Изобретение относится к технологии изготовления сварных тонколистовых конструкций, подкрепленных привариваемыми к обшивке ребрами жесткости; может быть .использовано в различных областях народного хозяйства, например, в судостроении, авиастроении, химической промышленности, где применяются сварные тонколистовые оболочки и необходима компенсация угловых сварочных деформаций.
Целью изобретения является повышение производительности за счет ликвидации операции предварительного деформирования и повышение качества сварки за счет уменьшения остаточных сварочных деформаций путем смещения зоны пластических деформаций ниже нейтрального слоя полки обшивки.
, Это достигается тем, что в изобретении при сварке ребра жесткости с полкой проплавление осуществляют на всю толщину полки обшивки, при этом обеспечивают величину коэффициента относительной зоны упругопластических деформаций сварного шва не менее 1.0:
PC - (Sp + 4k) h/2S02, где Рс - толщина стенки ребра жесткости,
k - катет сварного шва, см;
h - глубина зоны упругопластической деформации сварного шва, см;
So толщина полки обшивки, см, для чего в процессе сварки последовательно измеряют высоту Н хорды дуги деформации полки и корректируют, обеспечивая ее величину в соответствии с соотношени ем:
00
со
ю о
Н
R.(
где Н - радиус кривизны полки в месте приварки ребра жесткости;
Вп - расстояние между точками съема датчиком показаний измерения высоты хорды дуги полки. В способе в случае приварки ребер к плоской полке обшивки сварку осуществляют при силе токе на каждом элект- роде
одн 39,3 Рс So VCB U
или
(послед. 51 PC So VCB U,
где (оди; ипослед. - сила тока при одновременной и последовательной сварке, А;
VCB - скорость сварки, м/час;
U - напряжение, В.
В способе при необходимости осущест- вления сварки ребер жесткости с криволинейной полкой величину тока выбирают из соотношения:
21 одн sin (45°- сс f 1ОДн cos (4S°-($ )
для одновременной приварки с двух сторон или:
11 (послед Sin (45°- Oj)
для последовательной приварки с одной стороны и:
2 (послед COS (45°- G) )
со второй стороны;
где а - центральный угол установки ребра жесткости на криволинейную поверхность. Новым признаком в изобретении является то, что датчик измерения изменения высоты хорды дуги полки размещают от электродов на расстоянии
I 0,484 qn/200(2S0 + SP) С р,
где С - удельная теплоемкость;
р плотность металла;
qn - энергия нагрева свариваемых элементов, приходящаяся на единицу длины
свариваемого шва.
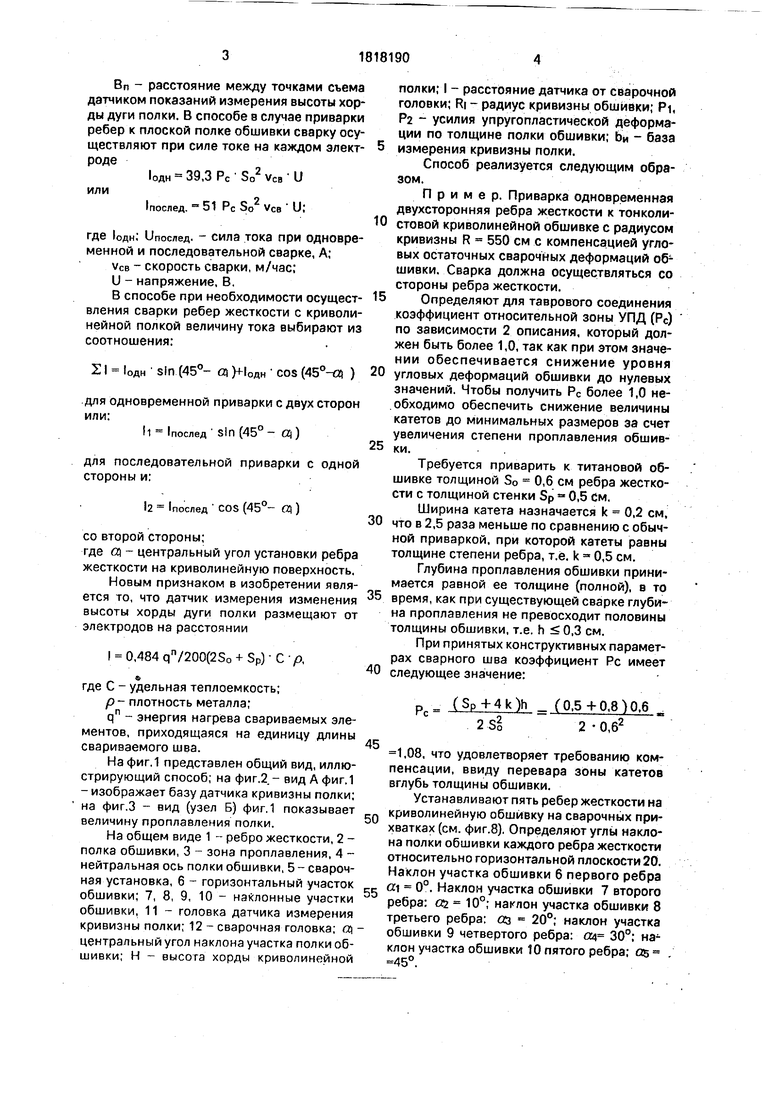
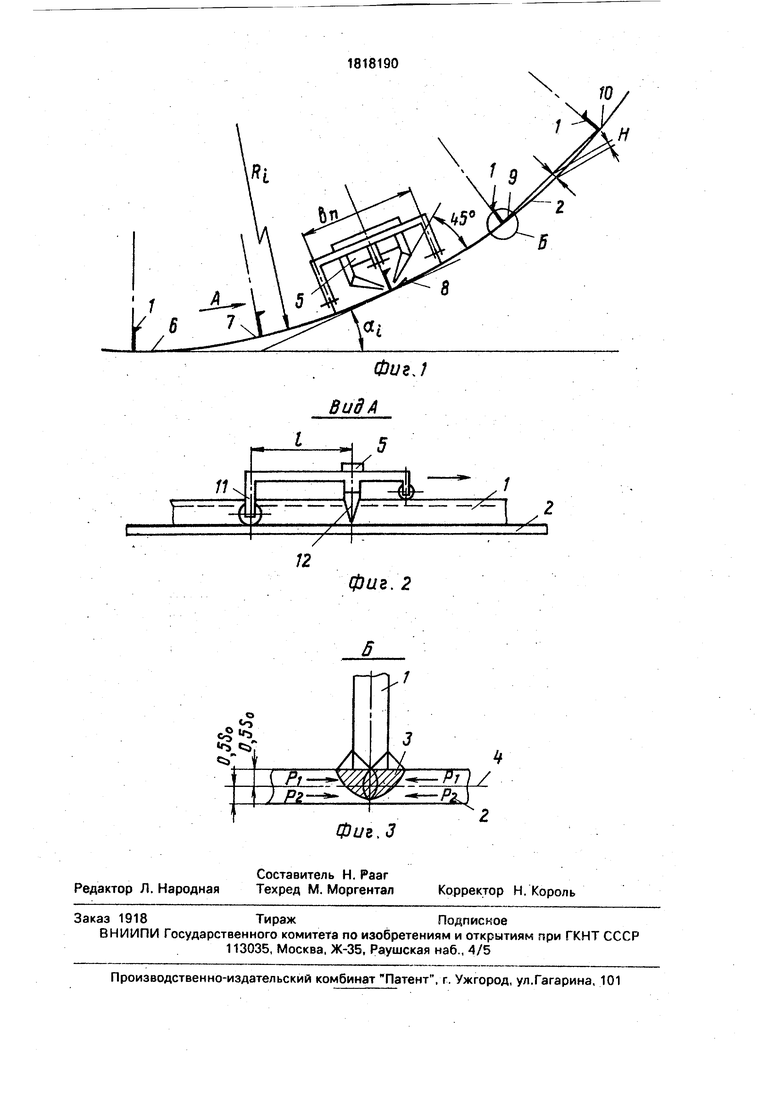
На фиг.1 представлен общий вид, иллюстрирующий способ; на фиг.2. - вид А фиг.1 - изображает базу датчика кривизны полки; на фиг.З - вид (узел Б) фиг.1 показывает величину проплавления полки.
На общем виде 1 - ребро жесткости, 2 - полка обшивки, 3 - зона проплавления, 4 - нейтральная ось полки обшивки, 5 - сварочная установка, 6 - горизонтальный участок обшивки; 7, 8, 9, 10 - наклонные участки обшивки, 11 - головка датчика измерения кривизны полки; 12 - сварочная головка; а центральный угол наклона участка полки обшивки; Н - высота хорды криволинейной
5
0
5
0
5
0
5
0
полки; I - расстояние датчика от сварочной головки; RI - радиус кривизны обшивки; Pi, Р2 - усилия упругопластической деформации по толщине полки обшивки; Ьи база измерения кривизны полки.
Способ реализуется следующим образом.
Пример. Приварка одновременная двухсторонняя ребра жесткости к тонколистовой криволинейной обшивке с радиусом кривизны R 550 см с компенсацией угловых остаточных сварочных деформаций об5- шивки. Сварка должна осуществляться со стороны ребра жесткости.
Определяют для таврового соединения коэффициент относительной зоны УПД (Рс) по зависимости 2 описания, который должен быть более 1,0, так как при этом значении обеспечивается снижение уровня угловых деформаций обшивки до нулевых значений. Чтобы получить Рс более 1,0 необходимо обеспечить снижение величины катетов до минимальных размеров за счет увеличения степени проплавления обшивки..
Требуется приварить к титановой обшивке толщиной S0 0,6 см ребра жесткости с толщиной стенки Sp 0,5 см.
Ширина катета назначается к 0,2 см, что в 2,5 раза меньше по сравнению с обычной приваркой, при которой катеты равны толщине степени ребра, т.е. к 0,5 см.
Глубина проплавления обшивки принимается равной ее толщине (полной), в то время, как при существующей сварке глубина проплавления не превосходит половины толщины обшивки, т.е. h 0,3 см.
При принятых конструктивных параметрах сварного шва коэффициент Рс имеет следующее значение:
Рс
(SP+4k)h (0.5+0.8)0.6
2Sl
2 0,6
1,08, что удовлетворяет требованию компенсации, ввиду перевара зоны катетов вглубь толщины обшивки.
Устанавливают пять ребер жесткости на криволинейную обшивку на сварочных прихватках (см. фиг.8). Определяют углы наклона полки обшивки каждого ребра жесткости относительно горизонтальной плоскости 20. Наклон участка обшивки 6 первого ребра а 0°. Наклон участка обшивки 7 второго ребра: ai 10°; наклон участка обшивки 8 третьего ребра: аз 20°; наклон участка обшивки 9 четвертого ребра: Q4 30°; на - клон участка обшивки 10 пятого ребра; as 45°.
Определяют необходимую для полного проплавления обшивки силу тока в электродах при одновременной двухсторонней сварке, при среднем значении напряжения 10 В и скорости сварки 1,05 см/с для каждо- 5 го ребра жесткости.
Для первого ребра жесткости на участке обшивки б по зависимостям 3 описания сила тока равна в одном электроде:
10
одн. - 39,3 PC /ogva, U - 39.3-1,08 0Лх .х1,05-10-1.80 А
Суммарная сила тока в 2-х электродах равна 360 А. Для остальных ребер суммарная сила тока определяется по зависимостям 5 описания.
Для второго ребра жесткости на участке обшивки 7:
212 - 360 sin 35° + 360 cos 35° - - 205 + 292 497 А
Для третьего ребра на участке обшив- ки8:25 2 з - 360 sin 25° + 360° cos 25° - 152+ 328-480 А
Для четвертого ребра обшивки на участке обшивки 9:.
. . 30
ZI4-360 sin 15°+ 360 cos 15°- 94+ 346 440 А
Для пятого ребра обшивки на участке обшивки 10:35
шва из пластичного состояния в упругое по зависимостям 9 описания: 0.484 qn
200(2So+SP); С -р
Для одновременной двухсторонней сварки 1 15-20 см..
Приваривают первое ребро на участке обшивки 6, имея силу тока в левом электроде 180 А и правом электроде -180 А. Одновременно со сваркой проверяют высоту хорды дуги полки на базе 30 см на расстоянии 15-20 см от сварочных горелок. Высота хорды в процессе сварки не должна превышать требуемую-0,2 см. Затем приваривают второе ребро на участке обшивки 7. Для первого электрода устанавливается ранее рассчитанная сила тока -205 А; для второго -292 А. Одновременно со сваркой проводится вышеуказанная проверка высоты хорды полки обшивки, которая не должна превышать 0,2 см.
Далее последовательно приваривается третье, четвертое и пятое ребро к участкам обшивки 8, 9, 10 с соответствующими для этих ребер параметрами сварки:
для 3-го ребра сила тока в левом 152А,
в правом-328 электроде А; для 4-го ребра- - 94 А;
в правом 346 А;
для 5-го ребра О А; в правом 360 А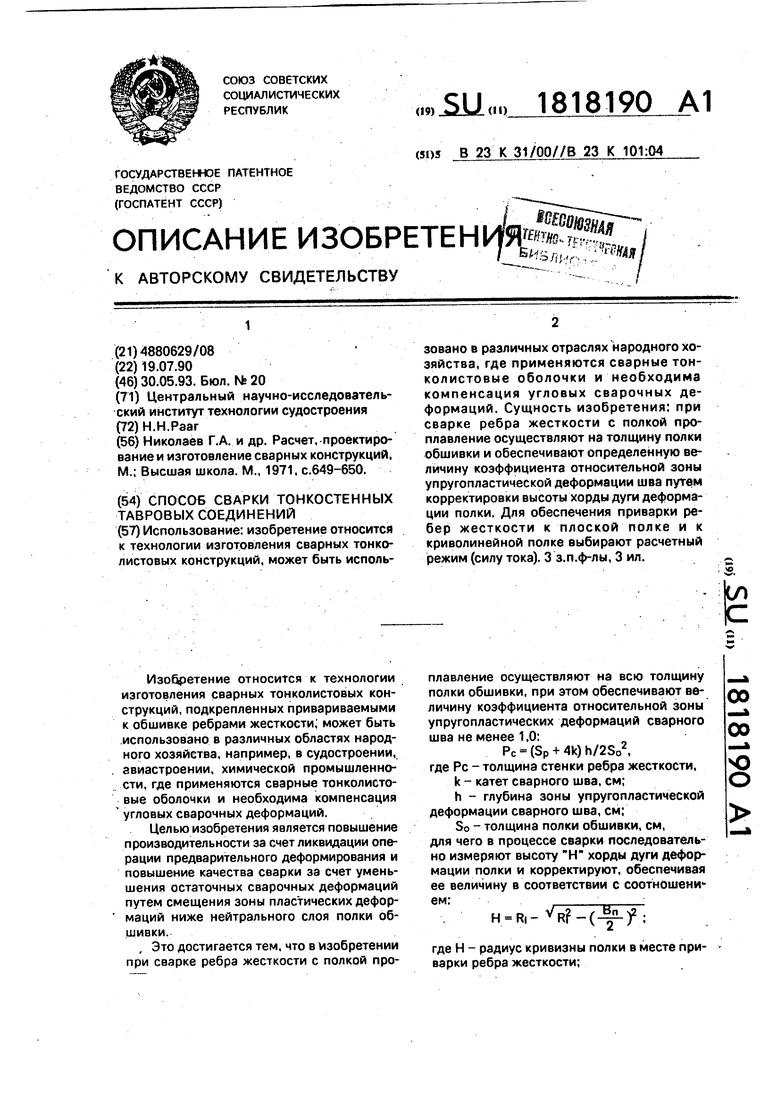


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления оребренных панелей и устройства для его осуществления (варианты) | 2019 |
|
RU2732304C1 |
| Способ изготовления сварных ребристых панелей | 1980 |
|
SU998063A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ СВАРНЫХ РЕБЕР ЖЕСТКОСТИ | 2011 |
|
RU2479397C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ТОНКОЛИСТОВЫХ СВАРНЫХ КОНСТРУКЦИЙ БЕЗ ОСТАТОЧНЫХ СВАРОЧНЫХ ДЕФОРМАЦИЙ | 2004 |
|
RU2291770C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАВРОВЫХ ЭЛЕМЕНТОВ ОРТОТРОПНОЙ ПЛИТЫ | 2005 |
|
RU2288824C1 |
| Способ изготовления сварных крупногабаритных конструкций | 1983 |
|
SU1162563A1 |
| Способ изготовления сварной панельной конструкции | 1990 |
|
SU1724509A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ПЛОСКОЙ ТОНКОЛИСТОВОЙ ОРЕБРЕННОЙ ПАНЕЛИ | 2014 |
|
RU2567936C1 |
| Способ изготовления многослойных тонколистовых вафельных конструкций из легких сплавов | 1990 |
|
SU1712106A1 |
| СПОСОБ ТЕРМОСИЛОВОГО ЛОКАЛЬНОГО ФОРМООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2010 |
|
RU2449847C2 |
Использование: изобретение относится к технологии изготовления сварных тонколистовых конструкций, может быть использовано в различных отраслях народного хозяйства, где применяются сварные тонколистовые оболочки и необходима компенсация угловых сварочных деформаций. Сущность изобретения: при сварке ребра жесткости с полкой про- плавление осуществляют на толщину полки обшивки и обеспечивают определенную величину коэффициента относительной зоны упругопластической деформации шва путем корректировки высоты хорды дуги деформации полки. Для обеспечения приварки ребер жесткости к плоской полке и к криволинейной полке выбирают расчетный режим (силу тока). 3 з.п.ф-лы, 3 ил.
2 Is - 360 sin 0° + 360 cos 0° -0 + 360-360A.
Определяют высоты хорд в криволинейных участках обшивки на базе Вп - равной ширине присоединенного пояска обшивки (ширина полки) по зависимости 8 описания. Ширина присоединенного пояска обшивки для R 550 см равна Ьп & 30 см, тогда высоты хорд равны:
Н - R. - .(bn/2)
550- v 5502-152 -0,2
см
Т.к. криволинейная обшивка является частью окружности, то все высоты хорд участков 6-10 имеют одинаковый радиус кривизны, равный 550 см, а следовательно, и одинаковую высоту хорды, равную 0,2 см.
Определяют расстояние от сварочных горелок до зоны перехода металла сварного
В случае нарушения параметров сварки, снижающих зону проплавления обшивки, радиус кривизны полки уменьшается, а высота хорды увеличивается более 0,2 см из-за появления угловых деформаций полки.
В этом случае сварка прекращается, проверяются параметры сварки, исправность сварочного оборудования, зазоры между ребрами и обшивкой на соответствие исходным требованиям, обеспечивающим
полное проплавление обшивки, компенсирующее угловые деформации. Неисправности устраняются и сварка возобновляется.
Применение способа позволит сохранить проектную форму обшивки после приварки ребра жесткости без местных угловых остаточных сварочных деформаций; ликвидировать технологическую операцию компенсации угловых сварочных деформаций обшивки от приварки р.ж, внешними активными силами; автоматизировать регулировку стабильности требуемых параметров сварочного процесса; ликвидировать ручной контроль качества сварных соединений; повысить уровень механизации процесса изготовления тонколистовых криволинейных конструкций; обеспечить необходимый уровень циклической прочности конструкций при эксплуатации в условиях знакопеременных нагрузок.
Формулаизобретения 1. Способ сварки тонкостенных тавровых соединений, включающий установку ребер жесткости и полки обшивки перпендикулярно друг другу, их прихватку и двухстороннюю сварку двумя сварочными электродами, отличающийся тем,что, с целью повышения производительности за счет ликвидации операций предварительного деформирования и повышения качества сварки за счет уменьшения остаточных сва- рочных деформаций путем смещения зоны пластических деформаций ниже нейтрального слоя полки обшивки, при сварке ребра жесткости с полкой проплавление осуществляют на всю толщину полки обшивки, при этом обеспечивают величину коэффициента относительной зоны упругопластических деформаций сварного шва
Pc (Sp + 4k)h/2S02
где Sp - толщина стенки ребра жесткости, см;
к - катет сварного шва, см;
h - глубина зоны упругопластической деформации сварного шва, см;
So - толщина полки обливки, см, для чего в процессе сварки последовательно измеряют высоту Н хорды дуги деформации полки и корректируют, обес- печивая ее величину в соответствии с соотношением
H-RI- V-C-f-)2
где RI - радиус кривизны полки в месте приварки ребра жесткости, мм;
Вп - расстояние между точками съема датчиком показаний измерения высоты хорды дуги полки.
или
1одн 39,3 PC So2 VCB U послед 51 РО So VCB U,
где 0дн, (послед - сила тока при одновременной и последовательной сварке, А;
VCB - скорость сварки, м/ч;
U - напряжение, В.
21 1ОДн sin (45° - cq)+1ОДн cos (45° - о)- для одновременной приварки с двух сторон или h 1послед 81п(45° - о) - для последова- тельной приварки с одной стороны и
I (послед COS (45° - О) ) - С ДРУГОЙ
стороны,
где CQ - центральный угол установки ребра жесткости на криволинейную поверхность.
I 0.484 qn/200 (2 So + SP) С /о,
где С - удельная теплоемкость;
р- плотность металла,
qn - энергия нагрева свариваемых элементов, приходящаяся на единицу длины свариваемого шва.
В ид А
фаг,2
Фиг.}
| Николаев Г.А | |||
| и др | |||
| Расчет,-проектирование и изготовление сварных конструкций, М.; Высшая школа | |||
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
