Известны устройства для сверхдоводки (суперфинища) беговой дорожки кольца шарикового подшипника с пневматическим приводом осЦИллирования абразивного бруса.
Однако известные устройства не обеспечивают возможности подбора оптимального режима доводки путем раздельного, независимого регулирования частоты и амплитуды осциллирования абразивного бруса.
Предлагаемое устройство этого недостатка не имеет. Это достигается тем, что в пневматическом приводе применен враш,ающинся в неподвижном корпусе цилиндрический золотник с радиальными пазами, попеременно соединяющими через отверстия в корпусе источник ежатого воздуха с внутренними полостями цилиндра доводочной головки, расположенными по обеим сторонам лопатки, сочлененной с инструментальны.м шпинделем.
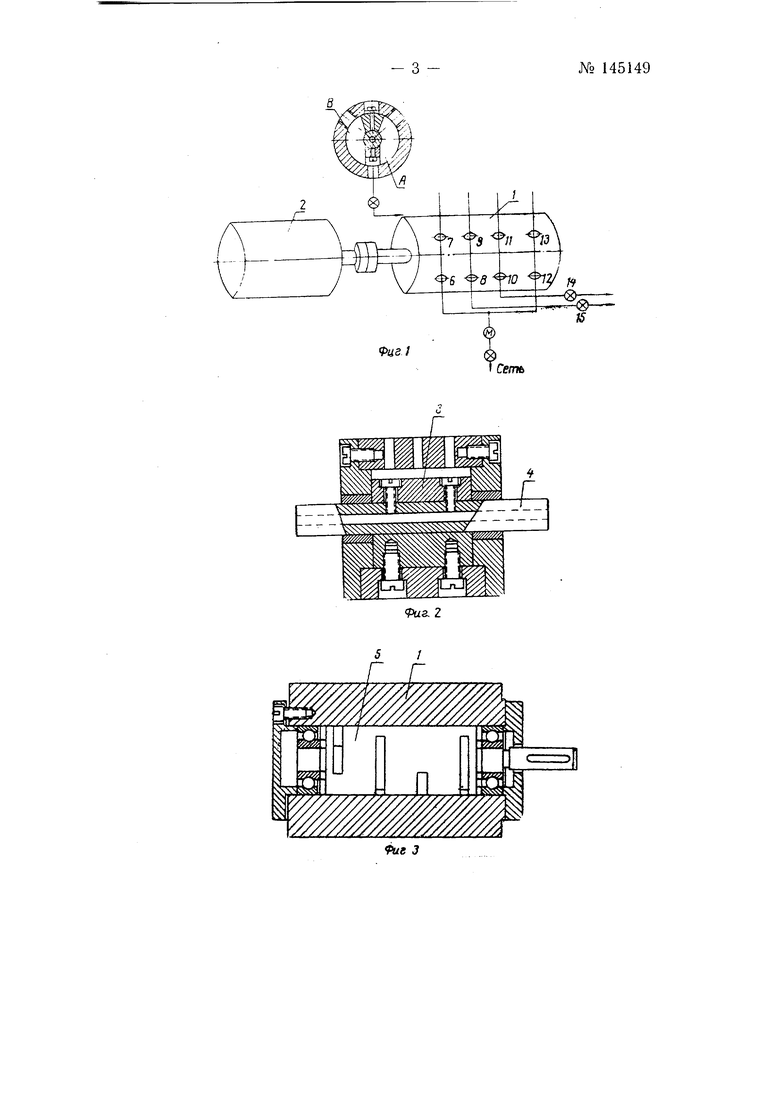
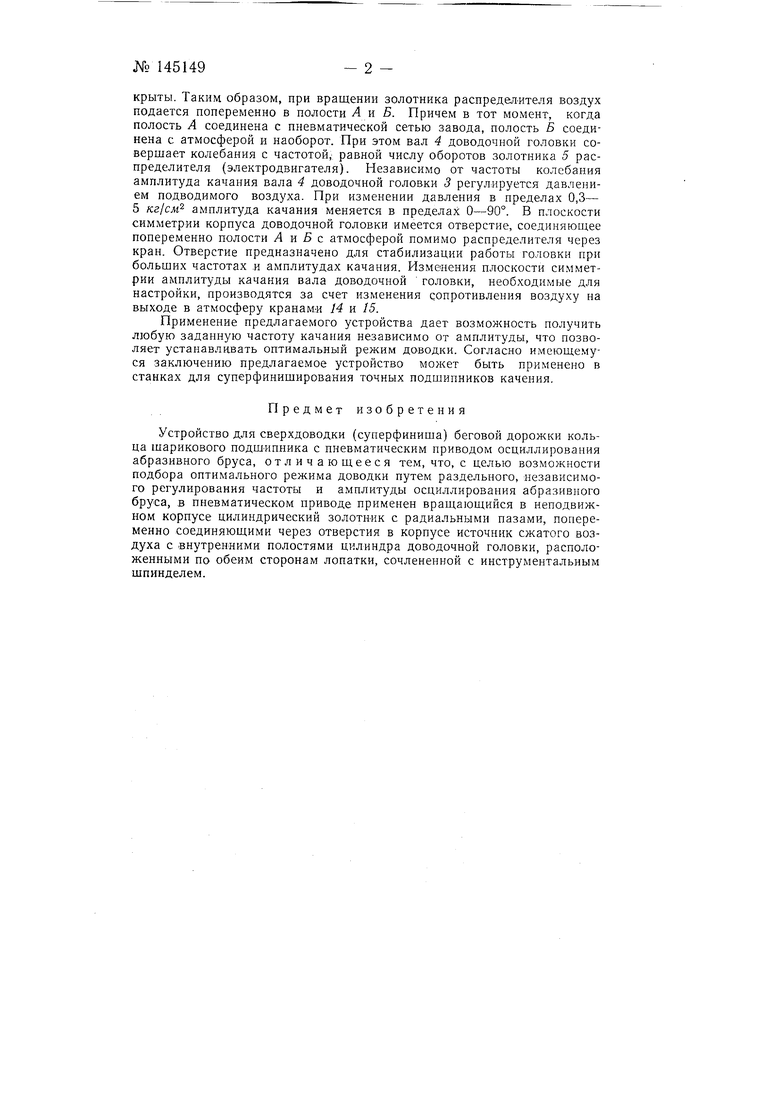
На фиг. 1 изображена принципиальная схема предлагаемого устройства; на фиг. 2 - схематически изображена доводочная головка устройства; на фиг. 3 схематически изображен цилиндрический золотник.
Устройство состоит из распределителя /, приводимого во вращение электродвигателем 2 постоянного тока и доводочной головки , вал 4 которой совершает качательное движение. Золотник 5 распределителя имеет четыре паза, которые в определенной последовательности соединяют попарно отверстия 6 и 7, 8 и 9, 10 к 11, 12 к 13 в корпусе распределителя. Отверстия 6 и 12 соединены с пневмосетыо завода, отверстия 7 и /5 с доводочной головкой 5, а отверстия 8 н 9, 10 н 1} соединяют попарно полости головки Л и S с атмосферой. Пазы золотника распределителя выполнены так, что в тот промежуток времени, когда соединены попарно отверстия 6 н 7, 10 и//, отверстия 8 vi 9, 12 и 13 пере№ 145149- 2 крыты. Таким образом, при вращении золотника распредеЛИтеля воздух подается попеременно в полости А и Б. Причем в тот момент, когда полость А соединена с пневматической сетью завода, полость Б соединена с атмосферой и наоборот. При этом вал 4 доводочной головки совершает колебания с частотой, равной числу оборотов золотника 5 распределителя (электродвигателя). Независимо от частоты колебания амплитуда качания вала 4 доводочной головки 3 регулируется давлением подводимого воздуха. При изменении давления в пределах 0,3- 5 кг/см амплитуда качания меняется в пределах 0-90°. В плоскости симметрии корпуса доводочной головки имеется отверстие, соединяюпдее попеременно полости А и Б с атмосферой помимо распределителя через кран. Отверстие предназначено для стабилизации работы головки при больших частотах .и амплитудах качания. Изменения плоскости симметрии амплитуды качания вала доводочной головки, необходимые для настройки, производятся за счет изменения сопротивления воздуху на выходе в атмосферу кранами }4 и 15.
Применение предлагаемого устройства дает возможность получить любую заданную частоту качания независимо от амплитуды, что позволяет устанавлнвать оптимальный режим доводки. Согласно имеющемуся заключению предлагаемое устройство может быть применено в станках для суперфиниширования точных подшипников качения.
Предмет изобретения
Устройство для сверхдоводки (суперфиниша) беговой дорожки кольца шарикового подШИпника с пневматическим приводом осциллирования абразивного бруса, отличающееся тем, что, с целью возможности подбора оптимального релсима доводки путем раздельного, независимого регулирования частоты и амплитуды осциллирования абразивного бруса, в пневматическом приводе применен вращающийся в неподвижном корпусе цилиндрический золотник с радиальными пазами, попеременно соединяющими через отверстия в корпусе источник сжатого воздуха с |Внутренними полостями цилиндра доводочной головки, расположенными по обеим сторонам лопатки, сочлененной с инструментальным шпинделем.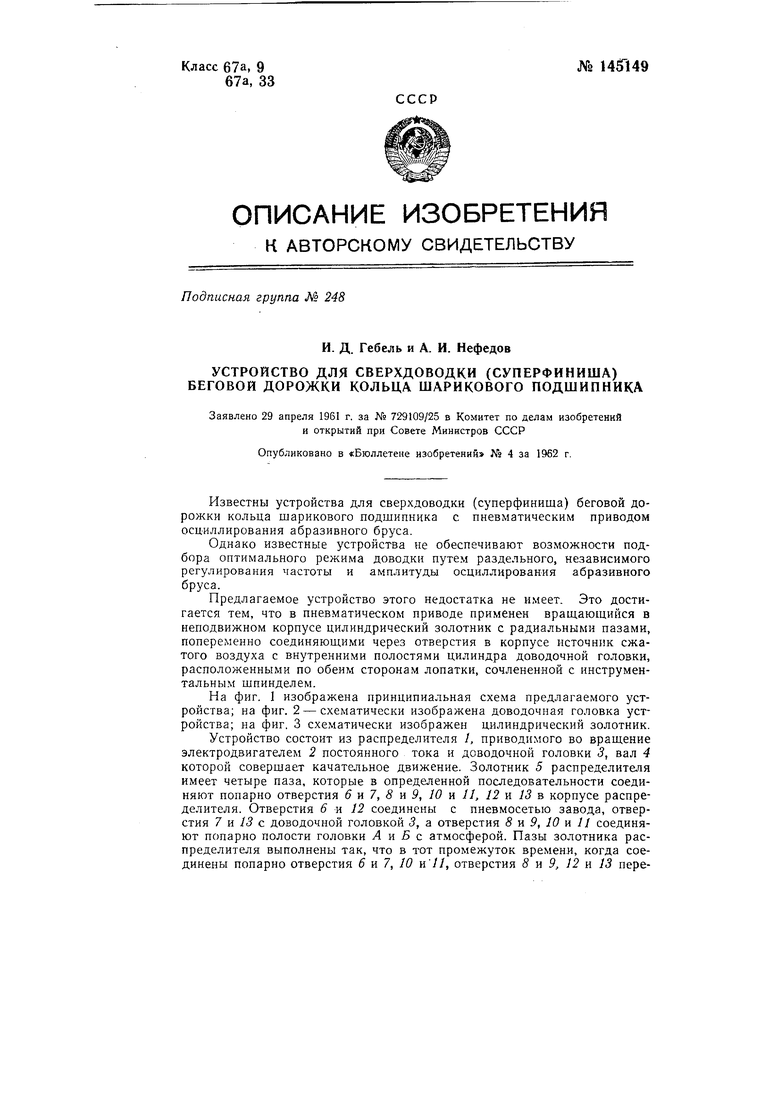
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗОЛОТНИКОВЫЙ РАСПРЕДЕЛИТЕЛЬИзДИйТЬУ-;БИБ..'!!-: | 1972 |
|
SU357377A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228250C2 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 2002 |
|
RU2228249C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ДЕТАЛИ | 1996 |
|
RU2111089C1 |
| Способ обработки поверхности вращения | 1981 |
|
SU1272585A1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ НОМИНАЛЬНО КРУГЛОЙ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2158895C1 |
| НАКЛАДНОЙ КРУГЛОМЕР | 1998 |
|
RU2134404C1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ | 2002 |
|
RU2225785C1 |
| Станки для доводки наружных поверхностей вращения | 1988 |
|
SU1511089A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ИЗДЕЛИЯ И ЛЮНЕТ | 1999 |
|
RU2145917C1 |