1
Изобретение относится к обработке металлов давлением и может быть использовано при конструировании валков прокатных станов, предназначенных для электропластическо11 деформации тонких лент, преимущественно из тугоплавких металлов и сплавов.
Целью изобретения является упрощение конструкции и повышение надежности электрического контакта.
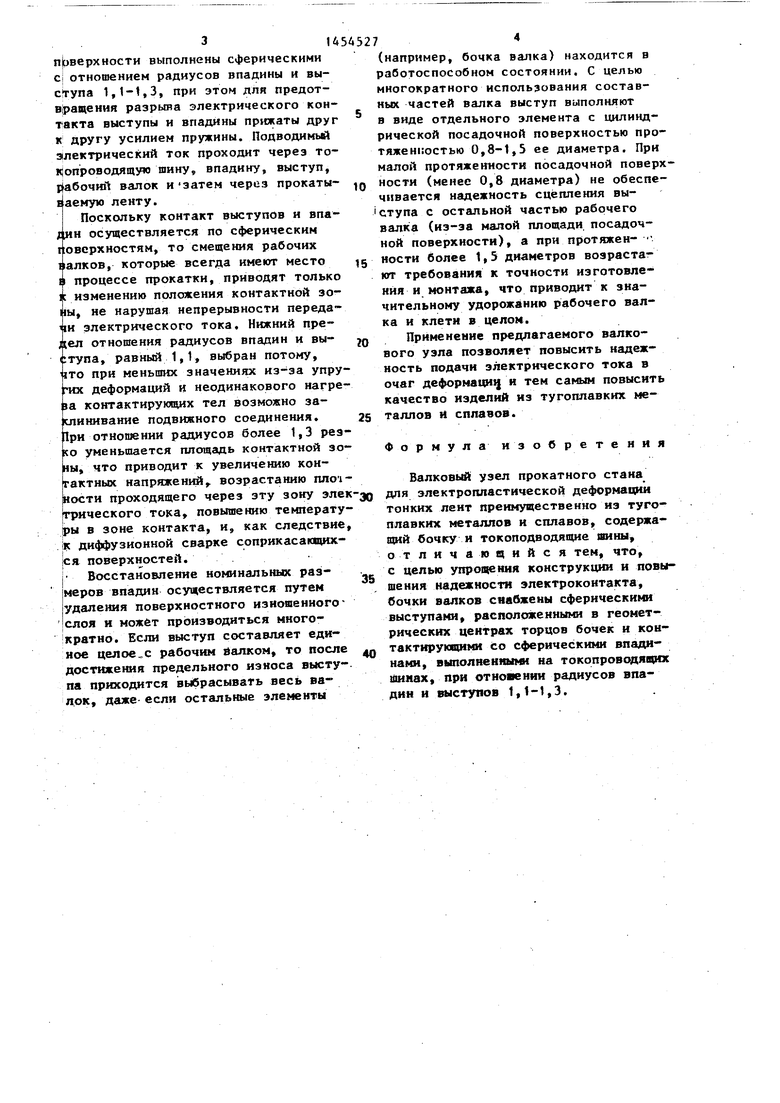
На фиг. 1 изображена клеть прокатного стана в многовалковом варианте, вид в плане; на фиг. 2 - разрез А-А на фиг. 1.
Кпеть состоит из станины 1, приводных опорных валков 2 и непривод- ных рабочих валков 3, содержащих сферические выступы 4. Токопроводя- щая шина 5 устройства для подвода
.
к рабочим валкам электрического тока высокой плотности содержит сферическую впадину 6, контакт которой со сферическим выступом 4 обеспечивается 5 с помощью пружины 7, Сферический выступ 4 может составлять ед1 1ное целое с рабочим валком 3 или выполнен в виде отдельного элемента с цилиндрической посадочной поверхностью. 1Q Прокатываемая лента 8 находится между рабочими валками 3,
Устройство работает следующим образом.
. Сферический выступ вращается вме- t5 сте с рабочим валком- и соприкасается со сферической впадиной неподвижной toкoпpoвoдящeй пшны 6. Для обеспе- чения надежного контакта между впадиной и выступом их контактирующие
|
СП
д 8
1454527
пЬверхности выполнены сферическими с отношением радиусов впадины и вы- cfryna 1,1-1,3, при этом для предот- в|ращения разрыва электрического кон- такта выступы и впадины прнжаты друг к другу усилием пружины. Подводимый электрический ток проходит через то- «опроводящую шину, впадину, выступ, рабочий валок и -затем через прокаты- Q ваемую ленту.
Поскольку контакт выступов и впа- лин осуществляется по сферическим поверхностям, то смещения рабочих налков, которые всегда имеют место 5 II процессе прокатки, приводят только к изменению положения контактной зоны, не нарушая непрерывности передачи электрического тока. Нижний предел отношения радиусов впадин и вы- 0 ступа, равный 1,1, выбран потому, что при меньших значениях из-за упругих деформаций н неодинакового нагре- sa контактирующих тел возможно за- шинивание подвижного соединения. 25 1ри отношении радиусов более 1,3 резко уменьшается площадь контактной зоны, что приводит к увеличению контактных напряжений,, возрастанию пло 1(например, бочка валка) находится в работоспособном состоянии. С целью многократного использования состав- ньк частей валка выступ выполняют в виде отдельного элемента с цилинд рической посадочной поверхностью пр тяженностью 0,8-1,5 ее диаметра. Пр малой протяжениости посадочной пове ности (менее 0,8 диаметра) не обесп чивается надежность сцепления вы- iступа с остальной частью рабочего валка (из-за малой площади посадочной поверхности), а при протяжен- ности более 1,5 диаметров возрастают требования к точности изготовления и монтажа, что приводит к значительному удорожанию рабочего валка и клети в целом.
Применение предлагаемого валкового узла позволяет повысить надежность подачи электрического тока в очаг деформаци1| к тем самым повысит качество изделий из тугоплавких металлов и сплавов.
Формула
изобретени
Валковый узел прокатного стана
гактных напряжении,, возрак-штии iw.....«-- ,- ности проходящего через эту зону элек-эо ДЛЯ электропластической деформации
.. I.,.. г ъ жьллЛ1ГЪГ ПО UTfO МЧ TVP
грического тока, повышению температу- ы в зоне контакта, и, как следствие, 1к диффузионной сварке соприкасакщик- |ся поверхностей.
Восстановление номинальных размеров впадин осуществляется путем удаления поверхностного изношенного- слоя и может производиться многократно. Если выступ составляет единое целое.,с рабочим йалком, то после достижеиия предельного износа выступа приходится выбрасывать весь валок, даже если остальные элементы
35
40
тонких лент преимущественно из туг плавких металлов и сплавов, содерж щий бочку и токоподводящие шины, отличающийся тем, что, с целью упрощения конструкции и по шения надежности электроконтакта, бочки валков сяабжены сферическими выступами расположенными в геомет рических центрах торцов бочек и ко тактирующими со сферическими впади нами, выполненными на токопроводящ шинах, при отноиении радиусов впадин и выступов 1,1-1,3.
7
(например, бочка валка) находится в работоспособном состоянии. С целью многократного использования состав- ньк частей валка выступ выполняют в виде отдельного элемента с цилиндрической посадочной поверхностью протяженностью 0,8-1,5 ее диаметра. При малой протяжениости посадочной поверхности (менее 0,8 диаметра) не обеспечивается надежность сцепления вы- iступа с остальной частью рабочего валка (из-за малой площади посадочной поверхности), а при протяжен- ности более 1,5 диаметров возрастают требования к точности изготовления и монтажа, что приводит к значительному удорожанию рабочего валка и клети в целом.
Применение предлагаемого валкового узла позволяет повысить надежность подачи электрического тока в очаг деформаци1| к тем самым повысить качество изделий из тугоплавких металлов и сплавов.
Формула
изобретения
Валковый узел прокатного стана
....«-- , электропластической деформации
ДЛЯ электропластической деформации
I.,.. г ъ жьллЛ1ГЪГ ПО UTfO МЧ TVP
тонких лент преимущественно из тугоплавких металлов и сплавов, содержащий бочку и токоподводящие шины, отличающийся тем, что, с целью упрощения конструкции и повышения надежности электроконтакта, бочки валков сяабжены сферическими выступами расположенными в геометрических центрах торцов бочек и контактирующими со сферическими впадинами, выполненными на токопроводящих шинах, при отноиении радиусов впадин и выступов 1,1-1,3.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплекты рабочих валков чистовой группы листового стана кварто и способ подготовки и эксплуатации комплектов рабочих валков чистовой группы листового стана кварто в течение кампании | 1989 |
|
SU1678473A1 |
| КЛЕТЬ КВАРТО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2004 |
|
RU2262999C1 |
| Многовалковая прокатная клеть | 1978 |
|
SU766679A1 |
| Комплект рабочих валков | 1986 |
|
SU1349815A1 |
| ЗАДАЮЩАЯ КЛЕТЬ НЕПРЕРЫВНОГО ПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2006 |
|
RU2325961C1 |
| Прокатный валок | 1985 |
|
SU1319954A1 |
| Прокатный валок | 1987 |
|
SU1431882A1 |
| Прокатный валок | 1981 |
|
SU986526A1 |
| Способ термической обработки валков прокатных станов | 2023 |
|
RU2816704C1 |
| Способ эксплуатации опорных валков непрерывных широкополосных прокатных станов | 2022 |
|
RU2795664C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при конструировании валков прокатных станов, предназначенных для эаектропластической деформации тонких лент, преимущественно для тугоплавких металлов и сплавов. Цель изобретения - упрощение конструкции и повышение надежности электроконтакта. Устройство характеризуется тем, что торт цы бочек снабжены сферическими выступами, расположенными в геометрических центрах торцов, а токопро- водящие шины выполнены со сферическими выступами, контакт 1рующие между собой. Соотношение радиусов впадин и выступов составляет 1,1-1,3. 2 ил.
Фие.2
| Валок с электроконтактным нагревом | 1982 |
|
SU1024130A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Клеть прокатного стана с электро-КОНТАКТНыМ НАгРЕВОМ | 1979 |
|
SU831232A1 |
