W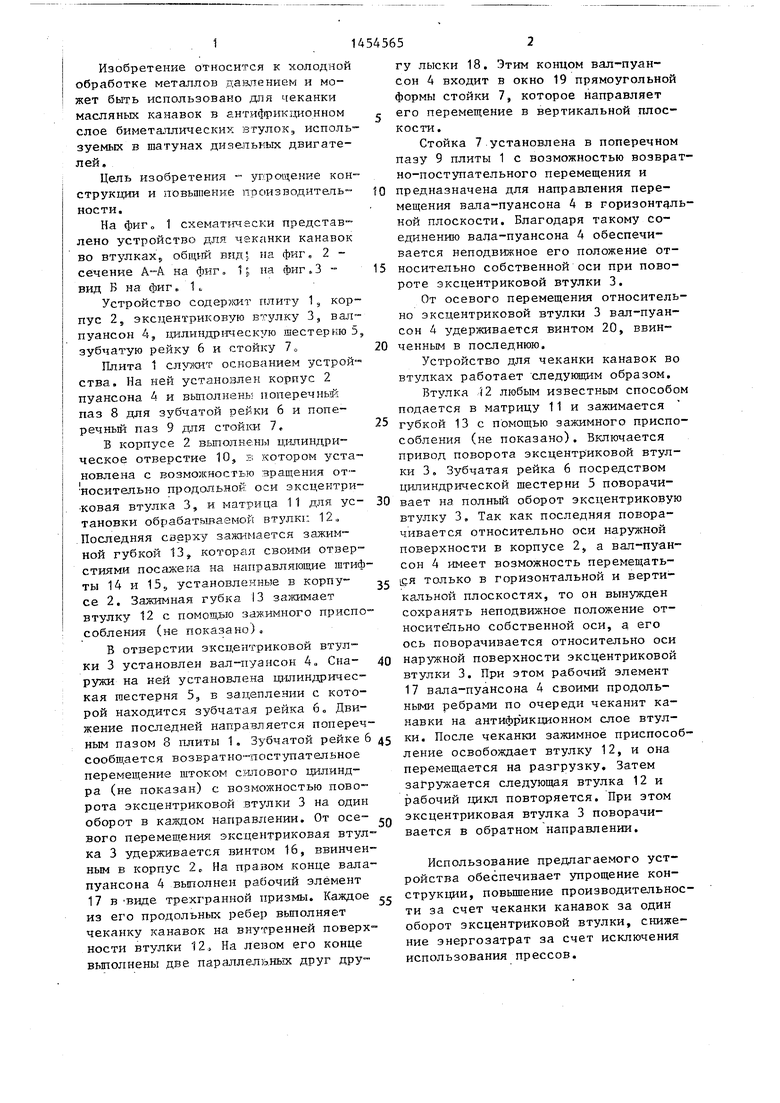
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп-автомат | 1984 |
|
SU1214304A1 |
| Устройство для обработки втулок | 1987 |
|
SU1503966A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ЦИЛИНДРОВ АКСИАЛЬНО-ПОРШНЕВОЙ ГИДРОМАШИНЫ | 1995 |
|
RU2099596C1 |
| Многопозиционный автомат для сборки узлов | 1989 |
|
SU1660925A1 |
| Торцовое уплотнение и способ изготовления его колец трения | 1989 |
|
SU1599610A1 |
| ГИДРОСТАТИЧЕСКИЙ ПОДШИПНИК | 2017 |
|
RU2654453C1 |
| Способ изготовления заготовок полуколец | 1983 |
|
SU1107939A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 1999 |
|
RU2172678C1 |
| РАДИАЛЬНО-ОСЕВОЙ ПОДШИПНИК СКОЛЬЖЕНИЯ | 2012 |
|
RU2506468C1 |
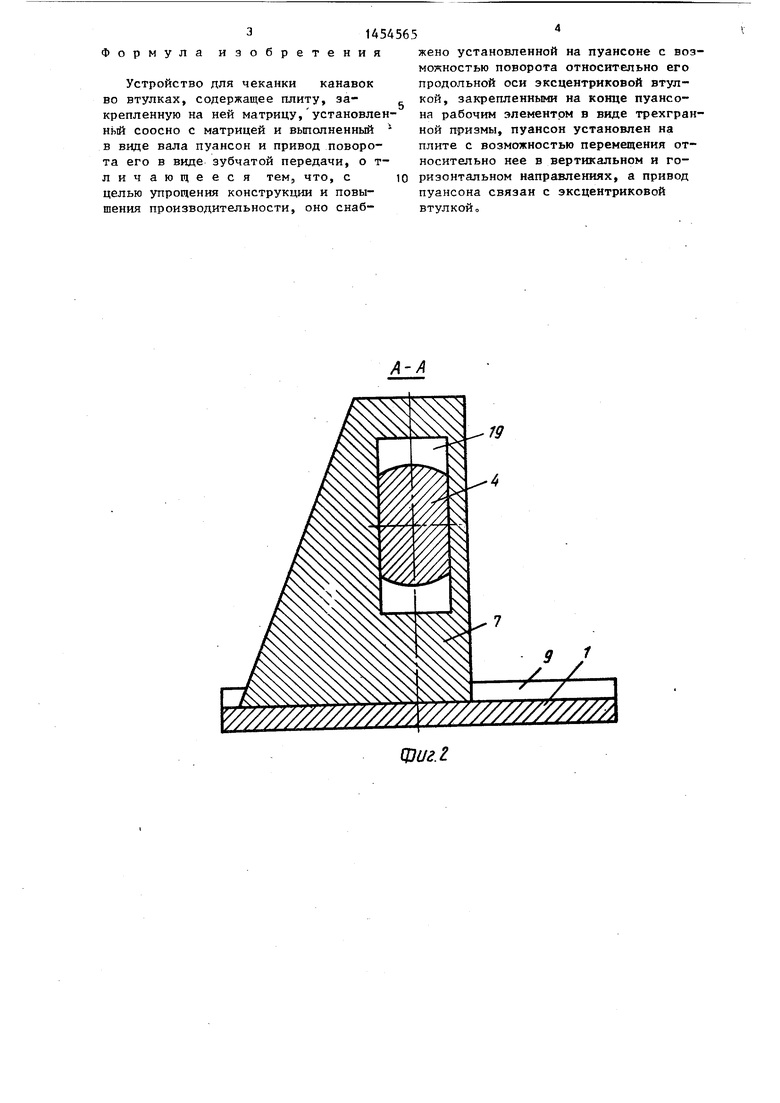
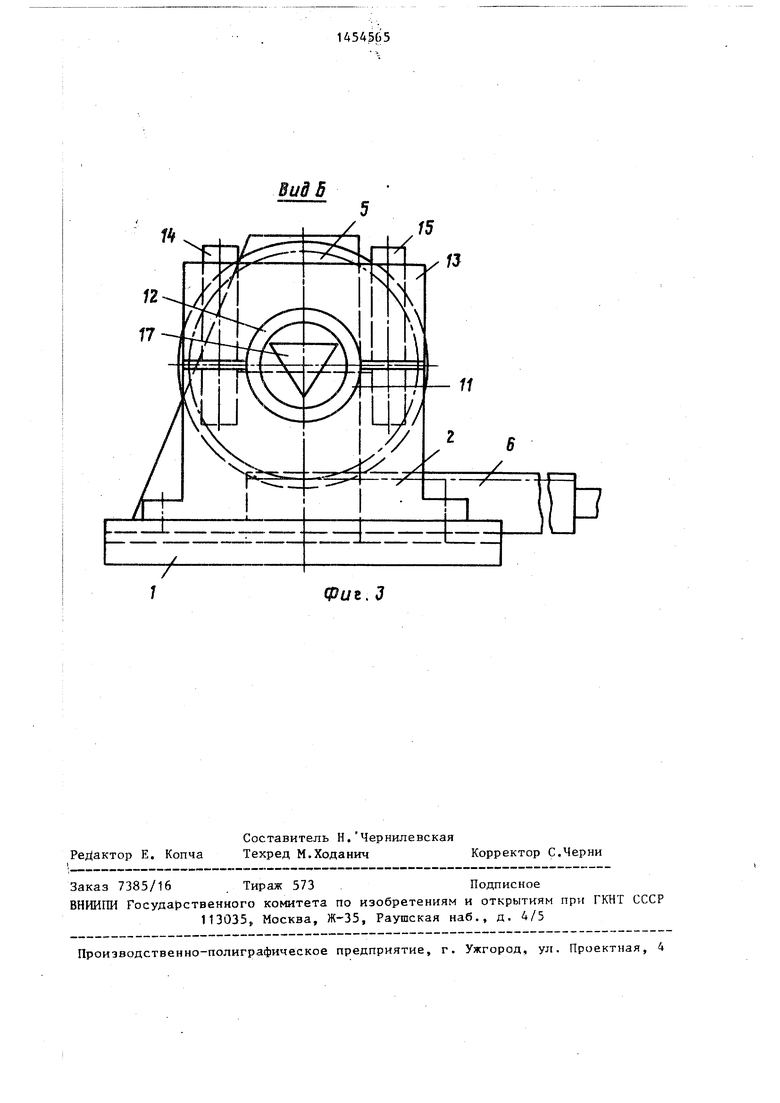
Изобретение относится к холодной обработке металлов давлением и может быть использовано для чеканки масляных канавок в антифрикционном слое биметаллических втулок, используемых в шатунах двигателей. Цель изобретения - упрощение коне, рукции и повышение производительности. Устройство содержит плиту 1, корпус 2, эксцентриковую втулку (ЭВ) 3, вал- пуансон 4, цилиндрическую шестерню 5, зубчатую рейку 6 и стойку 7. В корпусе 2 выполнено цилиндрическое отверстие, в котором с возможностью вращения установлена ЭВ 3 и матрица дпя установки обрабатьшаемсй втулки 12, Последняя сверху зажимается зажимной губкой 13. ЭВ 3 при работе устройства придает валу-пуансону 4 такое движение, при котором его рабочий элемент 17 в виде трехгранной призмы своими продольными ребрами выполняет чеканку канавок на антифрикционном слое обрабатываемой втулки 12. 3 ил. i (Л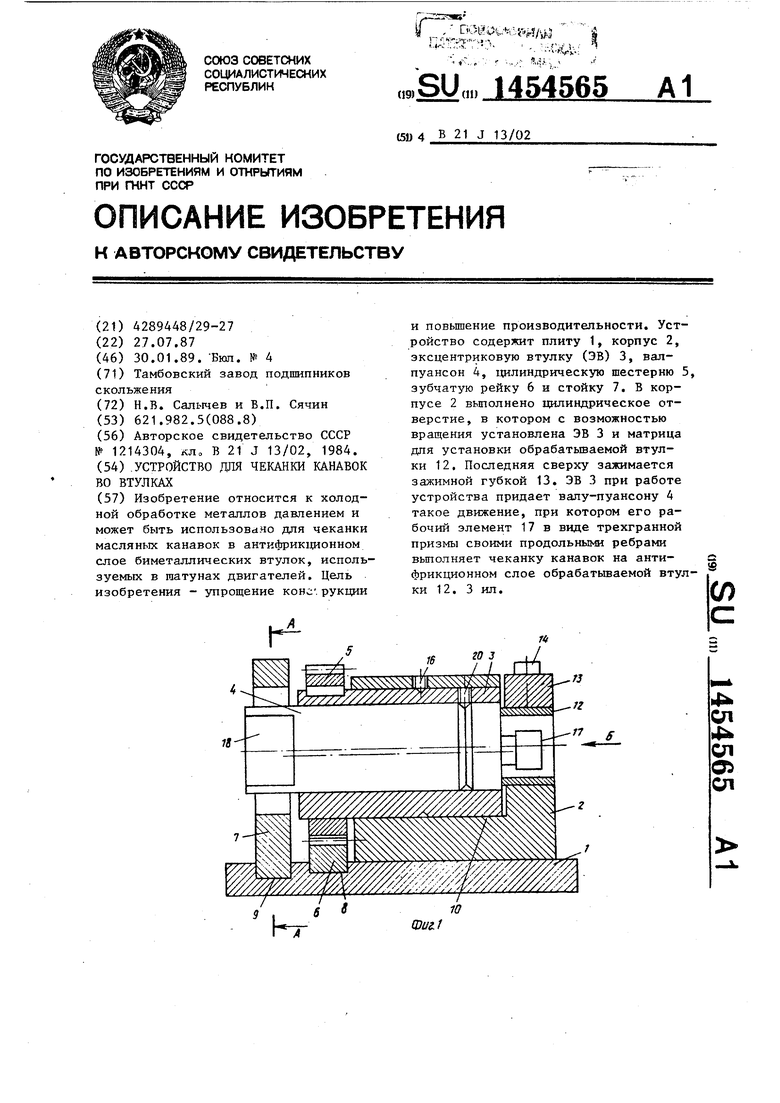
.1
Г4
Фиг. 3
| Штамп-автомат | 1984 |
|
SU1214304A1 |
