4
N
ср со 00
1449498
Изобретение относится, к устройствам, рименяемым для отделения листа от стопы лодачи его в рабочую зону в автоматизиованном кузнечно-штамповочном производтве в отраслях машиностроения и приборо- троения.
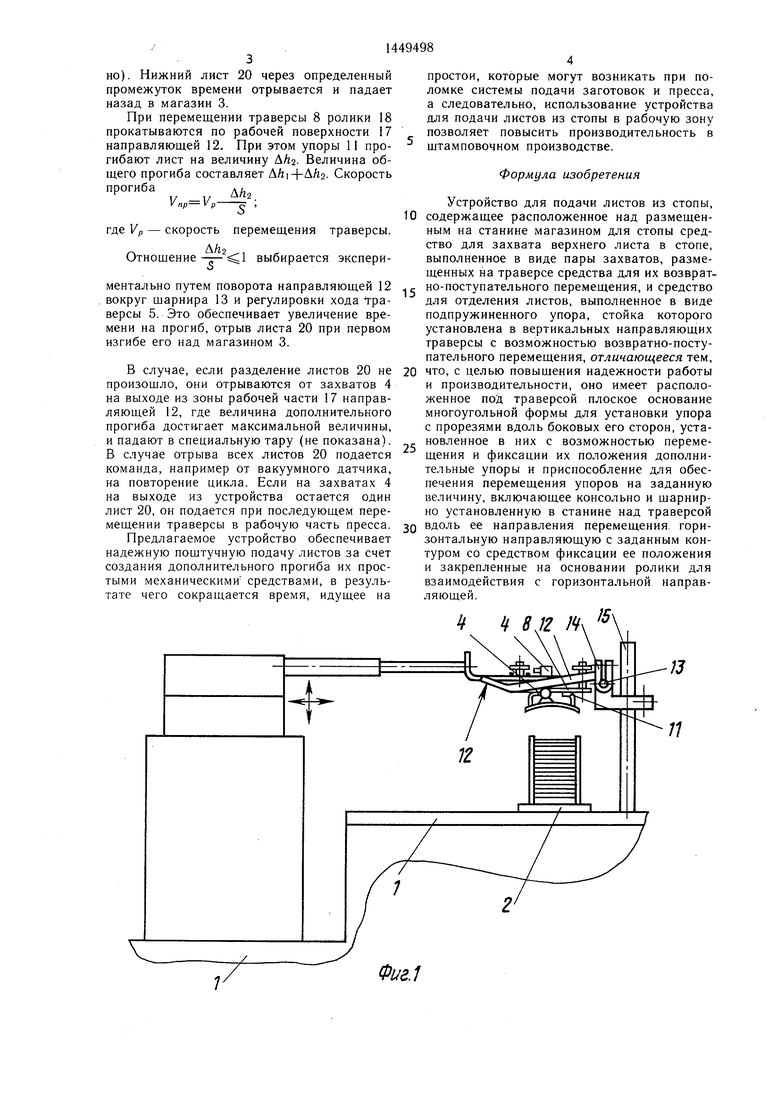
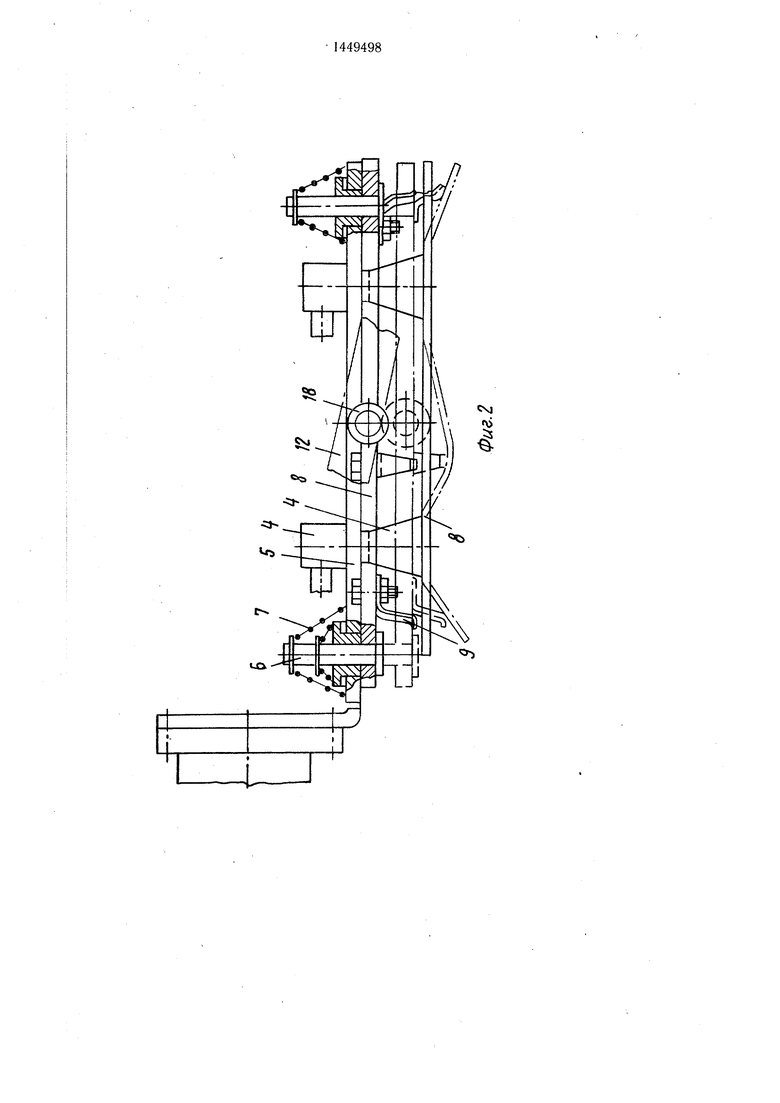
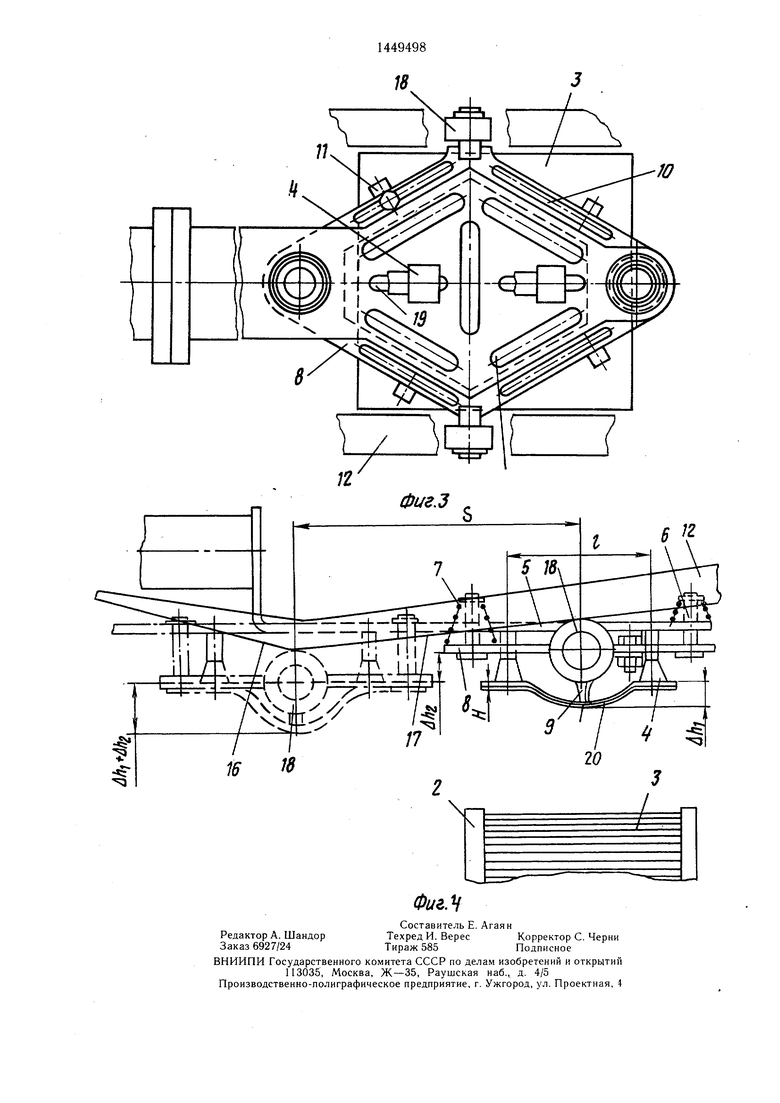
Целью изобретения является повышение адежности работы и производительности. На фиг. 1 изображено устройство, общий ид; на фиг. 2 - то же, в момент захвата ерхнего листа в стопе; на ф№г. 3 - то же, 10 вид сверху; на фиг. 4 - то же, в момент перемещения листа.
Устройство содерж ит установленный на станине 1 магазин 2 со стопкой 3 листов, средство для захвата верхнего листа в стопе, включающее пару захватов 4, например ва- куумные или электромагнитные, установленных на траверсе 5 средства их возвратно- поступательного перемещения. Под траверсой 5 посредством вертикальных направляющих 6 смонтировано подпружиненное пру- 20 жиной 7 основание 8 многоугольной формы, например, в виде ромба и установленного на нем упора 9. Вдоль боковых сторон основания 8 выполнены прорези 10, в которых установлены дополнительные упоры 11 для создания различных кривых прогиба захваченного верхнего листа. Дополнительные упоры 11 являются сменными.
Кроме того, устройство имеет приспособление для обеспечения перемещения упоров 9 и 10 на заданную величину, включаю- шее горизонтальную направляющую 12, консольно и посредством шарнира 13 закрепленную в кронштейне 14, установленном на вертикальной стойке 15. Горизонтальная направляющая 12 имеет заходную 16 и рабочую 17 части. Вдоль направляющей 12 пере- мещаются ролики 18, закрепленные на основании 8.
Устройство работает следующим образом. Перед началом работы производят настройку устройства на лист определенной конфигурации и размеров. Для этого пере- 40 мещением захватов 4 в пазах 18 и регулируемых упоров 11 в пазах 19 выбирают оптимальную форму кривой прогиба, обеспечивающую наиболее эффективное отделение слипшихся листов 20.
Подбором давления в пневмосети или силы тока, в случае, если захваты 4 выполнены электромагнитными, а также перемещением направляющей 12 по стойке 15 и вокруг шарниров 13 ус тройство настраивают так, чтоб при захвате трех и более листов 20 усилие их отрыва было больше усилия удержания их над магазином 2.
Усилие отрыва, возникающее при прогибе слипщихся листов, рассчитывается из следующего условия:
45
ее
где / расстояние между захватами; /г постоянный коэффициент
A-h J2
где Е - модуль упругости материала листов
А - щирина листов;
/I -толщина одного листа;
п - количество листов; A/JI - прогиб листа над магазином, .
При выборе величины дополнительного прогиба A/Z2, который происходит в момент схода роликов 18 с рабочей части 17 направляющей 12, исходят из того условия, чтобы для усилие отрыва листов
(A/Zi+A/t2)
было больше, чем усилие удержания листов захватами 4.
При работе устройства траверса 5 перемещается в горизонтальном направлении вправо на величину S. При этом ролики 18 наезжают на заходную часть 16 направляющей 12, основание 8 в направляющих траверсы 5 опускается, сжимая пружины 7. По мере движения траверсы 5 ролики 18 заходят на рабочую поверхность направляющей 12, при этом основание 8 поднимается на величину Afto.
0
Затем траверса 5 опускается, захватывает лист 20 захватами 4. При подъеме захватов 4 с листом 20 ролики 18, встречая на своем пути рабочую часть направляющей, останавливаются, а захваты 4 с листом 20 продолжают двигаться вверх. В это время лист или листы упираются в упоры 9 и прогибаются на величину A/ii. При этом для наиболее эффективного разрушения масляной пленки между слипшимися листами 20, а следовательно, и эффективного разделения изгиб желательно производить с большой скоростью. Но эт.о, в свою очередь, ведет к тому, что время, затраченное на прогиб, соизмеримо, а чаще всего и меньше, особенно для больших площадей листов 20, с временем процесса отделения. Поэтому при захвате трех и более листов 3 (что на практике встречается значительно реже, чем захват двух или тем более одного листа), слипшиеся
5 листы 20 чаще всего не успевают разделиться при прогибе их на величину А/гь В результате они отрываются от захватов 4 и сбрасываются обратно в магазин 3. При ударе во время падения они разделяются, что обеспечивает в дальнейщем при повторении цик ла нормальную работу устройства, а именно захват одного листа 20. При захвате двух листов 20 усилие отрыва от захватов 4 при прогибе A/II уменьшается не менее, чем в 3 раза. Листы 20, как и в первом случае, не
ее успевают разделиться, но не отрываются от захватов 4. Для того, чтобы процесс разделения произощел, предусмотрена задержка по времени заготовок над магазином 3 (время задержки определяется экспериментально). Нижний лист 20 через определенный промежуток времени отрывается и падает назад в магазин 3.
При перемещении траверсы 8 ролики 18 прокатываются по рабочей поверхности 17 направляющей 12. При этом упоры 11 прогибают лист на величину АЛг. Величина общего прогиба составляет A/ti+A/i2. Скорость прогибаAf
V Vр : ;
простои, которые могут возникать при поломке системы подачи заготовок и пресса, а следовательно, использование устройства для подачи листов из стопы в рабочую зону позволяет повысить производительность в щтамповочном производстве.
Формула изобретения
где VP - скорость
М2
S
Отношение
перемещения траверсы. 1 выбирается экспериУстройство для подачи листов из стопы, 10 содержащее расположенное над размещенным на станине магазином для стопы средство для захвата верхнего листа в стопе, выполненное в виде пары захватов, размещенных на траверсе средства для их возвратно-поступательного перемещения, и средство для отделения листов, выполненное в виде подпружиненного упора, стойка которого установлена в вертикальных направляющих траверсы с возможностью возвратно-поступательного перемещения, отличающееся тем, В случае, если разделение листов 20 не 20 что, с целью повыщения надежности работы
ментально путем поворота направляющей 12 вокруг шарнира 13 и регулировки хода траверсы 5. Это обеспечивает увеличение времени на прогиб, отрыв листа 20 при первом изгибе его над магазином 3.
15
произошло, они отрываются от захватов 4 на выходе из зоны рабочей части 17 направляющей 12, где величина дополнительного прогиба достигает максимальной величины, и падают в специальную тару (не показана). В случае отрыва всех листов 20 подается команда, например от вакуумного датчика, на повторение цикла. Если на захватах 4 на выходе из устройства остается один лист 20, он подается при последующем перемещении траверсы в рабочую часть пресса. Предлагаемое устройство обеспечивает надежную поштучную подачу листов за счет создания дополнительного прогиба их простыми механическими средствами, в результате чего сокращается время, идущее на
25
30
и производительности, оно имеет расположенное под траверсой плоское основание многоугольной формы для установки упора с прорезями вдоль боковых его сторон, установленное в них с возможностью перемещения и фиксации их положения дополнительные упоры и приспособление для обеспечения перемещения упоров на заданную величину, включающее консольно и шарнир- но установленную в станине над траверсой вдоль ее направления перемещения горизонтальную направляющую с заданным контуром со средством фиксации ее положения и закрепленные на основании ролики для
взаимодействия ляющей.
с горизонтальной направпростои, которые могут возникать при поломке системы подачи заготовок и пресса, а следовательно, использование устройства для подачи листов из стопы в рабочую зону позволяет повысить производительность в щтамповочном производстве.
Формула изобретения
10 20
15
5
0
и производительности, оно имеет расположенное под траверсой плоское основание многоугольной формы для установки упора с прорезями вдоль боковых его сторон, установленное в них с возможностью перемещения и фиксации их положения дополнительные упоры и приспособление для обеспечения перемещения упоров на заданную величину, включающее консольно и шарнир- но установленную в станине над траверсой вдоль ее направления перемещения горизонтальную направляющую с заданным контуром со средством фиксации ее положения и закрепленные на основании ролики для
взаимодействия ляющей.
с горизонтальной направ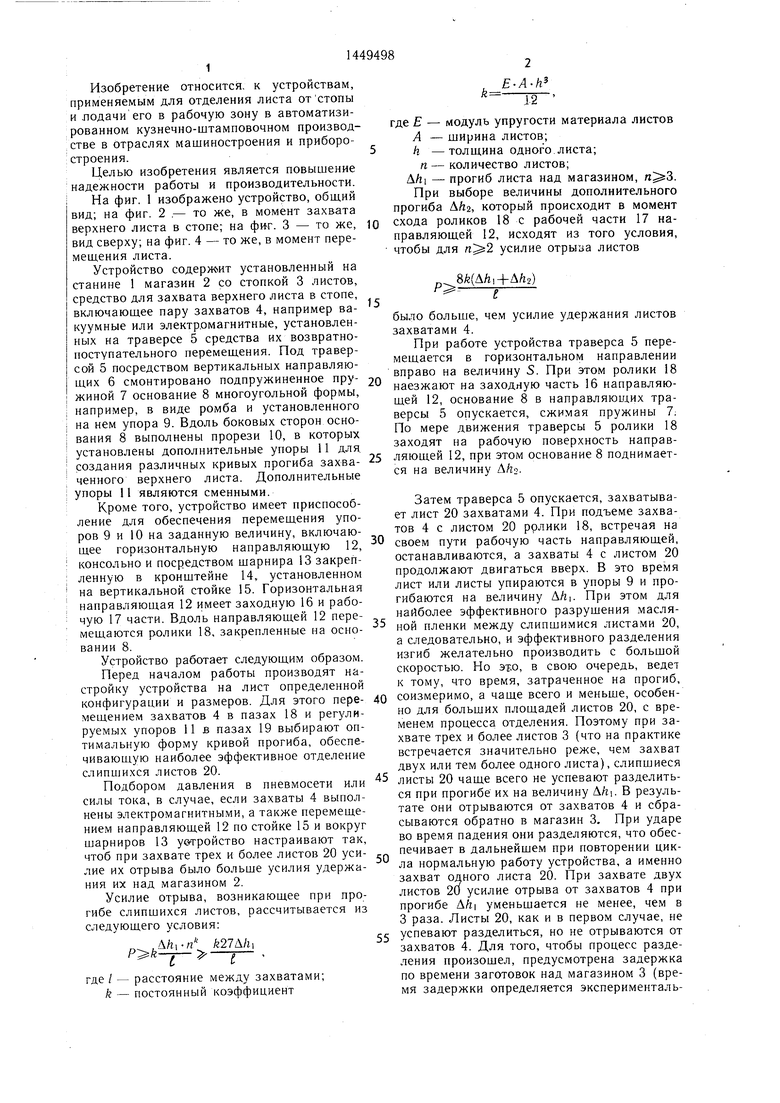
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучного отделения гибких ферромагнитных листов от стопы | 1988 |
|
SU1523509A1 |
| Способ отделения верхнего листа от стопы и подачи его в зону обработки и устройство для его осуществления | 1986 |
|
SU1375388A1 |
| Устройство для отделения полосового материала от стопы | 1985 |
|
SU1378993A1 |
| Щелевой самонаклад для листового материала | 1978 |
|
SU749777A1 |
| Устройство для отделения листовых заготовок от стопы и подачи к обрабатывающей машине | 1983 |
|
SU1162532A1 |
| Робот к листоштамповочному прессу | 1988 |
|
SU1542672A1 |
| Устройство для поштучного отделения верхнего листа от стопы | 1986 |
|
SU1382548A1 |
| Устройство для отделения листовой заготовки от стопы и подачи ее в зону захвата | 1988 |
|
SU1680417A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для отделения листов от стопы и подачи их к обрабатывающей машине | 1981 |
|
SU1007793A1 |
Изобретение относится к устройствам, применяемым для отделения листа от стопы и подачи его в рабочую зону в автоматизированном кузнечно-штамповочном производстве в отраслях машиностроения и приборостроения. Цель - повышение надежности работы и производительности. Устройство содержит станину со смонтированной на ней траверсой для подачи листов в рабочую зону, имеющей вакуумные или электромагнитные захваты, подпружиненное основание с упорами и роликами, перемещающимися по горизонтальной направляющей с заданным контуром для захвата и подачи листов. Основание смонтировано с возможностью перемещения относительно траверсы и поджато к ней. Для создания различных кривых прогиба основание снабжено сменными регулируемыми упорами, перемещаемыми в пазах основания многоугольной формы. 4 ил.
.
Редактор А. Шандор Заказ 6927/24
Составитель Е. Агаян
Техред И. ВересКорректор С. Черни
Тираж 585Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ю
Фиг.Ч
| Преобразователь угловых перемещений | 1988 |
|
SU1516762A1 |
| Искроудержатель для паровозов | 1920 |
|
SU271A1 |
