(54) КЛЕТЬ ПРОКАТНОГО СТАНА С ЭЛЕКТРОКОНТАКТНЫМ
НАГРЕВОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 1999 |
|
RU2173226C2 |
| Способ обработки сварного шва | 1978 |
|
SU796241A1 |
| СПОСОБ ТЕПЛОВОЙ ПРОКАТКИ ПОЛОСЫ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1990 |
|
RU2009735C1 |
| Стан для прокатки непрерывного слитка | 1975 |
|
SU588697A1 |
| Валковый узел прокатного стана для электропластической деформации тонких лент | 1987 |
|
SU1454527A1 |
| Прокатная клеть | 1979 |
|
SU787125A1 |
| Способ изготовления многослойной ленты и устройство для его осуществления | 1980 |
|
SU867569A1 |
| Стан для прокатки металлов с электроконтактным нагревом | 1980 |
|
SU865439A1 |
| Способ охлаждения прокатных валков | 1981 |
|
SU995932A1 |
| Прокатная клеть для прокатки с электроконтактным нагревом | 1977 |
|
SU631222A1 |
Изобретение относится к прокатному оборудованию и наиболее эффективно может быть использовано при прокатке с электроконтактным нагревом.
Известна клеть рулонной реверсивной прокатки с нагревом прокатываемого материала в очаге деформации электроконтактным способом. Подвод и съем тока с прокатываемой ленты осуществляется на разных рулонах и к валкам рабочей клети ток не подводится 1 . . .
Недостатком данного устройства является то, что нагрев прокатываемого материала происходит не только на участке перед рабочей клетью и в очаге деформации, но и после рабочей клети. Это не позволяет нагревать металл в очаге деформации до нужной температуры и приводит к перегреву металла после прокатки.
Известна также клеть прокатного стана с электроконтактным нагревом, содержащая станину, валки и устройство для подвода тока к ним, со щетками 2.
Однако при контакте токоподводящих щеток с рабочей поверхностью опорного
валка происходит ее повыщенный износ, что сказывается на качестве прокатываемого материала. Кроме того, при сколе материала токоподводящих щеток, крощка попадает в очаг деформации, что приводит к выходу из строя рабочих валков и браку получаемой продукции. При этом расположение токоподводящих щеток по бочке валка приводит к увеличению габаритов станины рабочей клети и затрудняет перевалку валков.
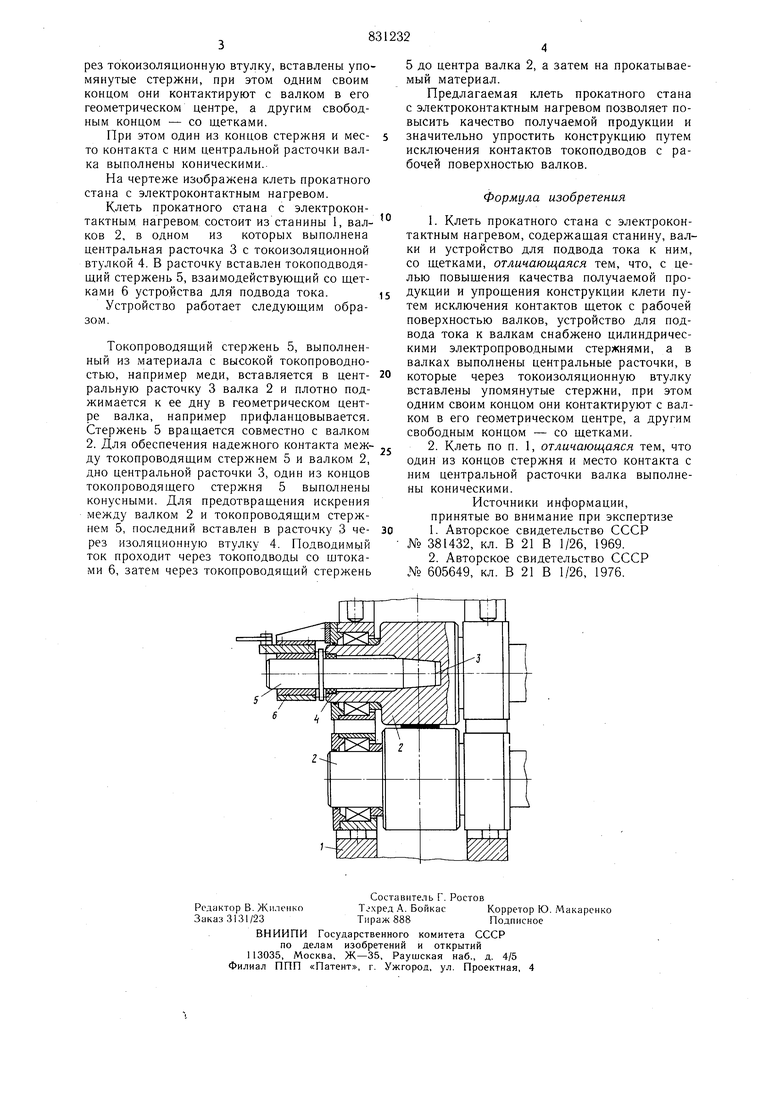
Цель изобретения - повыщение качества получаемой продукции и упрощение конструкции клети путем исключения контактов токоподводов с рабочей поверхностью валков.
Поставленная цель достигается тем, что в клети прокатного стана с электроконтактным нагревом, содержащей станину, валки и устройство щя подвода тока к ним, со щетками, устройство для подвода тока к валкам снабжено цилиндрическими электропроводными стержнями, а в валках выполнены центральные расточки, в которые че
