Фмг.
10
20
25
30
I Изобретение OTHOCHTCJI к средствам I автоматизации кузнечно-прессового оборудования и может быть использовано для ориентации ранее отрезанных на ножницах из листа заготовок, отделения их от отходов, перемещения на средства автоматизации и являет- iся дополнительным к основному авт. св„ № 1234011.
i ЦелЬ изобретения - расширение тех- ; нологических возможностей путем деления основных деталей от отходов и мелких деталей,
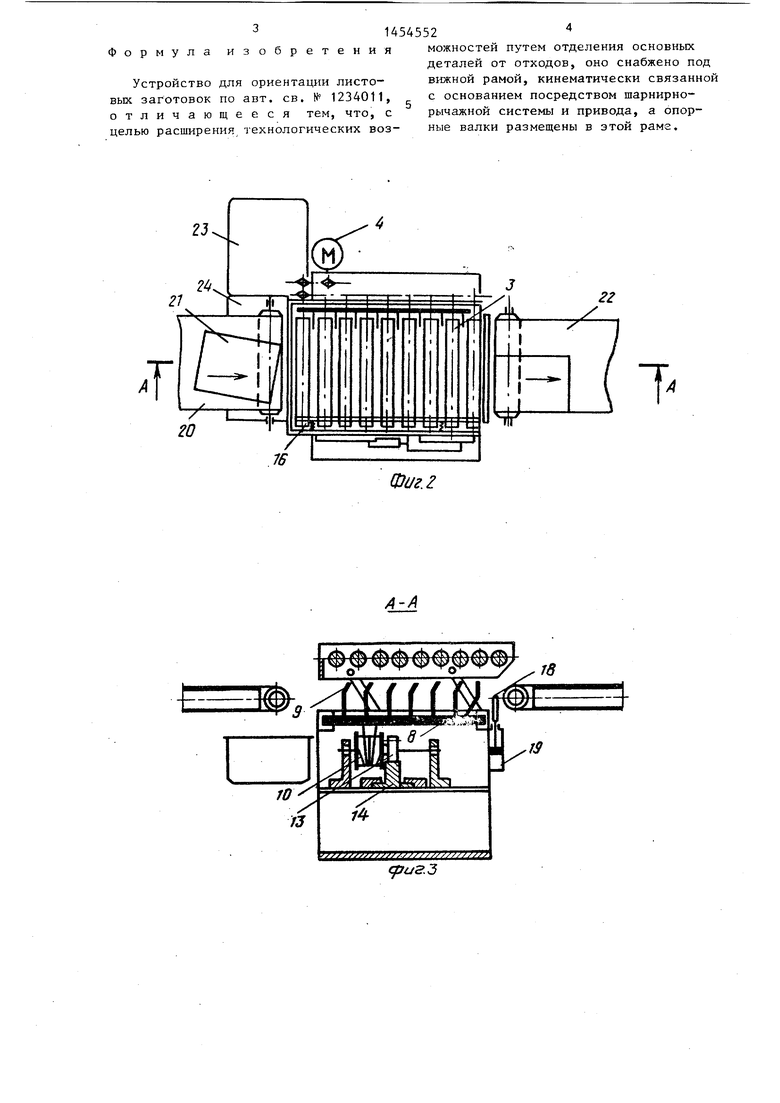
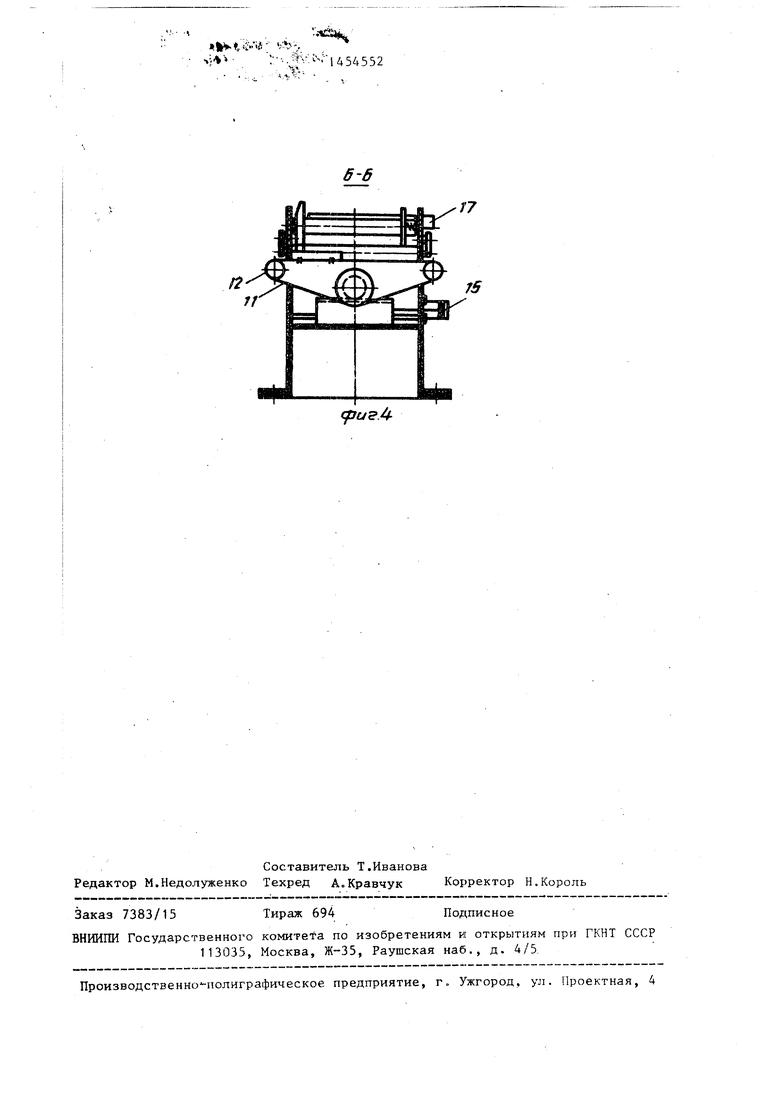
На фиг.1 изображено устройство, 15 общий вид, спереди5 на фиг.2 - то же, вид сверхуj на фиг.З - разрез А-А на фиг.2, на фиг.4 - разрез Б-Б на фиг.1.
Устройство содержит основание 1, несущее раму 2 с валками 3 и приводом 4. Рама 2 соединена с основанием 1 с помощью рычагов 5 и 6, перемещаемых пневмощшиндром 7.
Рьмаг 5 представляет собой жесткую изогнутую конструкцию, имеющую два отверстия по концам для шарнирного соединения со штоком пневмо- цилиндра 7 и рамой 2, и одно отверстие посередине для шарнирного соединения с основанием 1, посредством которого рычаг 5, вращаясь, поднимает раму 2 с валками 3.
Второй рычаг 6 расположен параллельно рычагу 5 (фиг.1) и равен плечу, соединенному с рамой 2, и служит для параллельного перемещения рамы 2 с валками 3. Таких рычагов два () и они расположены с двух сторон.
Внутри основания 1 установлена ползушка 8 с гребенкой 9, .зубья которой проходят между вгшками 3 и выступают над ними в их нижнем положении. Под ползушкой 8 закреплен барабан 10 с намотанным на него тросом 11, кoнIJ l которого через шкивы 12 соединены с ползушкой 8. Ось барабана 10 с помощью зубчатого колеса 13 и рейки 14 соединена с пневмо- цилиндром 15. Подпружиненная планка 16, взаимодействующая с конечным выключателем 17, установлена над валками 3. На основании 1 установлен упор 18, перемещаемый пневмоцилинд- ром 19. На транспортере выноса 20 расположен лист 21, а на транспортере перемещения 2Ъ этот же лист сориентированньш. Внизу под транс1454552
портером выноса размещены емкости 23 и 24 для мелких деталей и отходов.
Устройство для ориентации листа работает следующим образом.
Элементы листа, ранее отрезанные на ножницах с взаимно перпендикулярными ножами, поочередно падают на транспортер 20 выноса, который выносит их до устройства ориентации.
Устройство ЧПУ ножниц следит за последовательностью раскроя листа на основные детали, детали мелкие и отходы. При выносе из под ножниц детали 21, которую необходимо ориентировать, она с помощью валков 3, приводимых во вращение приводом 4 перемещается до упора 18. Деталь 21, упер35
40
45
50
55
шись в упор 18, выравнивается, замыкая конечные выключатели, которые выдают сигнал в ЧПУ. ЧПУ выдает сигнал на включение цилиндра 15. Шток цилиндра 15 перемещает рейку 14, которая вращает зубчатое колесо 13 вместе с барабаном 10. Трос 11,- наматываясь на барабан 10 через шкивы 12, перемещает ползушку 8 с гребенкой 9, зубья которой захватывают деталь 21 и перемещают ее к базовой планке 16. Деталь 21, упираясь в подпружиненную базовую планку 16, выравнивается и, перемещаясь вместе с планкой 16, замыкает конечньй выключатель 17, которьм выдает сигнал в ЧПУ. ЧПУ выдает команду на возврат ползушки 8 в исходное положение и опускание упора 18 посредством пнев- моцилиндра 19. Деталь 21 сориентирована и перемещается на транспортер 22 для дальнейшей обработки и складирования. Если по техпроцессу раскроя листа на ножницах деталь 21 идет одна за другой, в этом случае подается команда на подъем упора 18 для повторения цикла.
Когда отрезаются мелкие детали или отходы в виде обрезков, ЧПУ выдает команду на включение пневмоци- линдра 7, которьй посредством равноплечих рычагов 5 и 6, расположенных с двух сторон основания и шарнирно связанных с ним и с рамой 2, поднимает раму 2 с валками 3 вокруг шарнира, закрепленного на основании 1 (фиг.З). Мелкие детали или обрезки не могут попасть на рольганг и падают в емкости 23 и 24.
В момент опускания и подъема рамы 2 упор 1В находится в нижнем положен
0
5
0
5
0
45
50
55
шись в упор 18, выравнивается, замыкая конечные выключатели, которые выдают сигнал в ЧПУ. ЧПУ выдает сигнал на включение цилиндра 15. Шток цилиндра 15 перемещает рейку 14, которая вращает зубчатое колесо 13 вместе с барабаном 10. Трос 11,- наматываясь на барабан 10 через шкивы 12, перемещает ползушку 8 с гребенкой 9, зубья которой захватывают деталь 21 и перемещают ее к базовой планке 16. Деталь 21, упираясь в подпружиненную базовую планку 16, выравнивается и, перемещаясь вместе с планкой 16, замыкает конечньй выключатель 17, которьм выдает сигнал в ЧПУ. ЧПУ выдает команду на возврат ползушки 8 в исходное положение и опускание упора 18 посредством пнев- моцилиндра 19. Деталь 21 сориентирована и перемещается на транспортер 22 для дальнейшей обработки и складирования. Если по техпроцессу раскроя листа на ножницах деталь 21 идет одна за другой, в этом случае подается команда на подъем упора 18 для повторения цикла.
Когда отрезаются мелкие детали или отходы в виде обрезков, ЧПУ выдает команду на включение пневмоци- линдра 7, которьй посредством равноплечих рычагов 5 и 6, расположенных с двух сторон основания и шарнирно связанных с ним и с рамой 2, поднимает раму 2 с валками 3 вокруг шарнира, закрепленного на основании 1 (фиг.З). Мелкие детали или обрезки не могут попасть на рольганг и падают в емкости 23 и 24.
В момент опускания и подъема рамы 2 упор 1В находится в нижнем положении.
Формула изобретения
Устройство для ориентации листовых заготовок по авт. св. № 1234011, отличающееся тем, что, с
можностей путем отделения основных деталей от отходов, оно снабжено под вижной рамой, кинематически связанной с основанием посредством шарнирно- рычажной системы и привода, а опор
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации листовых заготовок | 1984 |
|
SU1234011A1 |
| Технологическая линия | 1969 |
|
SU327736A1 |
| УСТРОЙСТВО для СОРТИРОВКИ ДЕТАЛЕЙ И ОТХОДОВ | 1966 |
|
SU181479A1 |
| Установка для многономенклатурной штамповки полосового материала | 1989 |
|
SU1745396A1 |
| Установка для резки рулонного материала | 1985 |
|
SU1349907A1 |
| ПЕРЕДВИЖНОЙ УПОР ДЛЯ ОСТАНОВКИ РАСКАТА ПЕРЕД ОБРЕЗКОЙ ПЕРЕДНЕГО КОНЦА И ЗАДАЧЕЙ В КЛЕТЬ «ТРИО» | 1970 |
|
SU263539A1 |
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |
| Установка для многономенклатурной штамповки полосового материала | 1989 |
|
SU1682019A1 |
| Установка для раскроя листового материала | 1984 |
|
SU1146146A1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ ЛИСТОВОГО МАТЕРИАЛА | 1992 |
|
RU2043814C1 |
Изобретение относится к средствам автоматизации кузнечно-прессе- вого оборудования и м.б. использовано для ориентации ранее отрезанных на ножницах из листа заготовок и отм т / деления их от отходов. Цель - рас- ширение технологических возможностей путем отделения основных деталей от отходов. Обрезанная основная деталь перемещается с помощью валков 3 до упора и выравнивается с одной стороны. Затем деталь захватывается гребенкой, расположенной на ползушке, и,упираясь в подпружиненную планку, вьфавнивается с другой стороны. Сориентированная деталь перемещается на транспортер для дальнейшей обработки. Когда отрезаются отходы, выдается сигнал на включение пневмоцяпинд- ра 7, который посредством рычагов 5 и 6 поднимает раму 2 с валками 3 вверх. Рычаги 5 и 6 расположены с двух сторон основания 1 и таарнирно связаны с ним и с рамой 2. Таким образом, отходы не могут попасть на рольганг и падаю г в емкости, 4 ил. J е S О)
целью расширения, технологических воз- ные валки размещены в этой раме.
Фиг. г
(риг.З
.. . .
:.5 - l454552
. „ - .
сриг.
Составитель Т.Иванова Редактор М.Недолуженко Техред АО Кравчук Корректор Н.Король
Заказ 7383/15
Тираж 694
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственное-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Подписное
| Устройство для ориентации листовых заготовок | 1984 |
|
SU1234011A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
