ИИ
сл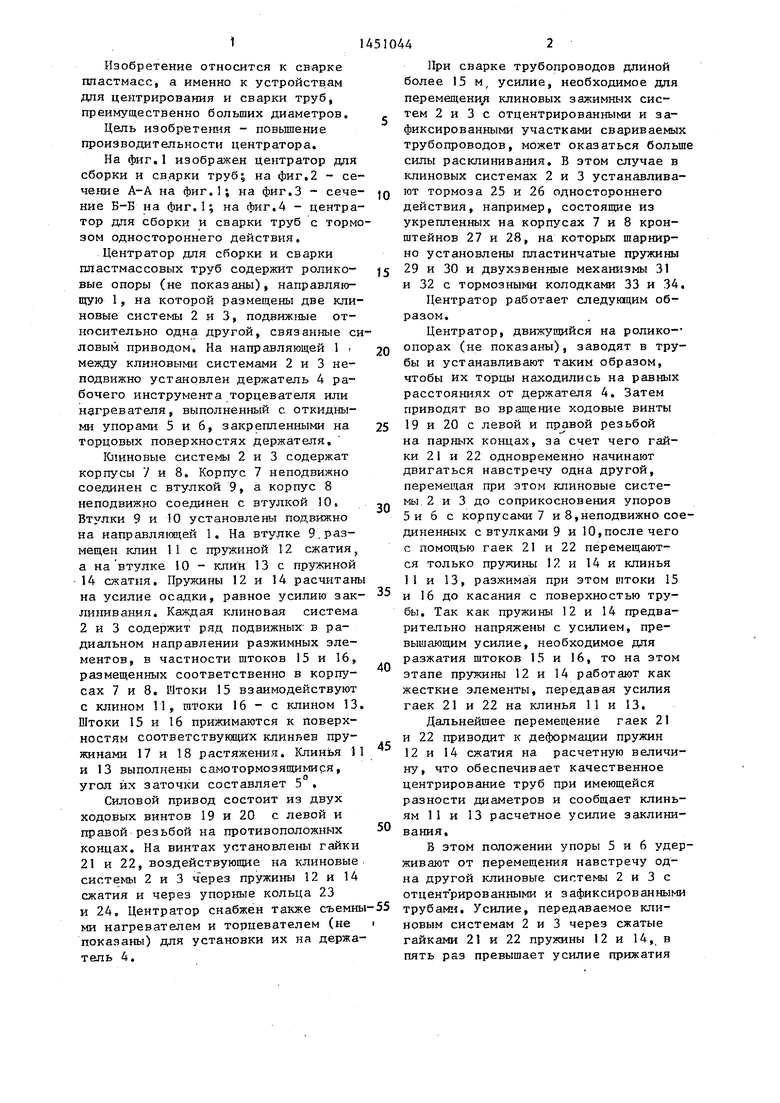
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки труб из термопластов | 1989 |
|
SU1694410A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАСТМАССОВЫХ ТРУБ | 2006 |
|
RU2314923C1 |
| Устройство для контактной сварки пластмассовых деталей | 1985 |
|
SU1326440A1 |
| Устройство для сварки труб из термопластов | 1985 |
|
SU1364491A1 |
| Установка для сборки и сварки трубопроводов | 1978 |
|
SU882714A1 |
| Внутренний центратор | 1983 |
|
SU1126397A1 |
| Привод тянущего типа для тормоза транспортного средства | 1975 |
|
SU869550A3 |
| Устройство для сварки труб из термопластов | 1987 |
|
SU1549774A1 |
| Клиновой пластометр | 1989 |
|
SU1652876A1 |
| Устройство для сварки пластмассовых труб | 1990 |
|
SU1819224A3 |
Изобретение относится к области сварки пластмасс, а именно .к устройствам для центрирования и сварки труб, преимущественно больших диаметров. Цель - повышение производительности центратора,, Для этого он снабжен неподвижно установленным на направляющей между клиновыми зажимными системами держателем рабочего . инструмента, выполненным с откидными упорами на торцовых поверхностях, установленными с возможностью контакта с клиновыми зажимными системами. Клинья последних выполнены самотормозящимися. Для обеспечения сварки труб длиной более 15 м, каждая клиновая система снабжена тормозом одностороннего действия. Кроме того, привод перемещения клиновых зажимных систем выполнен в виде двух проходящих через держатель ходовых винтов с разнонаправленной резьбой на противоположных концах, на которых установлены гайки. 2 з.п, ф-лы, 4 ил. & (Л
й
Изобретение относится к сварке пластмасс, а именно к устройствам для центрирования и сварки труб, преимущественно больших диаметров.
Цель изобретения - повьшение производительности центратора.
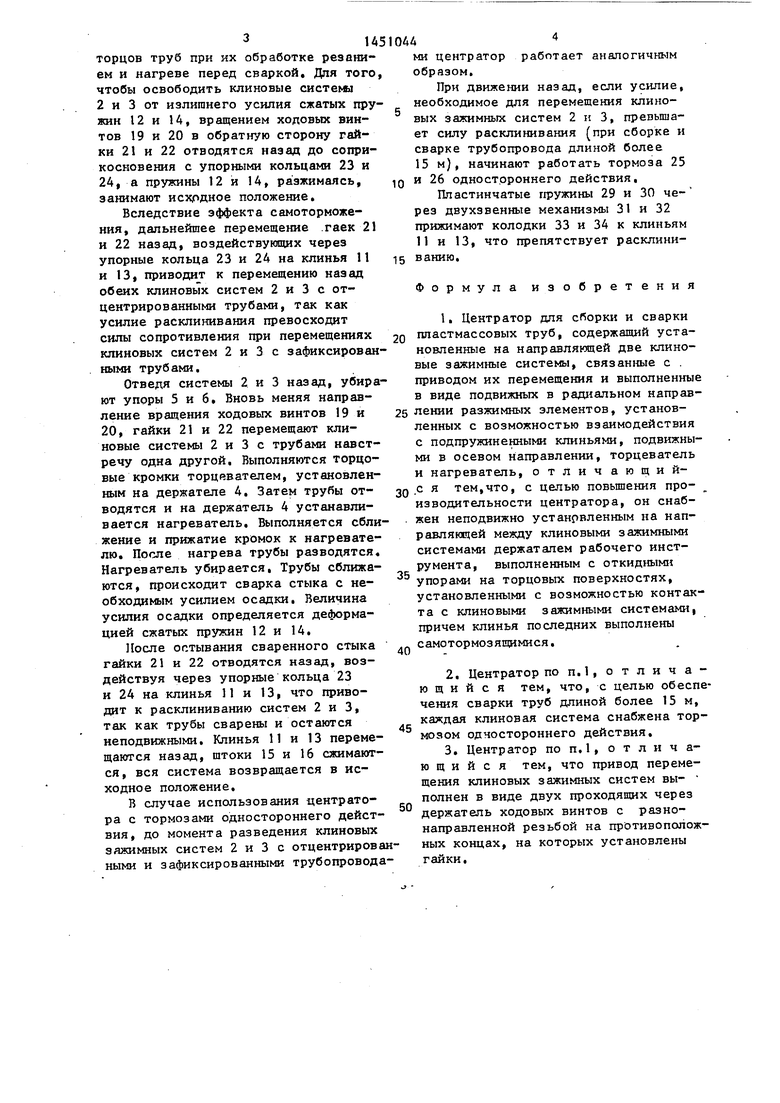
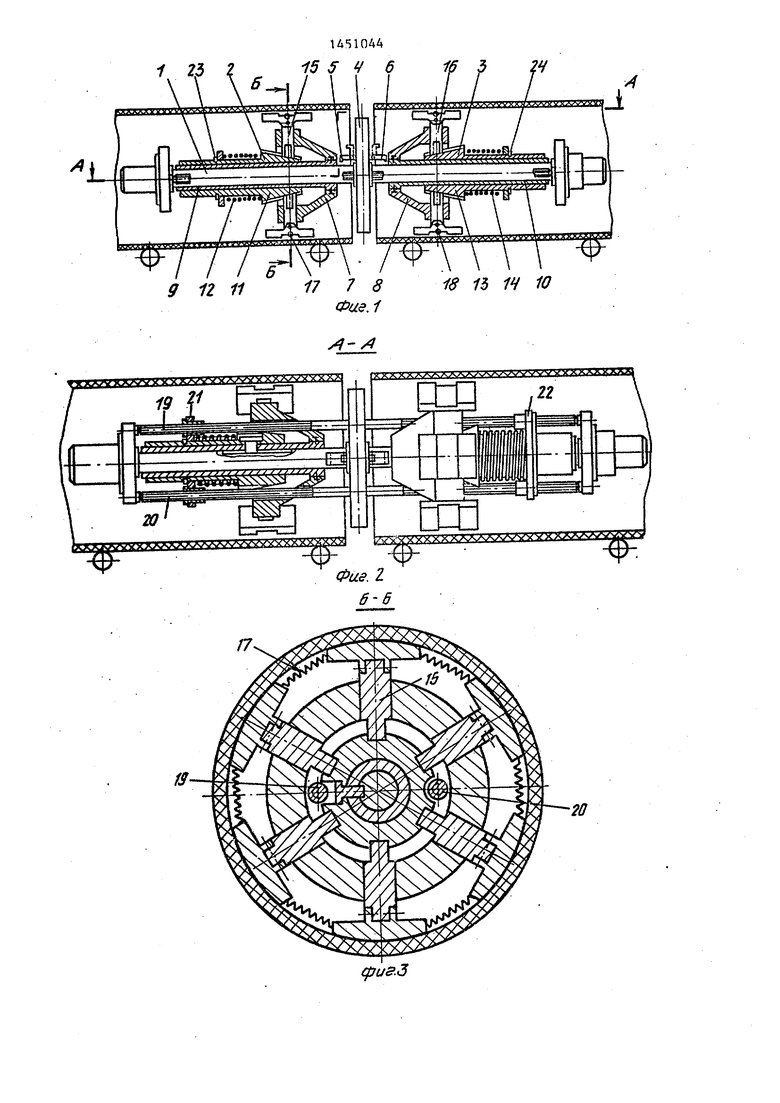
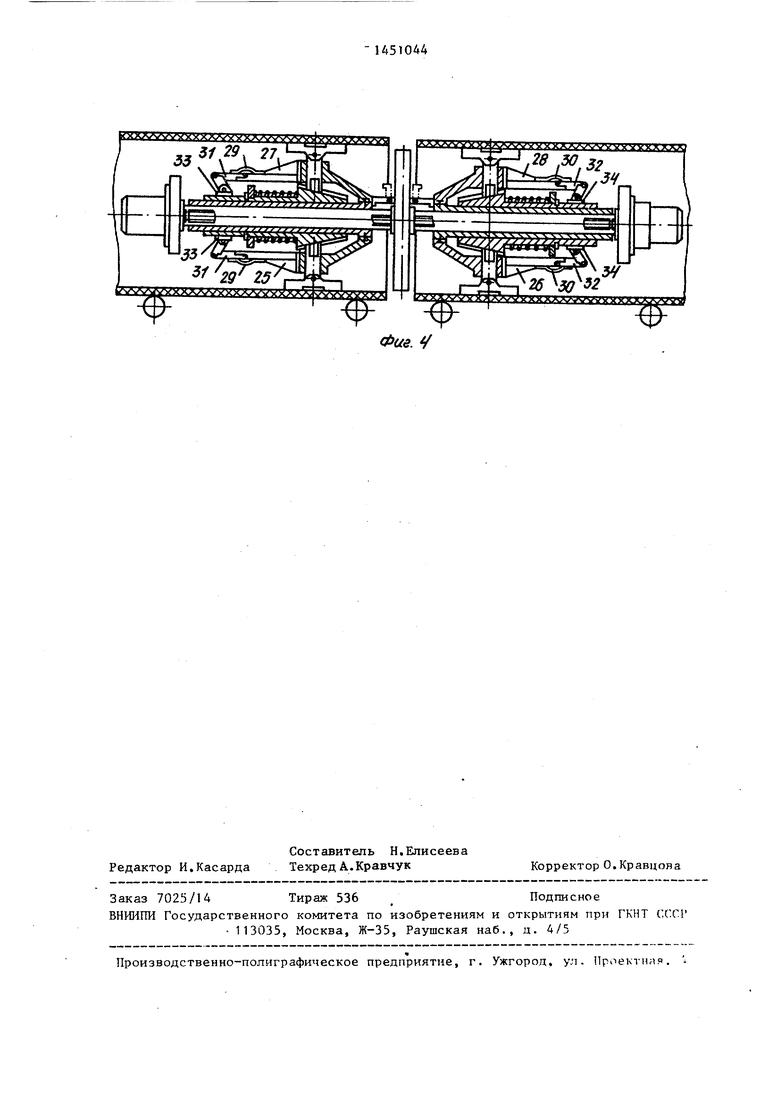
На фиг,1 изображен центратор для сборки и сварки труб; на фиг,2 - сечение А-А на фиг,1; на фиг,3 сечение Б-Б на фиг,1; на фиг,4 - центратор для сборки и сварки труб с тормозом одностороннего действия.
Центратор для сборки и сварки пластмассовых труб содержит роликовые опоры (не показаны), направляющую 1, на которой размещены две клиновые системы 2 и 3, подвижные относительно одна другой, связанные силовым приводом. На направляющей 1 г между клиновыми системами 2 и 3 неподвижно установлен держатель 4 рабочего инструмента торцевателя или нагревателя, выполненный с откидными упорами 5 и 6, закрепленными на торцовых поверхностях держателя,
Юшновые системы 2 и 3 содержат корпусы У и 8, Корпус 7 неподвижно соединен с втулкой 9, а корпус 8 неподвижно соединен с втулкой 0, Втулки 9 и 10 установлены подвижно на направляющей 1. На втулке 9.размещен клин 11 с пружиной 12 сжатия, а на втулке 10 - клин 13 с пружиной 14 сжатия. Пружины 12 и 14 расчитаны на усилие осадки, равное усилию зак- лиьшвания. Каждая клиновая система 2 и 3 содержит ряд подвижных- в радиальном направлении разжимных элементов, в частности штоков 15 и 16, размещенных соответственно в корпусах 7 и 8, Штоки 15 взаимодействуют с клином 11, штоки 16 - с клином 13, Штоки 15 и 16 прижимаются к поверхностям соответствунхцйх клинвев пружинами 17 и 18 растяжения. Клинья 11 и 13 выполнены самотормозящимиря, угол их заточки составляет 5 ,
Силовой привод состоит из двух ходовых винтов 19 и 20 с левой и правой резьбой на противоположных концах. На винтах установлены гайки 21 и 22, воздействующие на клиновые системы 2 и 3 ч ерез пружины 12 и 14 сжатия и через упорные кольца 23
10
15
20
25
30
35
40
45
50
При сварке трубопроводов длиной более 15 м, усилие, необходимое для перемещени,я клиновых зажимных систем 2 и 3 с отцентрированными и зафиксированными участками свариваемы трубопроводов, может оказаться боль силы расклинивания, В этом случае в клиновых системах 2 и 3 устанавлива ют тормоза 25 и 26 одностороннего действия, например, состоящие из укрепленных на корпусах 7 и 8 кронштейнов 27 и 28, на которых щарнир- но установлены пластинчатые пружины 29 и 30 и двухзвенные механизмы 31 и 32 с тормозными колодками 33 и 34
Центратор работает следующим образом.
Центратор, движущийся на роликоопорах (не показаны), заводят в тру бы и устанавливают таким образом, чтобы их торцы находились на равных расстояниях от держателя 4, Затем приводят во вращение ходовые винты 19 и 20 с левой и правой резьбой на парных концах, за счет чего гайки 2 1 и 22 одновременно начинают двигаться навстречу одна другой, перемещая при этом клиновые системы 2 и 3 до соприкосновения упоров 5и 6 с корпусами 7 и 8,неподвижно со диненных с втулками 9 и 10,после чего с помощью гаек 21 и 22 перемещаются только пружины I / и 14 и клинья
11и 13, разжимая при этом штоки 15 и 16 до касания с поверхностью трубы. Так как пружины 12 и 14 предварительно напряжены с усилием, превышающим усилие, необходимое для разжатия штоков 15 и 16, то на этом этапе пружины 12 и 14 работают как жесткие элементы, передавая усилия гаек 21 и 22 на клинья 11 и 13,
Дальнейшее перемеи1ение гаек 21 и 22 приводит к деформации пружин
12и 14 сжатия на расчетную величи ну, что обеспечивает качественное центрирование труб при имеющейся разности диаметров и сообщает клинь ям 11 и 13 расчетное усилие заклини вания,
Б этом положении упоры 5 и 6 уде живают от перемещения навстречу одна другой клиновые системы 2 и 3 с отцентрированными и зафиксированным
и 24, Центратор снабжен также съемны-55трубами. Усилие, передаваемое клими нагревателем и торцевателем (не новым системам 2 и 3 через сжатые
показаны) для установки их на держа-гайками 21 и 22 пружины 12 и 14, в
тель 4,пять раз превышает усилие прижатия
0
5
0
5
0
5
0
5
0
При сварке трубопроводов длиной более 15 м, усилие, необходимое для перемещени,я клиновых зажимных систем 2 и 3 с отцентрированными и зафиксированными участками свариваемых трубопроводов, может оказаться больше силы расклинивания, В этом случае в клиновых системах 2 и 3 устанавливают тормоза 25 и 26 одностороннего действия, например, состоящие из укрепленных на корпусах 7 и 8 кронштейнов 27 и 28, на которых щарнир- но установлены пластинчатые пружины 29 и 30 и двухзвенные механизмы 31 и 32 с тормозными колодками 33 и 34,
Центратор работает следующим образом.
Центратор, движущийся на ролико опорах (не показаны), заводят в трубы и устанавливают таким образом, чтобы их торцы находились на равных расстояниях от держателя 4, Затем приводят во вращение ходовые винты 19 и 20 с левой и правой резьбой на парных концах, за счет чего гайки 2 1 и 22 одновременно начинают двигаться навстречу одна другой, перемещая при этом клиновые системы 2 и 3 до соприкосновения упоров 5и 6 с корпусами 7 и 8,неподвижно соединенных с втулками 9 и 10,после чего с помощью гаек 21 и 22 перемещаются только пружины I / и 14 и клинья
11и 13, разжимая при этом штоки 15 и 16 до касания с поверхностью трубы. Так как пружины 12 и 14 предварительно напряжены с усилием, превышающим усилие, необходимое для разжатия штоков 15 и 16, то на этом этапе пружины 12 и 14 работают как жесткие элементы, передавая усилия гаек 21 и 22 на клинья 11 и 13,
Дальнейшее перемеи1ение гаек 21 и 22 приводит к деформации пружин
12и 14 сжатия на расчетную величину, что обеспечивает качественное центрирование труб при имеющейся разности диаметров и сообщает клиньям 11 и 13 расчетное усилие заклинивания,
Б этом положении упоры 5 и 6 удерживают от перемещения навстречу одна другой клиновые системы 2 и 3 с отцентрированными и зафиксированными
торцов труб при их обработке резанием и нагреве перед сваркой. Для того чтобы освободить клиновые систеьвл 2 и 3 от излишнего усилия сжатых пружин 12 и 14, вращением ходовых винтов 19 и 20 в обратную сторону гайки 21 и 22 отводятся назад до соприкосновения с упорными кольцами 23 и 24, а пружины 12 и 14, разжимаясь, занимают исхрдное положение.
Вследствие эффекта самоторможения, дальнейшее перемещение .гаек 21 и 22 назад, воздействующих через упорные кольца 23 и 24 на клинья 11 и 13, приводит к перемещению назад обеих клиновых систем 2 и 3 с отцентрированными трубами, так как усилие расклинивания превосходит силы сопротивления при перемещениях клиновых систем 2 и 3 с зафиксированными трубами.
Отведя системы 2 и 3 назад, убирают упоры 5 и б. Вновь меняя направление вращения ходовых винтов 19 и 20, гайки 21 и 22 перемещают клиновые системы 2 и 3 с трубами навстречу одна другой. Выполняются торцовые кромки торцевателем, установленным на держателе 4. Затем трубы отводятся и на держатель 4 устанавливается нагреватель. Выполняется сближение и прижатие кромок к нагревателю. После нагрева трубы разводятся Нагреватель убирается, Трубы сближаются, происходит сварка стыка с необходимым усилием осадки. Величина усилия осадки определяется деформацией сжатых пружин 12 и 14.
После остывания сваренного стыка гайки 21 и 22 отводятся назад, воздействуя через упорные кольца 23 и 24 на клинья 11 и 13, что приводит к расклиниванию систем 2 и 3, так как трубы сварены и остаются неподвижными. Клинья 11 и 13 перемещаются назад, штоки 15 и 16 сжимаются, вся система возвращается в исходное положение.
В случае использования центратора с тормозами одностороннего действия, до момента разведения клиновых эяжимных систем 2 и 3 с отцентрировными и зафиксированными трубопровод
10
15
ми центратор работает аналогичным образом.
При движении назад, если усилие, необходимое для перемещения клиновых зажимных систем 2 и 3, превышает силу расклинивания (при сборке и сварке трубопровода длиной более 15 м), начинают работать тормоза 25 и 26 одностороннего действия.
Пластинчатые пружины 29 и 30 че- рез двухзвенные механизмы 31 и 32 прижимают колодки 33 и 34 к клиньям 11 и 13, что препятствует расклиниванию.
Формула изобретения
0
5
5
0
USinAA
15 5 6
9 12 i1
;-x
18 /3 14 10
20
фиг.З
Физ. У
| Авторское свидетельство СССР № 431982, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ВНУТРЕННИЙ ЦЕНТРАТОРПАТЕИШ-Т?ХШН!'^1<Д1|БНБЛ^КО'^^К?^ Ji | 0 |
|
SU352730A1 |
| Солесос | 1922 |
|
SU29A1 |
