Известны полуавтоматы для развальцовки труб, содержащие станину, смонтированные на станине рабочую головку с закрепленным на ней инструментом, установленную на салазках и имеющую возможность перемещения по ним, каретку, перемещающуюся по направляющим станины и обеспечивающую горизонтальное перемещение инструмента, а также устройство для контроля и программирующее устройство.
Предложенный полуавтомат отличается от известного тем, что рабочая головка в нем выполнена в виде двухпорщневого силового цилиндра, в котором щток одного из поршней смонтирован в полом щтоке другого, причем на последнем установлена BTyviKa, удерл ивающая трубу в момент извлечения из нее инструмента. Благодаря этому повыщается производительность труда путем облегчения извлечения рабочего инструмента из заготовки после ее развальцовки.
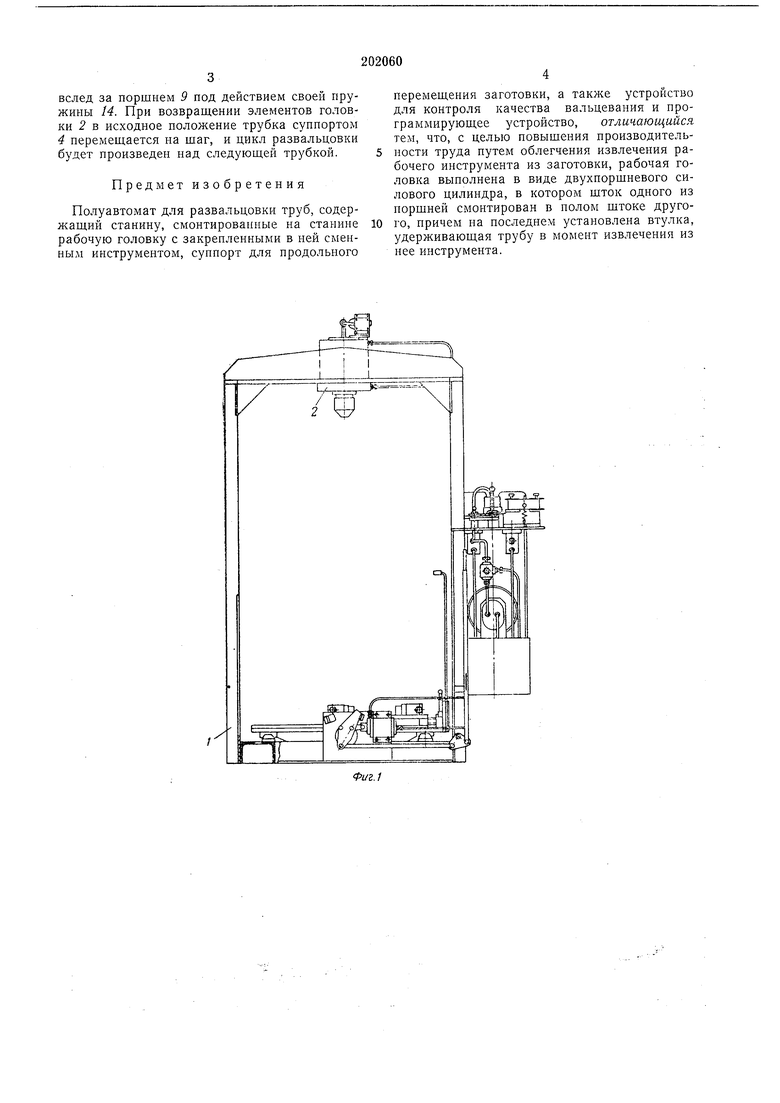
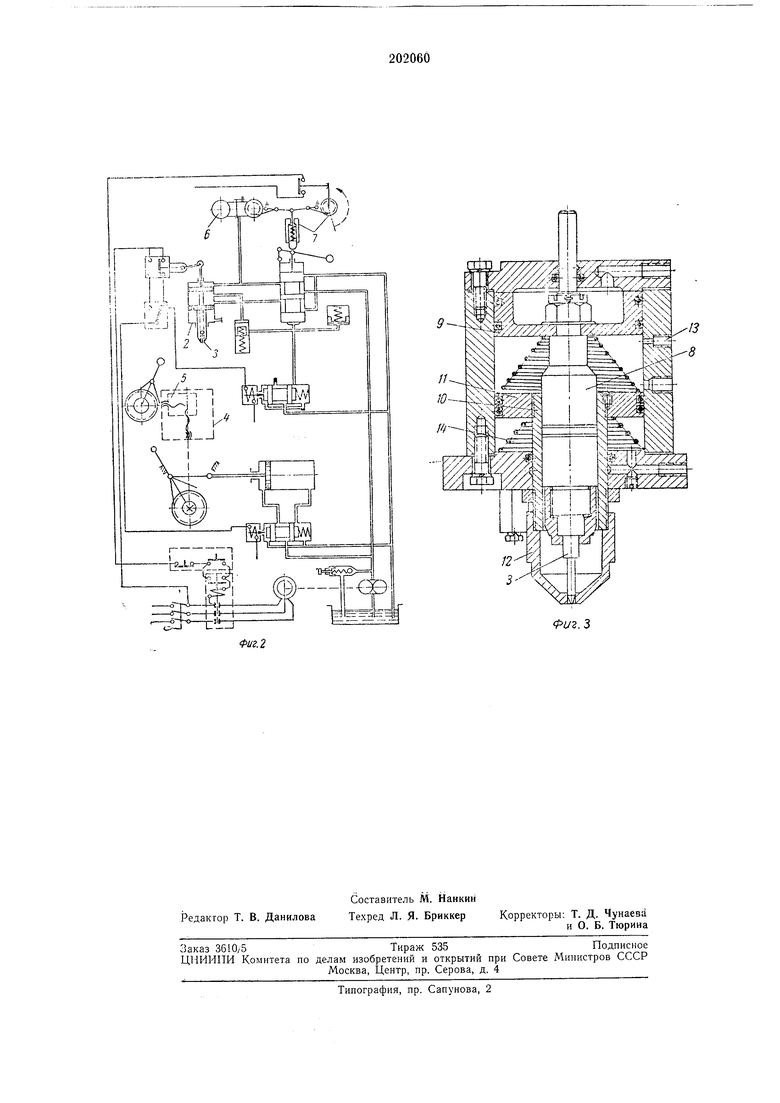
На фиг. 1 изображен предложенный полуавтомат, общий вид; на фиг. 2 - принципиальиая схема полуавтомата; на фиг. 3 рабочая головка, продольный разрез.
Описываемый полуавтомат для развальцовки труб содержит станину /, смонтированные на станине рабочую головку 2 с закрепленным в ней инструментом 3, суппорт 4 продольного перемещения для подачи трубок под
инструмент, верхний суппорт 5, обеспечивающий изменение тата между рядами, а таклсе устройство 6 для контроля качества вальцевания и программирующее устройство 75 Рабочая головка 2 полуавтомата выполнена в виде двухпорщневого силового цилиндра, в котором щток 8 порщня 9 смонтирован в полом щтоке 10 другого порщня //; причем на последнем установлена втулка J2, удерживающая трубу в момент извлечения из нее инструмента.
Полуавтомат работает следующим образом. На верхний суппорт 5 устанавливают изделие или оправку, в которой закреплено изде5 лие.
Развальцовку труб осуществляют движением вниз инструмента 3, перемещаемого порщнем 9. При выполнении этой операции давление над этим порщнем возрастает, что
0 вызывает срабатывание устройства 6 для контроля изделия, и будет записана величина давления, требуемая для развальцовки.
При своем движении вниз порщень 9 перекрывает отверстие 13, давление в полости
5 между порщнями 9 н Л возрастает, и порщень 11 тоже начинает перемещаться вниз, поджимая втулкой 12, торец развальцованной трубки к суппорту 5. Затем порщень 9 начинает перемещаться вверх, извлекая инструвслед за поршнем 9 под действием своей пружины 14. При возвращении элементов головки 2 в исходное положение трубка суппортом 4 перемещается на щаг, и цикл развальцовки будет произведен над следующей трубкой.
Предмет изобретения
Полуавтомат для развальцовки труб, содерл ащий станину, смонтированные на станине рабочую головку с закрепленными в ней сменным инструментом, суппорт для продольного
перемещения заготовки, а также устройство для контроля качества вальцевания и программирующее устройство, отличающийся тем, что, с целью повышения производительности труда путем облегчения извлечения рабочего инструмента из заготовки, рабочая головка вынолнена в виде двухпоршневого силового цилиндра, в котором шток одного из поршней смонтирован в полом штоке другого, причем на последнем установлена втулка, удерживающая трубу в момент извлечения из нее инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод высокоскоростного молота | 1983 |
|
SU1142206A1 |
| Правильно-отрезное устройство | 1977 |
|
SU689756A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ РАЗВАЛЬЦОВКИ КОНЦОВ ТРУБ | 1969 |
|
SU254457A1 |
| Полуавтомат для развальцовки труб в трубных решетках аппаратов | 1960 |
|
SU145205A1 |
| Полуавтомат для пространственной гибки труб | 1986 |
|
SU1378985A1 |
| Станок для обкатки трубчатых заготовок | 1987 |
|
SU1459790A1 |
| ПОЛУАВТОМАТ ДЛЯ | 1970 |
|
SU287503A1 |
| ЛТЕНТНО- , 'ПХ/ШЧЕСКля ' ШПИНДЕЛЬНАЯ ГОЛОВКА ДЛЯ ПОДРЕЗНЫХ РАБОТ ^ "'^'^•^^WOTEJfA | 1969 |
|
SU249147A1 |
| Гидравлический пресс | 1981 |
|
SU1043035A1 |
| ДВУСТОРОННИЙ ПОЛУАВТОМАТf7-f1fif:Ч-' »е^ I ! t'^ | 1971 |
|
SU415096A1 |
./ г/ч гЬ-4- 1
I
