N|
00 (X)
to
Изобретение относится к способам контроля плотности кольцевых соединений двух деталей цилинд,рической формы, преимущественно внутренних колец подшипников с осью колесной пары железнодорожного подвижного состава и может быть использовано также для контроля качества сборки трубных изделий с натягомо
Цель изобретения - ускоре ние процесса контроля и повышение его достоверности.
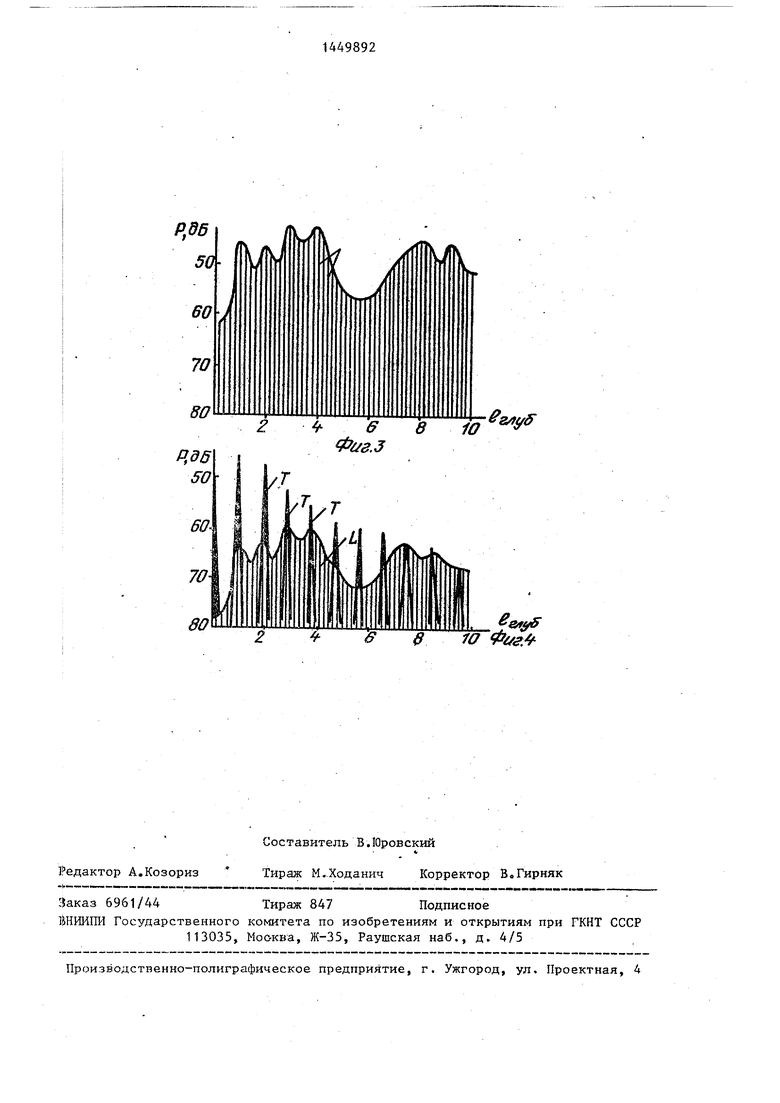
На фиг.1 показан раздельно-совмещенный преобразователь; на фиг,2 - осцилограммы поперечных Т и продольных L волн хорошо посаженного кольца; на фиг.З - осцилограммы свободного кольца; на фиго4 - осцилограммы кольца с некачественной посадкой.
Преобразователь 1 состоит из передающего S и приемного R пьезозле ментов и установлен на кольце 2, посаженном на ось Зо
Сущность изобретения состоит в том, что на изделие однократно устанавливают раздельно-совмещенный преобразователь, производят с его помощью одновременное прозвучива- ние изделия продольными и поперечными волнами. Преобразователь рассчитан на одновременное излучение продольных L и поперечных Т волн, распространяющихся по объему кольца зигзагообразно под углами 5±3 и 35 ± 15 . Эти углы некритичны, но обеспечивают в изделии два типа волн при угле призмы ЗО,
, Способ осуществляется следующим
образом
Производят озвучивание посаженного кольца с помощью типового ультразвукового дефектоскопа, снабженного ргаздельно-совмещенным преобразова телем. Дефектоскоп должен находиться в раздельном режиме работы. Наблюдение сигналов поперечных и продольных волн производят при наиболее медленной длительности развертки до 5м
,-
по стали, что обеспечивает четкое разделение типов колебаний,
В случае весьма плотной посадки наблюдают серию сигналов поперечных волн, многократно огибающих кольцо. Сигналы поперечных волн разделены между собой равными интервалами времени, зависящими от размеров кольца и угла ввода колебаний (фиг,2, сигналы Т) о
По мере понижения натяга, например при нагреве кольца, уровень продольных волн и длительность их реверберации растут, достигая максимума при полном нарушении связи между деталями, Тое на свободном кольце (фиг,3, сигналы L),
В случае слабой посадки амплитуды продольных колебаний в зоне первых трех отражений поперечных волн достигают их середины (фиг,3). Таким образом, качество посадки характеризуется отношением амплитуд поперечных колебаний к амплитудам продольных колебаний
Формула изобретения
Способ ультразвукового контроля плотности посадочного соединения двух соосных цилиндрических тел типа кольца с осью, заключаюш йся в том, что изделие прозвучивают ультразвуковыми волнами, измеряют амплитуды принятых ультразвуковых волн, по которым судят о плотности посадочного соединения, отличающий- с я тем, что, с целью ускорения процесса контроля и повьш1ения его достоверности, на кольцо однократно устанавливают раздельно-совмещенный преобразователь возбуждают с его помощью в кольце продольные и. поперечные волны, принимают сигналы поперечных и продольных волн, многократно огибающих кольцо, а о плотности посадочного соединения судят по соотношению амплитуд принятых сигналов поперечных и продольных волн, многократно огибающих кольцо.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОСАДОК С НАТЯГОМ | 2014 |
|
RU2641613C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА СБОРКИ СОЕДИНЕНИЙ С НАТЯГОМ | 1993 |
|
RU2045059C1 |
| ПРОДОЛЬНО-ПОПЕРЕЧНЫЙ СПОСОБ РЕАЛИЗАЦИИ ЭХОЛОКАЦИОННОГО МЕТОДА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЯ ПО ВСЕМУ СЕЧЕНИЮ | 2014 |
|
RU2585304C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА АКУСТИЧЕСКОГО КОНТАКТА ПРИ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ | 1998 |
|
RU2141653C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СТЫКОВЫХ СВАРНЫХ СОЕДИНЕНИЙ | 1992 |
|
RU2057331C1 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2248566C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ, ИМЕЮЩИХ СЛОЖНУЮ ФОРМУ ТЕЛ ВРАЩЕНИЯ С НАЛИЧИЕМ НАПРЕССОВАННЫХ ДЕТАЛЕЙ | 1993 |
|
RU2084889C1 |
| Способ контроля качества акустического контакта между ультразвуковым преобразователем и керамическим изделием при проведении ультразвуковой дефектоскопии | 2022 |
|
RU2791670C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ГОЛОВКИ РЕЛЬСОВ | 2001 |
|
RU2184960C1 |
| Способ ультразвукового иммерсионного контроля труб | 1991 |
|
SU1809379A1 |

Изобретение относится к способам контроля плотности кольцевых соединений двух деталей цилиндрической формы, преимущественно внутренних колец подшипников с осью колесной пары железнодорожного подвшс- кого состава, и может .быть использо- вано для контроля качества сборки трубных изделий с натягом. Целью изобретения является ускорение процесса контроля и повышение его достоверности. Сущность изобретения состоит в том, что на изделие однократно устанавливают раздельно-сов- мещеиньш преобразователь, производят с его помощью одновременное про- звучивание изделия продольными и поперечными волнами, а о плотности по-, садочного соединения судят по соотношению амплитуд продольных и поперечных волн. 4 ило сг $ W с
Р,дБ 50
60
70 80
Фиг.1
4 в 10 Фиг.2
c/fi/S
г/fyS
-1. fO
| Способ ультразвукового контроля крупнозернистых материалов | 1978 |
|
SU711462A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ ультразвукового контроля качества сборки трубных изделий с натягом | 1980 |
|
SU905778A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
