Изобретение относится к обработке металлов давлением и может быть использовано для подачи листов в рабочую зону листоштамповочного пресса.
Цель изобретения -- повышение надежности работы и производительности процесса подачи листов.
На фиг. 1 изображен робот к листоштам- повочному прессу; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - схема управления.
Робот к листоштамповочному прессу установлен на станине 1, жестко связанной со станиной пресса 2 и содержит руку, состоящую из направляющих 3, на которых
закреплены державки 4 с захватами 5. Державки 4 образуют траверсу. Силовой пнев- моцилиндр 6 привода перемещения руки перпендикулярно фронту 7 пресса жестко соединен с кареткой 8, имеющей направляющие наклонные пазы 9. Шток 10 пневмоци- линдра 6 через кронштейн 11 жестко соединен с направляющими, выполненными, например, в виде копирных планок 12, закрепленных на корпусе пневмоцилиндра 13 привода перемещения руки вдоль фронта 14 пресса и взаимодействующим с роликами направляющих 3. Шток 15 пневмоцилиндра 13 через кронштейны 16 жестко связан со станиной 1. На кронштейнах 16 закреплена
ел to
ОЭ
Ю
хода упирается в выступающую часть 12, а корпус пневмоциливдра б вместе с кареткой еще продолжает перемещение, направляющие 3 по наклонным пазам 9 каретки 8 перемещаются в пазы планки 12. Таким образом,выдвигаемые захваты 5 в конце хода опускаются вниз (величина вертикального перемещения выбирается из условия возможности их дальнейшего беспрепятственного перемещения в горизонтальнойтакже направляющая ось 17. С кареткой 8 жестко связан кронштейн 18, на котором установлены датчики 19, 20 системы контроля количества заготовок 21. В качестве датчиков могут быть использованы бескон- тактные датчики, например индуктивные типа У511. Выход датчика 20 подключен к одному из входов устройства 22 удаления лишних и бракованных заготовок, состоящего из электромагнита 23 с двумя включенными встречно обмотками 24, 25 и усилителя 10 плоскости и может составлять около 2- мощности 26.10 мм). Захват 5 берет заготовку из стоУсилитель мощности 26 состоит из тран- пы 40 (подъем которой до заданного уровня зистора 27, база которого подключена к ре- осуществляется автоматически) и каретка 8 зистору 28, а эмиттер подсоединен через вовращается в исходное положение с одно- конденсатор 29 к резисторам 30, 31 и тири- 15 временным подъемом руки в зоне штампово- стору 32. Коллектор транзистора 27 через го блока 36. При этом, как только захват 5 катушку 25 электромагнита 23 подсоединен к переменному резистору 33.
Второй вход усилителя мощности 26 подключен к первому выходу системы управлес захваченной заготовкой 39 займет верхнее положение над стопой заготовок 40, торец заготовки 39 будет находиться напротив датчиков 19, 20. Датчик 20 настроен таким
ния 34 (в качестве которой может быть 20 образом, что если захвачена одна заготов- использовано специализированное устройст- ка 39, то на его выходе сигнал отсутствует, во или, например, устройство УЦМ-663). Электромагнит 23 шарнирно закреплен на
а если захвачено две и более заготовки (слипшихся из-за наличия остатков консер- вационной смазки, заусенцев и т. д.), или ной пресса 2. Пресс оснащен штамповым JK заготовка с толщиной, превышающей заданкронштейне 35, жестко связанным со станиблоком 36 с двумя штампами 37, 38. Заготовки 39 укладываются в стопу 40 магазинного загрузочного устройства 41 (например МУПР-2), а обработанные детали сбрасываются в тару 42 (или складируются
ное предельное значение, - с выхода датчика 20 поступает сигнал на первый вход усилителя мощности 26 устройства удаления лишних и бракованных заготовок 22. При этом транзистор 27 открывается и с
в накопитель). Бракованные и сдвоенные 30 первого выхода усилителя мощности 26 на
заготовки сбрасываются в тару для брака 43.
Захваты 5 манипулятора оснащены датчиками наличия - отсутствия заготовок 44 (например, датчиками типа У511).
Робот к листоштамповочному прессу работает следующим образом.
В исходном положении рука с закрепленными на ней захватами 5 находится в край35
обмотку 25 электромагнита 23 поступает управляющий сигна/. Электромагнит 23, расположенный на конечном участке пер е- мещения захватного органа 5 с заготовками 39, под захватом 5 включается раньше, чем до него доходит возвращающийся в исходное положение захват 5 с заготовками. При прохождении заготовок над электромагнитом 23 его магнитное поле воздействует на прилипшие заготовки, отрывая
хода упирается в выступающую часть 12, а корпус пневмоциливдра б вместе с кареткой еще продолжает перемещение, направляющие 3 по наклонным пазам 9 каретки 8 перемещаются в пазы планки 12. Таким образом,выдвигаемые захваты 5 в конце хода опускаются вниз (величина вертикального перемещения выбирается из условия возможности их дальнейшего беспрепятственного перемещения в горизонтальнойплоскости и может составлять около 2- 10 мм). Захват 5 берет заготовку из стопы 40 (подъем которой до заданного уровня осуществляется автоматически) и каретка 8 вовращается в исходное положение с одно- временным подъемом руки в зоне штампово- го блока 36. При этом, как только захват 5
с захваченной заготовкой 39 займет верхнее положение над стопой заготовок 40, торец заготовки 39 будет находиться напротив датчиков 19, 20. Датчик 20 настроен таким
образом, что если захвачена одна заготов- ка 39, то на его выходе сигнал отсутствует,
ное предельное значение, - с выхода датчика 20 поступает сигнал на первый вход усилителя мощности 26 устройства удаления лишних и бракованных заготовок 22. При этом транзистор 27 открывается и с
первого выхода усилителя мощности 26 на
обмотку 25 электромагнита 23 поступает управляющий сигна/. Электромагнит 23, расположенный на конечном участке пер е- мещения захватного органа 5 с заготовками 39, под захватом 5 включается раньше, чем до него доходит возвращающийся в исходное положение захват 5 с заготовками. При прохождении заготовок над электромагнитом 23 его магнитное поле воздействует на прилипшие заготовки, отрывая


| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Робот к листоштамповочному прессу | 1983 |
|
SU1098624A1 |
| Манипулятор к штамповочному прессу | 1990 |
|
SU1787807A1 |
| Робот к штамповочному прессу | 1985 |
|
SU1340868A1 |
| Автоматизированная линия для многопереходной штамповки | 1986 |
|
SU1344471A1 |
| Промышленный робот | 1988 |
|
SU1604496A2 |
| Манипулятор | 1982 |
|
SU1073086A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
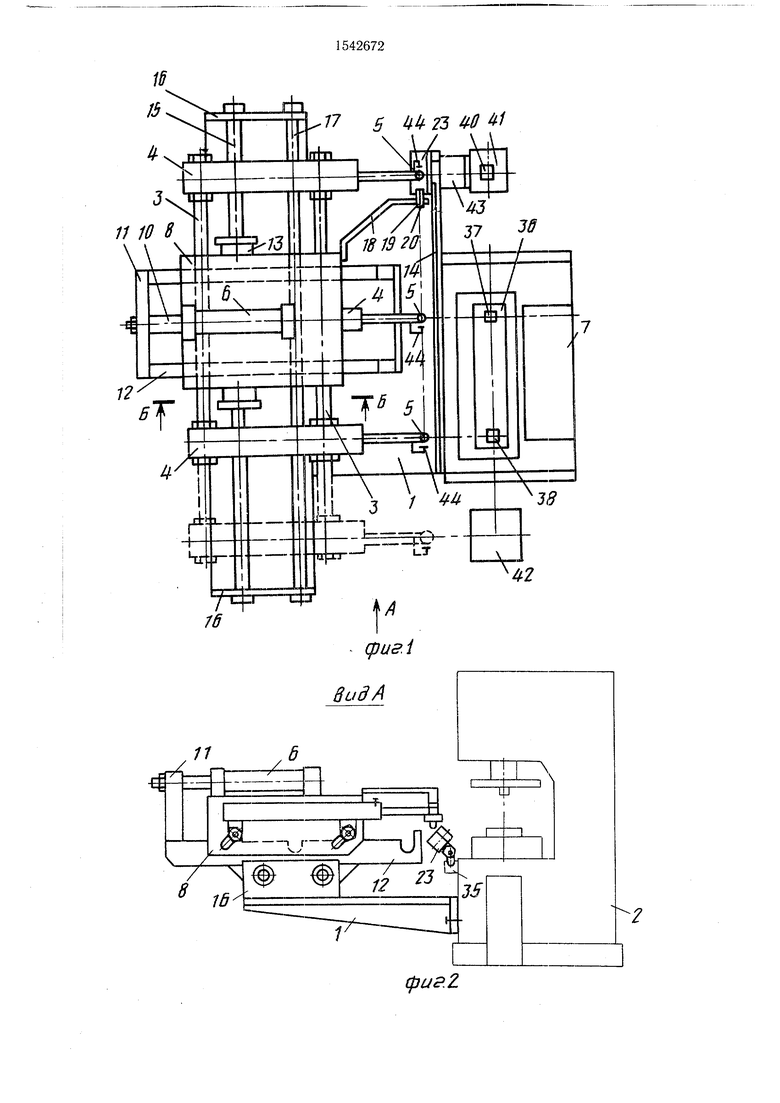

Изобретение относится к обработке металлов давлением и может быть использовано для подачи листов в рабочую зону листоштамповочного пресса. Цель изобретения - повышение надежности работы и производительности процесса подачи листов. Робот содержит станину с копирными планками, каретку, траверсу с захватами, несущую оси с роликами, привод перемещения каретки параллельно копирным планкам и привод перемещения каретки перпендикулярно конкретным планкам, выполненным в виде силового цилиндра. Копирные планки закреплены на корпусе силового цилиндра, а его шток - на станине. В каретке выполнены наклонные пазы. Оси расположены в пазах, а ролики перемещения - по копирным планкам. На осях закреплена траверса с захватами. На каретке у захватов смонтированы датчики контроля количества заготовок, один из которых соединен с системой управления, а другой - с усилителем мощности. Система управления соединена с приводами перемещения и с усилителем мощности. На станине под захватами установлено устройство удаления листов, выполненное в виде электромагнита с двумя встречно соединенными катушками. Катушки соединены с усилителем мощности. Надежность и производительность процесса обеспечиваются за счет наличия двух приводов, датчиков контроля количества листов, усилителя мощности, электромагнита с двумя катушками и их связей между собой. 3 з.п. ф-лы.
нем левом положении, при этом захваты 40 их от первой удерживаемой электромагнит- 5 устанавливаются соответственно напротив ным захватом 5. Магнитное поле электростопы заготовок 40, штампа 37 первого магнита 23 может регулироваться, напри- технологического перехода и штампа 38 вто- мер, путем его поворота на оси относитель- рого технологического перехода. Конструк- но кронштейна 35, а также регулировкой ция привода руки обеспечивает ее переме- резистора 33 усилителя мощности 26 для щение при транспортировке заготовок и го- 45 выбора оптимального режима отделения товых изделий с одной позиции на другую лишних заготовок.
При возвращении руки в исходное положение система управления 34 опрашивает датчик 19, контролирующий наличие в захвате 5 только одной заготовки 39 заданного типоразмера. Если по какой-либо причине слипшиеся заготовки не отделились, датчик 19 выдает сигнал, в соответствии с которым осуществляется переход к подпрограмме системы управления 34,
в горизонтальной плоскости по П-образному закону. При этом перемещение руки перпендикулярно фронту пресса совмещено с ее вертикальным перемещением в зоне штампо- вого блока 36 (на конечном участке перемещения выдвигаемой к прессу руки).
50
При включении привода перемещения руки перпендикулярно фронту 7 пресса корпус пневмоцилиндра 6 вместе с кареткой 55 по которой захват 5 с заготовками отключается (заготовки сбрасываются в тару 43 и начинается новый цикл работы робота).
8 и рукой перемещаются из исходного поло жения (фиг. 1) в крайнее. При этом ролики направляющих 3 скользят по копирным планкам 12. Когда державка 4 руки в конце
Если напротив датчика 19 находится захват 5 с одной заготовкой 39 заданного
по которой захват 5 с заготовками отключается (заготовки сбрасываются в тару 43 и начинается новый цикл работы робота).
Если напротив датчика 19 находится захват 5 с одной заготовкой 39 заданного
типоразмера, он выдает в систему управления 34 сигнал на продолжение основной программы. Привод перемещения руки вдоль фронта пресса 14 осуществляет перемещение каретки 8 с рукой в крайнее правое положение, после чего осуществляется выдвижение руки, которая, опускаясь, устанавливает заготовку в штамп 37 первого технологического перехода. Затем каретка 8 с рукой возвращается в исходное положедля возврата за новой заготовкой и срабатывания пресса.
Формула изобретения
При заполнении всех позиций рука за каждый цикл совершает перенос заготовок из стопы 40 в первый штамп 37, с него во 20 шения надежности работы и производитель- второй штамп 38 из второго штампа в тару ности процесса подачи листов, он снабжен (накопитель) 42 для деталей и возвращается в исходное положение параллельно с включением пресса.
Система управления 34 обеспечивает по- 05 ле выключения катушки 25 электромагнита -23 выдачу кратковременного управляющего импульса на второй вход усилителя мощности 26, по которому открывается тиристор 32, замыкая цепь разрядки кондендеиствия с копирными планками, захваты, установленные на траверсе, и систему управления, связанную с приводом перемещения, отличающийся тем, что, с целью повыдополнительным приводом перемещения и усилителем мощности, связанными с системой управления, двумя датчиками контроля количества заготовок, смонтированными на каретке у захватов, и устройством для удаления заготовок, выполненным в виде электромагнита с двумя включенными встречно обмотками, -закрепленным на станине под захватами, причем в боковых стенках каположены в наклонных пазах, каретка установлена с возможностью возвратно-поступательного движения перпендикулярно копирным планкам и связана с дополнительным приводом перемещения, один из датчиков
сатора 29 через обмотку 24 электромагни- 30 ретки выполнены наклонные пазы, оси рас- та 23, в результате чего образуется импульс магнитного поля обратного знака, способствующий удалению отделенной заготовки в тару 43.
Датчики 19, 20, закрепленные на кронштейне 18, имеют возможность перемещать- 35 контроля количества заготовок соединен с ся относительно него и перемещаются вмес- системой управления, другой датчик контроля количества заготовок и обмотки электромагнита соединены с усилителем мощности.
те с кареткой 8 только в горизонтальной плоскости.
Контроль захвата заготовок с предыдущей позиции и установка на последующую контролируется датчиками 44, что позволяет повысить надежность, в случаях заклинивания заготовок в штампе (например, при операции вырубки), зависания на пуан40
корпус силового цилиндра закреплен на каретке, а его шток связан с копирными плансоне (например, при операции гибки), от- 45 ками
рыве заготовки от захвата.
Робот к листоштамповочному прессу обладает более высокой производительностью - позволяет сократить простои, связанные с удалением захваченных из стопы
магазинного загрузочного устройства лиш-50 дополнительный шток закреплен на станине,
них и бракованных заготовок, а также со-а направляющие планки смонтированы на
кратить длительность цикла за счет совме-корпусе дополнительного силового цилиндщения холостого хода руки манипуляторара.
для возврата за новой заготовкой и срабатывания пресса.
Формула изобретения
но копирным планкам и связанную с приво- дом перемещения, выполненным в виде си- лового цилиндра со штоком, траверсу, уста- новленную в каретке с возможностью перемещения в вертикальном направлении, оси, смонтированные в каретке, и несущие роли- ки, установленные с возможностью взаимо-
шения надежности работы и производитель- ности процесса подачи листов, он снабжен
деиствия с копирными планками, захваты, установленные на траверсе, и систему управления, связанную с приводом перемещения, отличающийся тем, что, с целью повышения надежности работы и производитель- ности процесса подачи листов, он снабжен
дополнительным приводом перемещения и усилителем мощности, связанными с системой управления, двумя датчиками контроля количества заготовок, смонтированными на каретке у захватов, и устройством для удаления заготовок, выполненным в виде электромагнита с двумя включенными встречно обмотками, -закрепленным на станине под захватами, причем в боковых стенках каположены в наклонных пазах, каретка установлена с возможностью возвратно-поступательного движения перпендикулярно копирным планкам и связана с дополнительным приводом перемещения, один из датчиков
ретки выполнены наклонные пазы, оси рас-
контроля количества заготовок соединен с системой управления, другой датчик контроля количества заготовок и обмотки электромагнита соединены с усилителем мощности.
40
корпус силового цилиндра закреплен на каретке, а его шток связан с копирными планками
фиг 2.
cpt/г.З
| Робот к листоштамповочному прессу | 1983 |
|
SU1098624A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
