tpc/al
2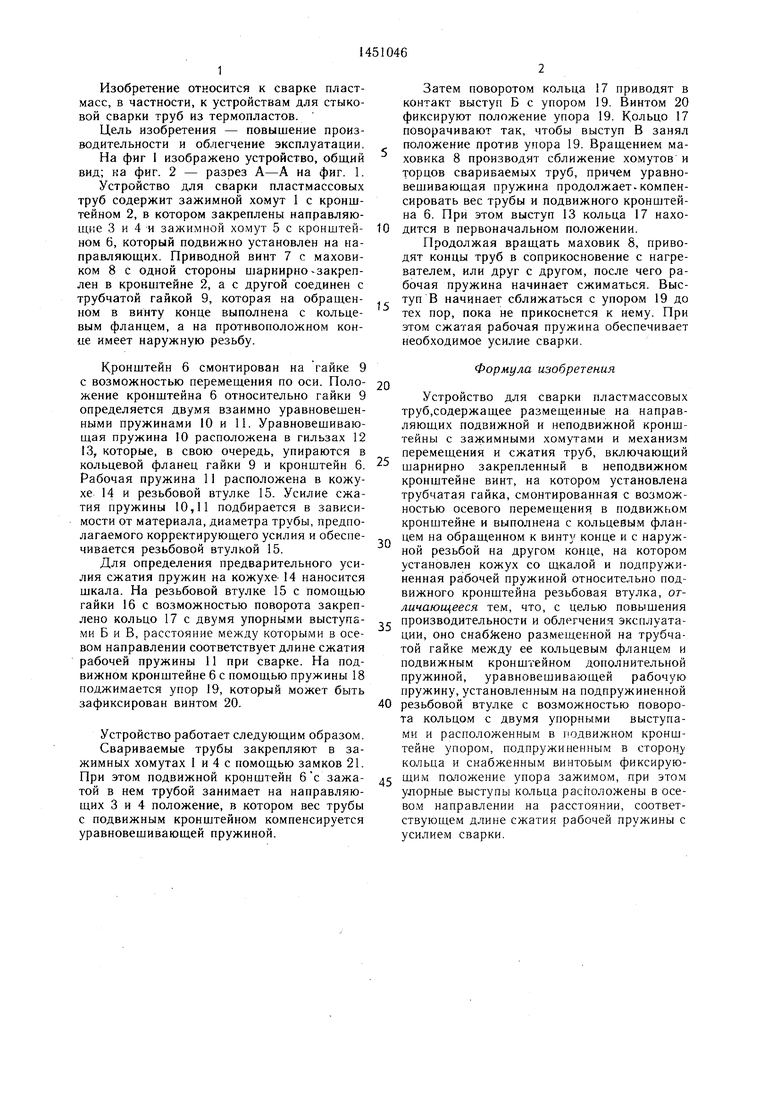
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки пластмассовых труб | 1981 |
|
SU1024289A1 |
| Устройство для сварки труб из термопластов | 1987 |
|
SU1454722A1 |
| Устройство для наведения стволовой задвижки под струей | 2021 |
|
RU2770850C1 |
| Устройство для сварки труб из термопластов | 1988 |
|
SU1597291A1 |
| Устройство для сварки труб из термопластов | 1985 |
|
SU1364491A1 |
| Центратор для сборки и сварки пластмассовых труб | 1987 |
|
SU1451044A1 |
| АППАРАТ ДЛЯ НАЛОЖЕНИЯ КОМПРЕССИОННЫХ АНАСТОМОЗОВ | 2000 |
|
RU2184499C2 |
| Устройство для контактной сварки пластмассовых деталей | 1985 |
|
SU1326440A1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ ОТВЕРСТИЙ БУКС КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2003 |
|
RU2247315C1 |
| АВТОМАТИЧЕСКИЙ РЕГУЛЯТОР ТОРМОЗНОЙ РЫЧАЖНОЙ ПЕРЕДАЧИ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТНОГО СРЕДСТВА | 2017 |
|
RU2660976C1 |
Изобретение относится к сварке пластмасс и, в частности к устройствам для стыковой сварки труб из термопластов. Целью изобретения является повышение производительности и облегчение эксплуатации. Для этого устройство снабжено размещенной на трубчатой гайке 9 между ее кольцевым фланцем и подвижным кронштейном 6 дополнительной пружиной 10, уравновешиваюш,ей рабочую пружину 11, установленным на подпружиненной резьбовой втулке с возможностью поворота кольцом 17 с двумя упорными выступами и упором 19, расположенным в подвижном кронштейне 6 и подпружиненным в сторону ксхтьца 17, с винтовым фик сирующим положен;-: упора зажимом 16. При этом расстояние в осевом направлении между упорными выступами соответствует величине усилия сварки. 2 ил.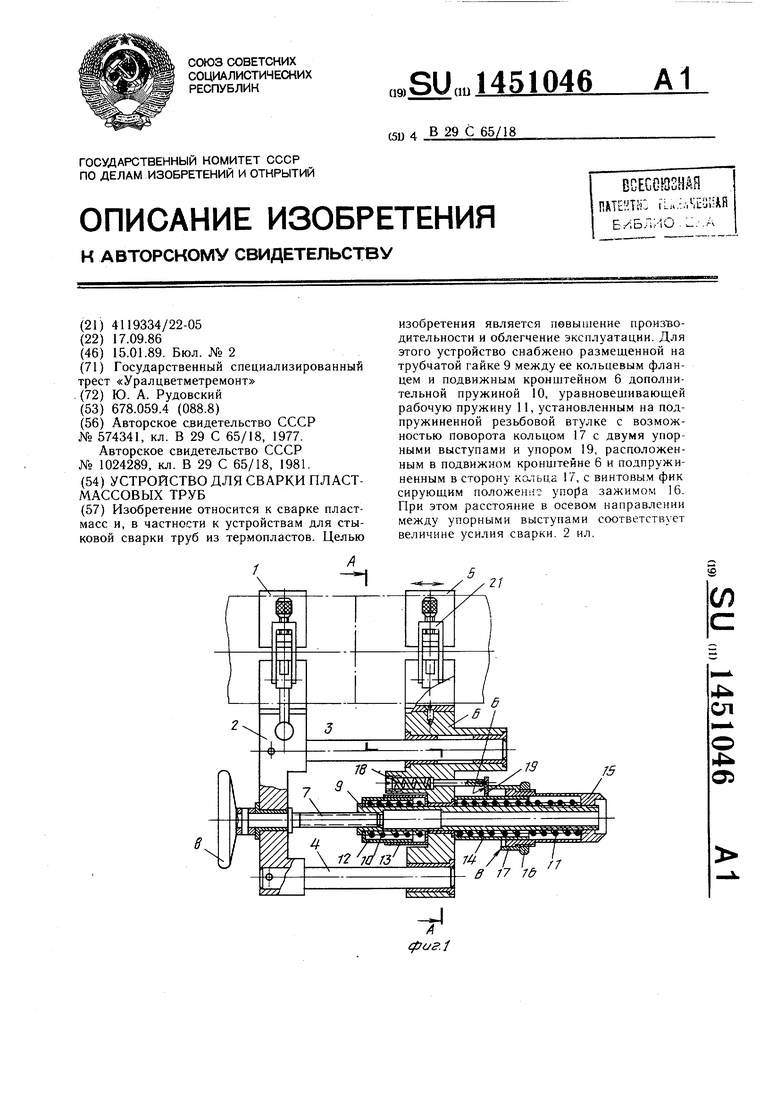
Изобретение относится к сварке пластмасс, в частности, к устройствам для стыковой сварки труб из термопластов.
Цель изобретения - повышение производительности и облегчение эксплуатации,
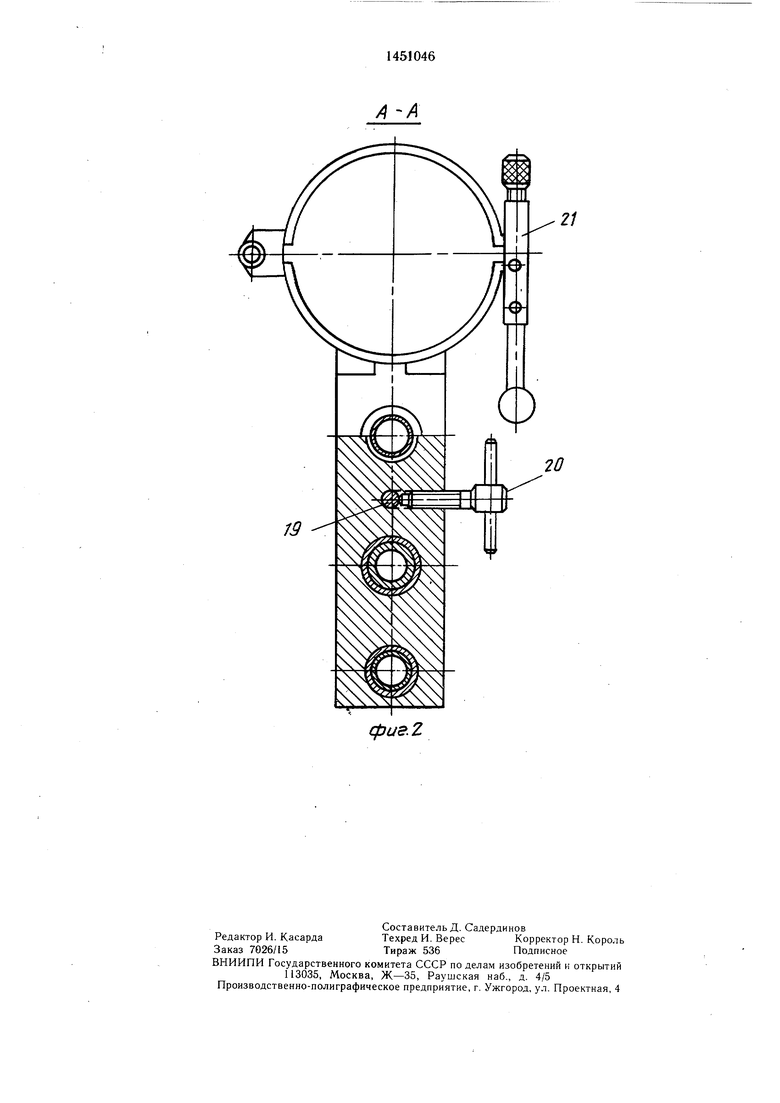
На фиг 1 изображено устройство, общий вид; ка фиг. 2 - разрез А-А на фиг. 1.
Устройство для сварки пластмассовых труб содержит зажимной хомут 1 с кронштейном 2, в котором закреплены направляющие 3 и 4 -и зажимной хомут 5 с кронштейном 6, который подвижно установлен на направляющих. Приводной винт 7 с маховиком 8 с одной стороны шарнирно-закреплен в кронштейне 2, а с другой соединен с трубчатой гайкой 9, которая на обращенном в винту конце выполнена с кольцевым фланцем, а на противоположном кон- ие имеет наружную резьбу.
Кронштейн б смонтирован на гайке 9 с возможностью перемещения по оси. Положение кронштейна 6 относительно гайки 9 определяется двумя взаимно уравновешенными пружинами 10 и 11. Уравновешивающая пружина 10 расположена в гильзах 12 13, которые, в свою очередь, упираются в кольцевой фланец гайки 9 и кронштейн 6. Рабочая пружина 11 расположена в кожухе 14 и резьбовой втулке 15. Усилие сжатия пружины 10,11 подбирается в зависимости от материала, диаметра трубы, предполагаемого корректирующего усилия и обеспечивается резьбовой втулкой 15.
Для определения предварительного усилия сжатия пружин на кожухе- 14 наносится шкала. На резьбовой втулке 15 с помощью гайки 16 с возможностью поворота закреплено кольцо 17 с двумя упорными выступами Б и В, расстояние между которыми в осевом направлении соответствует длине сжатия рабочей пружины 11 при сварке. На подвижном кронштейне 6 с помощью пружины 18 поджимается упор 19, который может быть зафиксирован винтом 20.
Устройство работает следующим образом.
Свариваемые трубы закрепляют в зажимных хомутах 1 и 4 с помощью замков 21. При этом подвижной кронштейн 6 с зажатой в нем трубой занимает на направляющих 3 и 4 положение, в котором вес трубы с подвижным кронштейном компенсируется уравновешивающей пружиной.
Затем поворотом кольца 17 приводят в контакт выступ Б с упором 19. Винтом 20 фиксируют положение упора 19. Кольцо 17 поворачивают так, чтобы выступ В занял положение против упора 19. Вращением ма- ховкка 8 производят сближение хомутов и торцов свариваемых труб, причем уравновешивающая пружина продолжает.компенсировать вес трубы и подвижного кронштейна 6. При этом выступ 13 кольца 17 нахо- дится в первоначальном положении.
Продолжая вращать маховик 8, приводят концы труб в соприкосновение с нагревателем, или друг с другом, после чего рабочая пружина начинает сжиматься. Выступ В начинает сближаться с упором 19 до тех пор, пока не прикоснется к нему. При этом сжатая рабочая пружина обеспечивает необходимое усилие сварки.
Формула изобретения
Устройство для сварки пластмассовых труб,содержащее размещенные на направляющих подвижной и неподвижной кронштейны с зажимными хомутами и механизм перемещения и сжатия труб, включающий
шарнирно закрепленный в неподвижном кронштейне винт, на котором установлена трубчатая гайка, смонтированная с возможностью осевого перемещения в подвижном кронщтейне и выполнена с кольцевым фланцем на обращенном к винту конце и с наружной резьбой на другом конце, на котором установлен кожух со щ«алой и подпружиненная рабочей пружиной относительно подвижного кронштейна резьбовая втулка, отличающееся тем, что, с целью повышения
производительности и облегчения эксплуатации, оно снабжено размещенной на трубчатой гайке между ее кольцевым фланцем и подвижным кронштейном дополнительной пружиной, уравновешивающей рабочую пружину, установленным на подпружиненной
резьбовой втулке с возможностью поворота кольцом с двумя упорными выступами и расположенным в подвижном кронштейне упором, подпружиненным в сторону кольца и снабженным винтовым фиксирующим патожение упора зажимом, при это.м улорные выступы кольца расположены в осевом направлении на расстоянии, соответствующем длине сжатия рабочей пружины с усилием сварки.
/J-Д
фие.2
| Устройство для сварки труб из термопластов | 1976 |
|
SU574341A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для сварки пластмассовых труб | 1981 |
|
SU1024289A1 |
| Солесос | 1922 |
|
SU29A1 |
