикл нагрева закончен. Индуктор 2 выключают.
Заготовку 3, расположенную между «итками индуктора 2, по стрелке G удаляют из индуктора на охлаждение, а верхнюю заготовку 1 по стрелке Q устанавливают на позицию между витками. Новую холодную заготовку помещают над верхним нитком индуктора, включают индуктор 2 и дозатор 4. Одновременно с нагревом происходит нанесение слоя шихты на наплавляемые участки. Цикл повторяется.
Таким образом при включенном индукторе шихта 5 достаточно хорошо выходит из отверстия дозатора 4 и ровным слоем укладьгаается на наплавляемом участке заготовки 3. Это продолжается до температуры вспучива
имя легко .IVIнe fыx С(1стчштяюро 1Ш1ХТЫ. 1:;сли протонпо пспучив.чмио гшхты, отверстие дозатора / перекрвается, поэтому скорость H 1CbUIKH
порошка ишхты на лезвия должна обес печить нанесение слоя шихты по BceN наплавляемому лезнию до температуры расплавления легкорасплаапяемых составляющих частей шихты.
Нанесение шихты на индукторе исключает транспортные операции с заготовкой, на лезвия которой нанесен слой шихты; исключаются возможные ссыпания порошкообразной шихты при транспортировке, равномерность не нарушается. Качество наплавки повышается.
Пример, Наплавляют стрельчатую лапу С-5,22, имеющую длину лез- ВИЯ L 250 мм, ширину лезвия К
- 15 мм, угол стрелы ri 80, Изготавливают V-образньй индуктор из медной трубки квадратного поперечного сечения 12x12 мм. Расстояние В между витками 20 мм, Индктор подключен к ламповому генератору.
На изоляторы из текстолита укладывают над верхним витком индуктора заготовку лапы без слоя шихты, а между витками индуктора - заготовку со спеченным слоем шихты. По наружному контуру V-образного индуктора укладывают текстолитовую пластину толщиной 3 мм и высотой 35 мм, закрывающую щель между витками ин- дуктора. Для нагрева первой заготовки необходимо, чтобы в индуторе обязательно находилась любая ненужная заготовка лапы в то время, когда первая заготовка проходит спекание шихты сверху индуктора.
««э
Ичплявку пелут при с:(епукти х пл ряметрлх: ток сеткп 1, 2л, наггряжи- ние анода 11 кВт, ток анода 5,2а,
При включенном индукторе на верхнюю заготовку вручную с помощью дозатора, выполненного из плотной бумаги в виде кулька, наносят слой шиты. Время наплавки 24 с, из них первые 5-7 с производят насыпку ишхты. Вспучивание ппixты наблюдают на 10- 11 с процесса. Часть шихты ссыпают с наружной кромки лезвия и, не застревая на индукторе, падают вниз, где ее собирают. Слой получают рав- номерньй настолько, насколько позволя ет ручная насыпка.
Насыпка слоя шихты в магнитном поле индуктора на наплавляемую поверхность заготовки, находящейся над верхним витком индуктора, позволяет обеспечить равномерный слой по- рошка на лезвии лапы, а после спекания - равнотолщинный слой твердого сплава на режущем лезвии рабочего органа. Качество наплавки повышается.
Повышение качества наплавки рабочего органа культиватора обеспечивает и качественную обработку почвы (100% - срезаемость сорняков), что вызывает повьщтение урожайности сельскохозяйственных культур. Формула изобретения
Способ индукционной наплавки по авт,св, № 132А801, о т л и .ч а ю- Щ и и с я тем, что, с целью повышения качества наплавленного слоя, нанесение шихты твердого сплава производят после установки изделия над верхним витком индуктора и после включения индуктора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ индукционной наплавки | 1985 |
|
SU1324801A1 |
| Линия для автоматической индукционной наплавки | 1987 |
|
SU1555088A1 |
| Способ индукционной наплавки | 1986 |
|
SU1433689A2 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1994 |
|
RU2090326C1 |
| Способ индукционной наплавки магнитных сплавов на основе железа и индукционно-канальная печь для индукционной наплавки магнитных сплавов на основе железа | 2021 |
|
RU2791023C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1994 |
|
RU2086357C1 |
| СПОСОБ ОДНОСТОРОННЕЙ НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНОЙ ИНДУКЦИОННО-МЕТАЛЛУРГИЧЕСКОЙ НАПЛАВКИ | 1996 |
|
RU2110361C1 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕГО ОРГАНА ПОЧВООБРАБАТЫВАЮЩЕЙ МАШИНЫ | 2012 |
|
RU2529610C2 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ СТАЛЬНОЙ ДЕТАЛИ | 2007 |
|
RU2338625C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2133661C1 |
Изобретение относится к сварке, в частности к индукционной наплавке деталей твердым сплавом. Цель изобретения - повьшение качества наплавки. Нанесение шихты на изделие производят в тот момент, когда оно расположено над верхним витком индуктора, и индуктор включен. Внешнее поле индуктора прижимает шихту к основной детали. Перераспределения ферромагнитных составляющих шихты не происходит, а расплавление флюса во время спекания шихты фиксирует равномерное распределение тугоплавких элементов по всему объему наплавляемого слоя 1 ил.
| Способ индукционной наплавки | 1985 |
|
SU1324801A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
