о
со
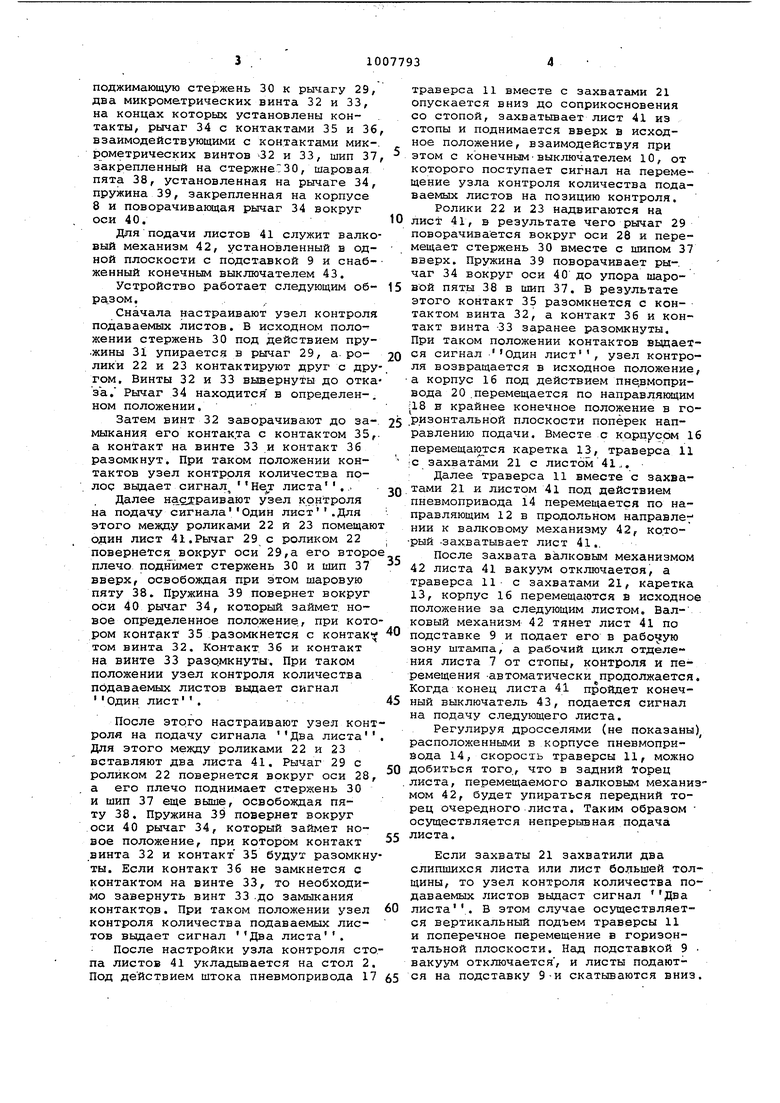
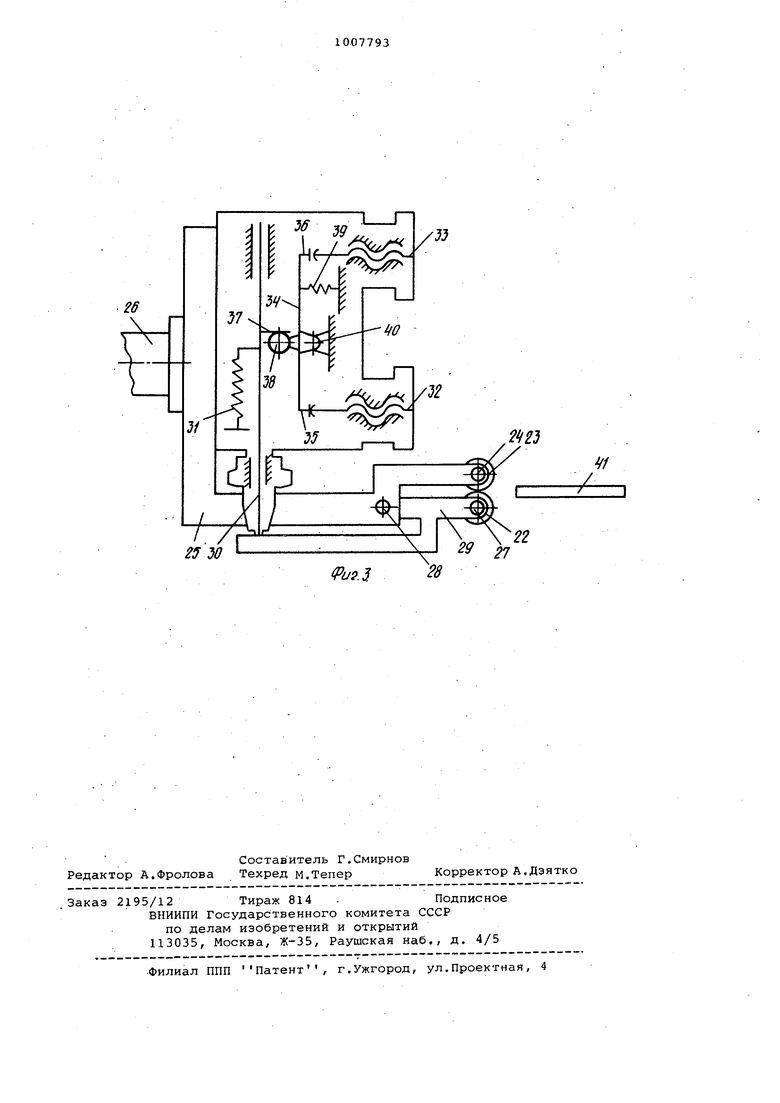
со Изобретение относится к средства автоматизации листовой штамповки и может быть использовано для подачи листовых заготовок в рабочую зону процесса или другого технологического оборудования для обработки лис товых заготовок. Известно устройство для отделени листов от стопы и подачи кобрабаты вающей машине, содержащее смонтированные на станине неподвижный стол для укладки кассет, подвижную в вер тикальном и поперечном относительно одачи горизонтальном направлении траверсу с захватами 1. Недостатком устройства является то, что в нем отсутствует контроль количества подаваемых заготовок, чт может привести к поломке оборудования при попадании в рабочую зону спаренных заготовок. Кроме того, по кольку стол для кассеты со стопой заготовок неподвижен, требуется уве личенный ход траверсы в вертикально направлении, а это приводит к сниже нию производительности устройства. Отсутствие продольного перемещения относительно направления подачи тре бует установки дополнительного роль ганга для перемещения листа к прессу, . Наиболее близким к предлагаемому решением по совокупности существенных признаков и достигаемому эффекту является устройство для отделени листов от стопы и подачи к обрабаты вающей машине, содержащее смонтированные на станине подъемный стол, подвижную в направлении подачи листов и вертикальной плоскости травер су с захватами 2. . Недостатком известного устройства является то, что в нем отсутствует контроль количества подаваемых листов и нет поперечного перемещения траверсы, что снижает производительность и надежность в работе. Цель изобретения- - повышение.производительности и надежности в работе. Поставленная цель достигается тем что устройство для отделения листов от стопы и подачи их к обрабатывающей машине, содержащее смонтированны на станине подъемный стол, подвижную в направлении подачи листов и вертикальной плоскости траверсу с захватами, снабжено узлом контроля количества подаваемых листов, траверса установлена с возможностью возвратно-портупательного в поперечном относительно подачи направлении в горИ зонтальной плоскости и снабжена дополнительным приводом перемещения. Узел контроля количества подаваемых листов выполнен. в виде корпуса с приводом возвратно-поступательного перемещения в горизонтальной плоскости в поперечном относительно подачи направлении, смонтированной в корпусе оси, на которой установлен с возможностью качательного движения в вертикальной плоскости двуплечий рычаг, двухпредельный электроконтактный датчик со стержнем, дв.а расположенных один над..другим ролика, один из которых закреплен подвижно в корпусе, а другой - на одном из плеч двуплечего рычага, другое плечо которого установлено с возможностью постоянного взаимодействия со стержнем двухпредельного электроконтактного датчика. На 1 изображено предлагаемое устройство, главный вид; на фиг. 2 то же, вид по стрелке А на фиг. 1; на фиг. 3 - узел контроля количества подаваемых.листов, кинематическая схема. Устройство для отделения листов от стопы и подачи к обрабатывающей машине содержит станину 1, смонтированный на станине 1 стол 2, на котором размещена стопа листов.. Стол 2 жестко соединен с кронштейнами 3, установленными с возможностью перемещения по направляющим. 4, закрепленным в корпусах 5 и б, связанными со станиной 1. На станине 1 установлен механизм 7 перемещения листов, корпус 8 узла контроля подаваемых листов и параллельно стопе листов подставка 9. В состав механизма 7, снабженного конечным выключателем 10, входит траверса 11, установле }ная с возможностью перемещения по горизонтальным направляющим 12, закрепленным в каретке 13, от пневмоприв ода 14. Каретка 13 установлена с возможностью вертикального перемещения по направляющим 15, закрепленным в корпусе 16, на котором установлен пневмопривод 17 вертикального перемещения каретки 13. Корпус 16 посредством направляющих 18 установлен с возможностью перемещения в горизонтальной плоскости перпендикулярно стопе листов в кронштейне 19 от пневмопривода 20. Траверса 11 снабжена захвдтами (вакуумными присосками) 21. В корпусе 8 узла контроля коли- . чества подаваемых листов размег ены ролики 22 и 23, Ролик 23 подвижно установлен на оси 24 кронштейна 25, связанного с пневмоприводом 26 переещения корпуса 8 узла контроля. Ролик 22 подвижно установлен на оси 27 качающегося вокруг оси 28 вуплечего рычага 29, одно из плеч которого контактирует со стержнем 30 вухпредельного электроконтактного атчика, который содержит пружину 31, поджимающую стержень 30 к рычагу 29, два микрометрических винта 32 и 33, на концах которых установлены контакты, рычаг 34 с контактами 35 и 36 взаимодействующими с контактами микрометрических винтов 32 и 33, шип 37 закрепленный на стержне 30, шаровая пята 38, установленная на рычаге 34, пружина 39, закрепленная на корпусе 8 и поворачивагадая рычаг 34 вокруг оси 40. Для подачи листов 41 служит валко вый механизм 42, установленный в одной плоскости с подставкой 9 и снабженный конечным выключателем 43. Устройство работает следующим обра зом.. Сначала настраивают узел контроля подаваемых листов. В исходном положении стержень 30 под действием пру.жины 31 упирается в рычаг 29, а ролики 22 и 23 контактируют друг с дру том. Винты 32 и 33 вывернуты до отка за. Рычаг 34 находится в определен-, ном положении. Затем винт 32 заворачивают до замыкания его контакта с контактом 35, а контакт на винте 33 и контакт 36 разомкнут. При таком положении контактов узел контроля количества полос вьвдает сигнал, листа ... Далее на яраивают узел контроля на подачу сигналаОдин лист .Для этого между роликами 22 и 23 помещаю один лист 41.Рычаг 29 с роликом 22 повернется вокруг оси 29,а его второ плечо подьшмет стержень 30 и шип 37 вверх, освобождая при этом шаровую пяту 38. Пружина 39 повернет вокруг оси 40 рычаг 34, который займет новое определенное положение, при кото ром контакт 35 разомкнется с контак том винта 32. Контакт 36 и контакт на винте 33 разомкнуты. При таком положении узел контроля количества подаваемых листов вьвдает сигнал Один лист . После этрго настраивают узел конт роля на подачу сигнала Два листа Для зтого между роликами 22 и 23 вставляют два листа 41. Рычаг 29 с роликом 22 повернется вокруг оси 28 а его плечо поднимает стержень 30 и шип 37 еще выше, освобождая пяту 38. Пружина 39 повернет вокруг оси 40 рычаг 34, который займет новое положение, при котором контакт винта 32 и контакт 35 будут разомкну ты. Если контакт 36 не замкнется с контактом на винте 33, то необходимо завернуть винт 33 .до замыкания контактов. При таком положении узел контроля количества подаваетчык листов выдает сигнал Два листа . После настройки узла контроля сто па листов 41 укладывается на стол 2 Под действием штока пневмопривода 17 траверса 11 вместе с захватами 21 опускается вниз до соприкосновения со стопой, захватывает лист 41 из стопы и поднимается вверх в исходное положение, взаимодействуя при этом с конечным-выключателем 10, от которого поступает сигнал на перемещение узла контроля количества подаваемых листов на позицию контроля. Ролики 22 и 23 надвигаются на лист 41, в результате чего рычаг 29 поворачивается вокруг оси 28 и перемещает стержень 30 вместе с шипом 37 вверх. Пружина 39 поворачивает рычаг 34 вокруг оси 40 до упора шаровой пяты 38 в шип 37. В результате этого контакт 35 разомкнется с контактом винта 32, а контакт 36 и контакт винта -33 заранее разомкнуты. При таком положении контактов вьщаеТ ся сигнал Один лист , узел контроля возвращается в исходное положение, а корпус 16 под действием пне.вмопривода 20.перемещается по направляющим J18 в крайнее конечное положение в горизонтальной плоскости поперек направлению подачи. Вместе с корпусом 16 перемещаются каретка 13, траверса 11 ;с захватами 21 с листом 41... Далее траверса 11 вместе с захватами 21 и листом 41 под действием пневмопривода 14 перемещается по направляющим 12 в продольном направлет НИИ к валковому механизму 42, ко.торый .захватывает лист 41,. После захвата валковым механизмом 42 листа 41 вакуум отключается, а траверса 11 с захватами 21, каретка 13, корпус 16 перемещаются в исходное положение за следующим листом. Валковый механизм 42 тянет лист 41 по подставке 9 и подает его в рабочую зону штампа, а рабочий цикл отделения листа 7 от стопы, контроля и перемещения .автоматически продолжается. Когда конец листа 41 пройдет конечный выключатель 43, подается сигнал на подачу следующего листа. Регулируя дросселями (не показаны) расположенными в корпусе пневмопривода 14, скорость траверсы 11, можно добиться того., что в задний торец листа, перемещаемого валковым механизмом 42, будет упираться передний торец очередного листа. Таким образом осуществляется непрерывная подача листа. Если захваты 21 захватили два слипшихся листа или лист большей толщины, то узел контроля количества подаваемых листов выдаст сигнал Два листа . В зтом случае осуществляется вертикальный подъем траверсы 11 и поперечное перемещение в горизонтальной плоскости. Над подставкой 9 вакуум отключается , и листы подаются на подставку 9-и скатываются вниз.
1007793
Траверса 11 с захватами 21 перемета- В предлагаемом устройстве повышается в исходное положение з.а сцедую- ется производительность и надежность щим листом.-в работе.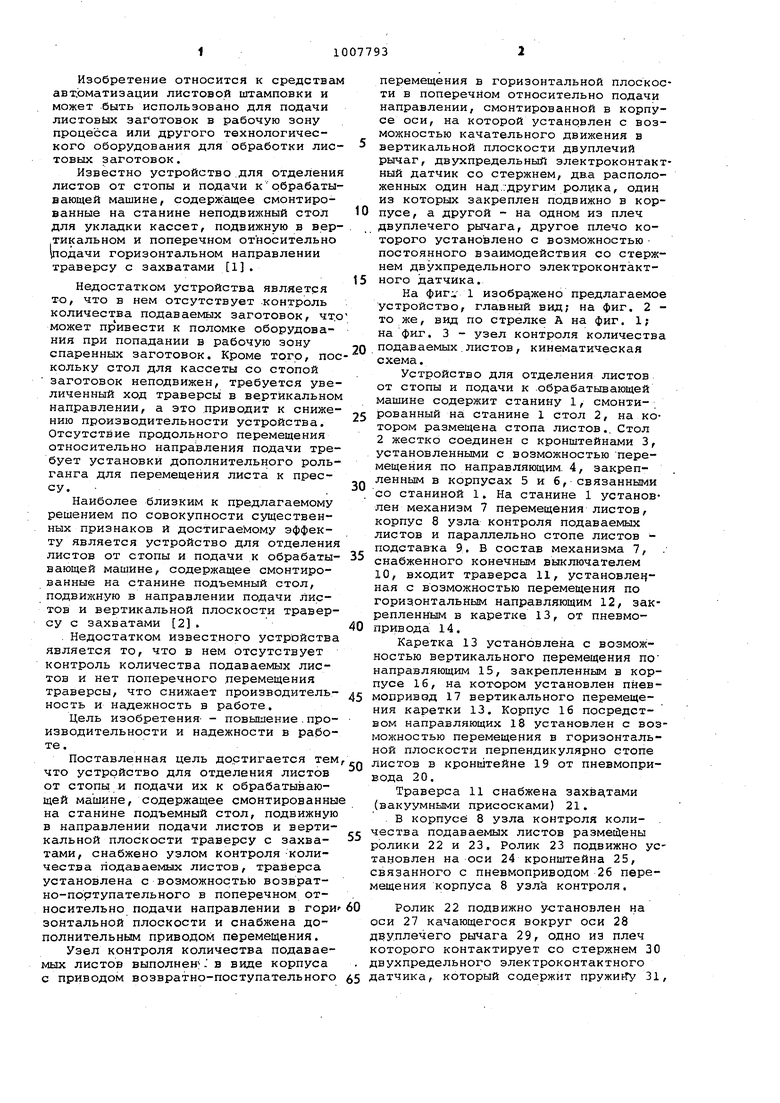
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделения листов от стопы и подачи их к обрабатывающей машине | 1984 |
|
SU1222367A1 |
| Устройство для отделения полосы от стопы и подачи ее к обрабатывающей машине | 1984 |
|
SU1224066A1 |
| Установка для многономенклатурной штамповки полосового материала различной толщины | 1982 |
|
SU1069908A1 |
| Устройство для отделения листовой заготовки от стопы и подачи ее к обрабатывающей машине | 1987 |
|
SU1397128A1 |
| Устройство для определения листовых заготовок от стопы и подачи их в пресс | 1984 |
|
SU1183254A1 |
| Устройство для отделения листовых заготовок от стопы и подачи их в зону обработки | 1982 |
|
SU1069909A1 |
| Устройство для отделения листов от стопы и подачи к обрабатывающей машине | 1986 |
|
SU1297976A1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| Устройство для отделения листов от стопы и подачи к обрабатывающей машине | 1981 |
|
SU1039616A1 |
| Автоматический штамповочный комплекс для изготовления деталей из полосы и устройство для отделения от стопы полосы и подачи ее в рабочую зону пресса | 1990 |
|
SU1756000A1 |
1. УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ; ЛИСТОВ ОТстопы и ПОДАЧИ ИХ к ОВРАБАТЬШАЩЕЙ МАШИНЕ, содержащее смонтированные на станине подъемный стол, подвижную в направлении подачи листов и вертикальной плоскости траверсу с захватами, отличающеес я тем, что, с целью повышения производительности и надежности в работе, оно снабжено узлом контроля количества подаваемых листов, траверса установлена с возможностью возвратноlioc ту па тельного перемещения в горизонтальной плоскости в поперечнсм относительно подачи направлении и снабжена дополнительным приводом перемещения, .Устройство поп.1,о т л и чающееся тем, что, .узел контроля количества подаваемЁах листов выполнен ввиде корпуса с приводом возвратно-поступательного перемадения в горизонтальной плоскости в поперечном относительно подачи направлении, смонтированной в корпусе осиу на которой установлен с возможностью качательного движения ,в вертикашьной плоскости двуплечий рычаг i двухпредёльный злектроконтактный датчик i со стержнем, два расположенных один над другим ролика, один.из которых (Л закреплен подвижно в корпусе, а ДРУ гой - на одном из плеч двухпле1его рычага, другое плечо которого уста- новлено с возможностью постоянного взаимодействия со стержнем Двухпредельного злектроконтакуного датчика.
ИЗ tpue.Z 42
Л 5
1 / l|(
%P.J
I/JJ
/
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для отделения листовой заготовки от стопы | 1976 |
|
SU579079A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для укладки листов | 1970 |
|
SU410602A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
