I12
Изобретение относится к холодной обработке металлов давлением и может быть использовано для чеканки масляных канавок в биметаллических втулках для верхней головки шатунов дизельных двигателей.
Цель изобретения - расширение технологических возможностей путем обеспечения регулирования режима обработки..:
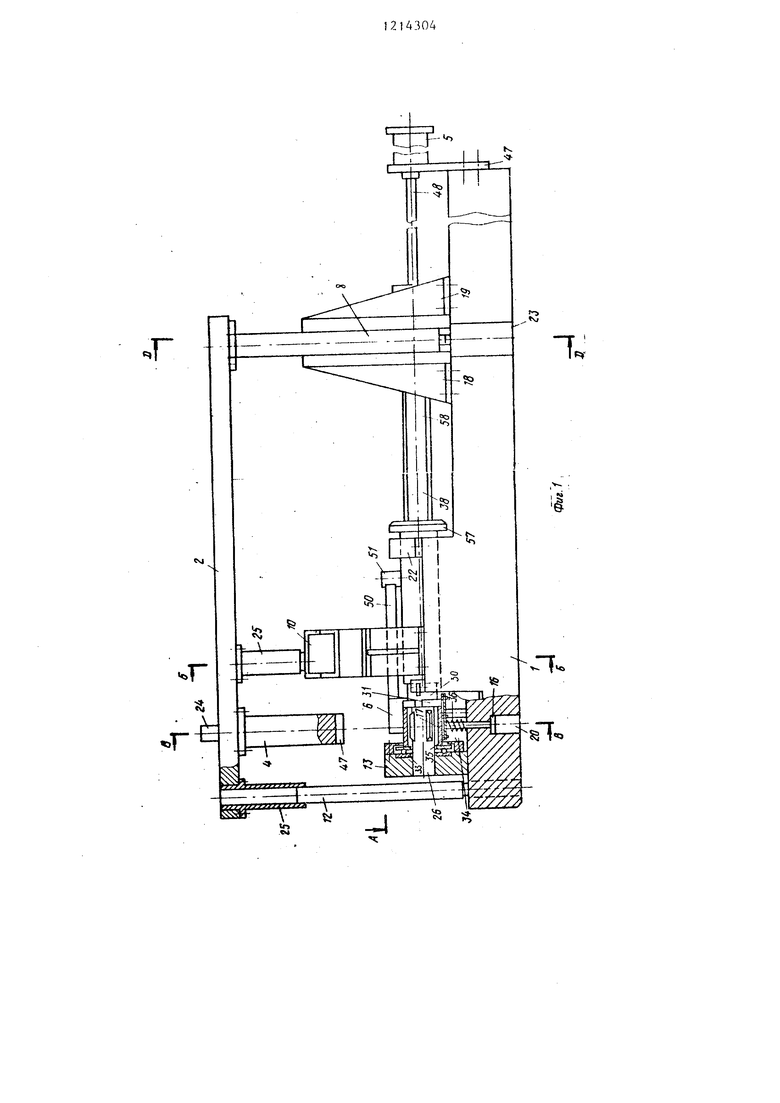
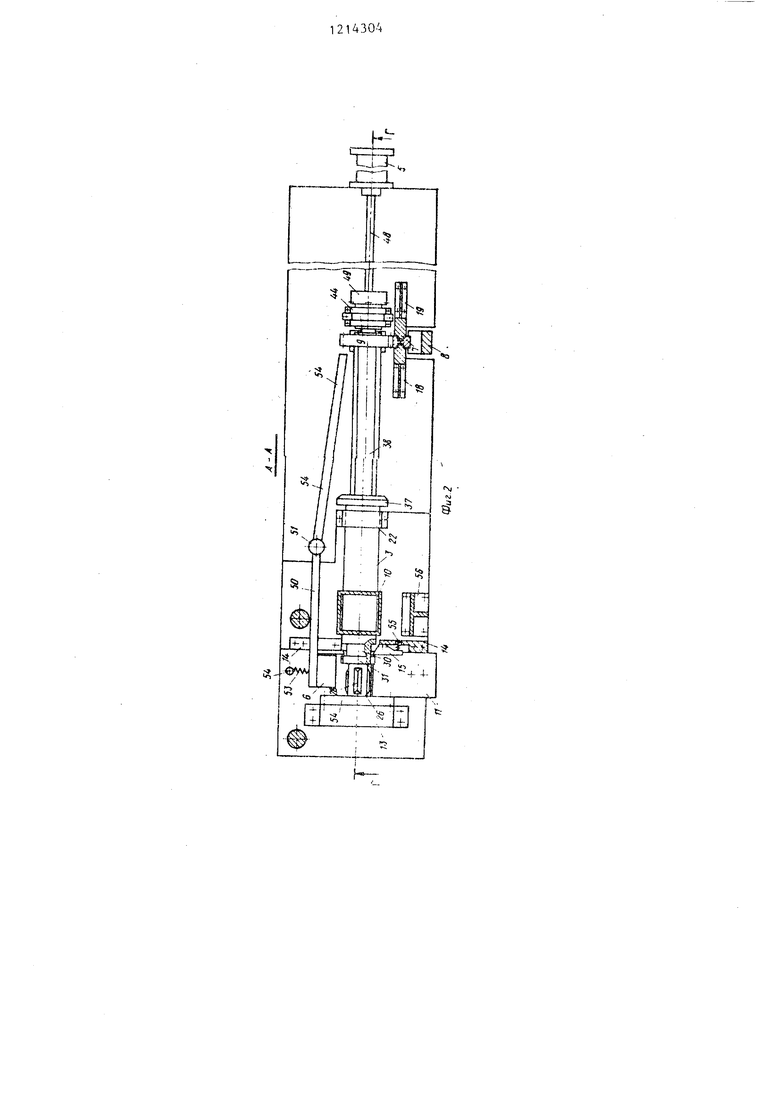
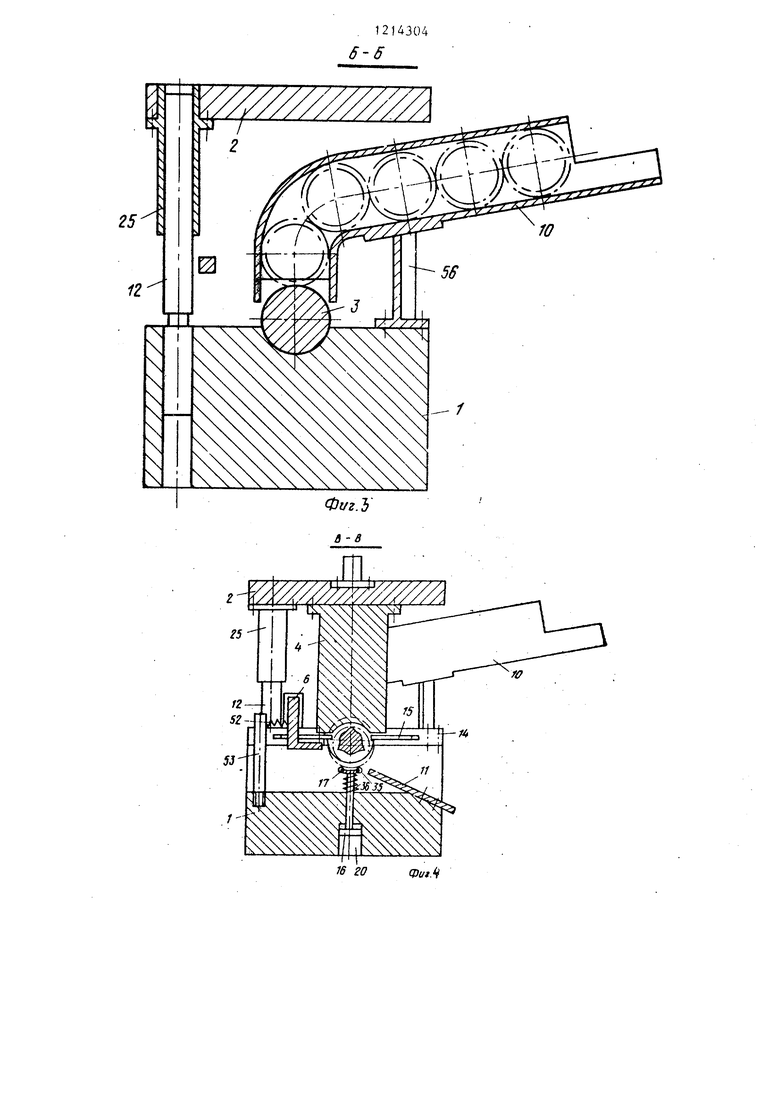
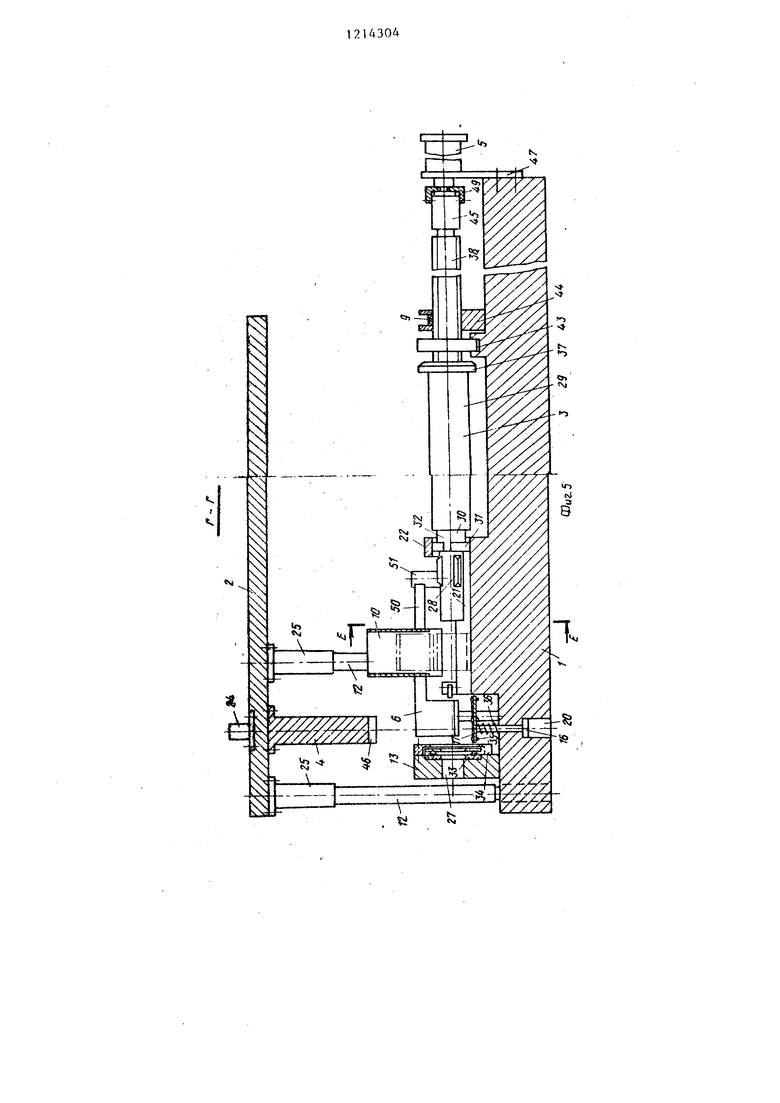
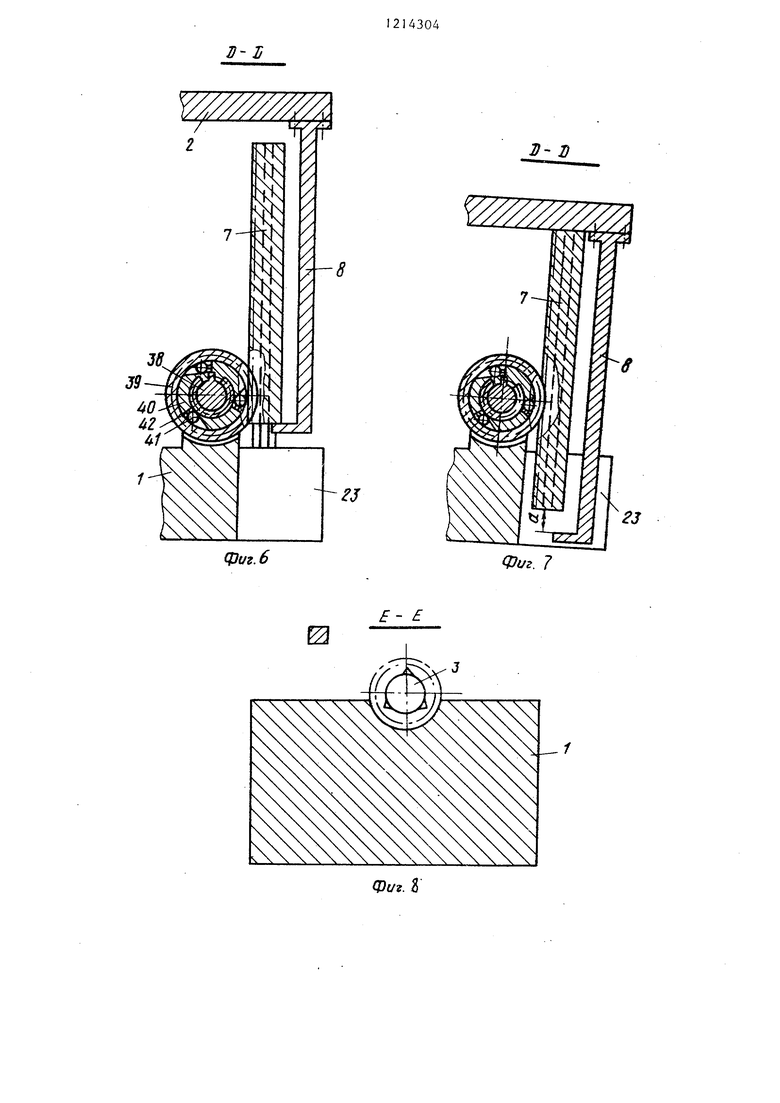
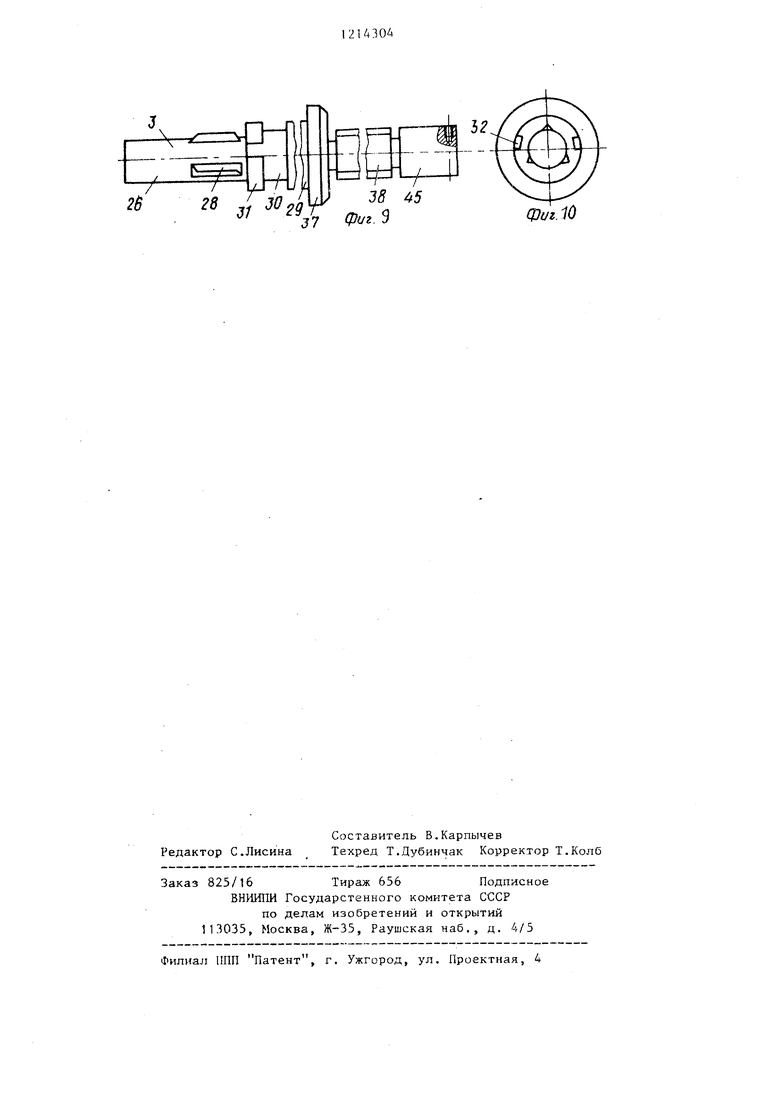
На фиг. 1 схематически представле предлагаемый штамп-автомат, общий вид; на фиг. 2 сечение А-А на фиг.1; на фиг. 3 - сечение на фиг.1; на фиг. 4 - сечение В-В на фиг.1; на фиг. 5 - сечение Г-Г на фиг,2; на фиг. 6 - сечение Д-Д на фиг. 1; на фиг. 7 - то же лфи сомкнутом положении элементов; на фиг. 8 - сечение Е-Е на фиг. 5; на фиг. 9 - пуансон, вид сбооку; на фиг. 10 - то же, вид с торца.
Штамп-автомат содержит плиту 1, верхнюю плиту 2, вал-пуансон 3, матрицу 4, силовой цилиндр 5, выталкиватель 6, роликовую муфту свободного хода, зубчатую рейку 7, толкатель 8, ленточный тормоз 9, загрузочный 10 и разгрузочный 11 лотки. Нижняя плита 1 служит основанием штампа. Он неподвижна и установлена на монтажно столе пресса. На нижней плите установлены направляющие колонки 12, опора 13 пуансона 3, разгрузочный лоток 11, корпуса 14 собачек 15, загрузоч- ньш лоток 10, выталкиватель 6, буфер 16 с ложементом 17, под заготовку пуансон 3, кронштейны 18 и 19 с зубчатой рейкой 7, ленточный тормоз 9 и силовой цилиндр 5. В нижней плите 1 выполнено вертикальное отверстие 20, в котором помещен буфер 16 с ложементом 17. Сверху на нижней плите 1 выполнен продольный направляющий паз 21 с цилиндрической поверхностью и закреплена наметка 22 с цилиндрическим гнездом,которые служат для направления осевого перемещения пуансона 3.На нижней плите 1 выполнен вырез 23 прямоугольного сечения,в который входят нижними концами зубчатая рейка 7 и толкатель 8 при перемещении вииз.
Верхняя плита 2 подвижна и с помощью хвостовика 24 соединена с ползуном пресса. На верхней плите 2 установлены направляющие втулки 25, матрица 4 и толкатель 8. Направляющие втулки 23, перемещаясь по нап42
равляющим колонкам 12, направляют перемещение верхней плиты 2 относительно нижней плиты 1. Пуансон 3 имеет впереди консоль 26 цилиндрической формы, которой он входит в отверстие 27 опоры 13 и опирается на нее при чеканке. На поверхности консоли 26 выполнены выступы 28, которые расположены один относительно другого под углом 120. В поперечном сечении они имеют форму прямоугольного кругового треугольника и служат для чеканки масляных канавок на внутренней поверхности втулки.
Пуансон 3 имеет направляющую цилиндрическую поверхность 29, которая вместе с продольным направляющим пазом 21 нижней плиты направляет оое- вое возвратно-поступательное перемещение последнего, а вместе с наметкой 22 обеспечивает поворот пуансона 3 относительно продольной оси. Б передней части направляющей цилиндрической поверхности 29 пуансона 3
выполнена кольцевая выточка 30, в которую входят короткие плечи собачек 15. Кольцевая выточка 30 обра - зует кольцевой бурт 31, диаметр которого равен наружному диаметру обрабатываемой втулки. На кольцевом бурте 31 выполнены продольные пазы 32 для прохода собачек 15 при перемещении вала-пуансона 3 назад. В пе- penami срез кольцевого бурта 31 упирается задним торцом обрабатываемая втулка при перемещении ее в зону чеканки. Передним торцом втулка упирается в упорный шарикоподшипник 33, установленный в опоре 13 и закрытый крышкой 34. Цилиндрической поверхностью втулка опирается на ложемент 17 буфера 16. Ложемент 17 выполнен по дуге окружности и снабжен двумя рядами роликов 35. Буфер 16 с ложементом 17 подпруживен относительно нижней плиты 1 прунсиной 36. На пуансоне 3 выполнен кольцевой бурт 37 со скосом, который служит для приведения в действие выталкивателя 6.
Пуансон 3 имеет шлицевой участок 38, на котором установлены роликовая муфта свободного хода и ленточный тормоз 9, Муфта свободного хода служит для поворота вала-пуансона
3 с помощью зубчатой рейки 7 в одном направлении. Она включает обойму - зубчатое колесо 39, звездочку 40. ролики 41 и подпружиненные при
J1
жимы 42 роликов 41. Для удержания от осевого перемещения вместе с пуансоном 3 муфта свободного хода своей нижней частью помещена- в сегментном пазу 43, выполненном в приливе ниж- ней плиты 1.
Зубчатое колесо 39 находится в зацеплении с зубчатой рейкой 7, которая установлена с возможностью осевого перемещения между кронштейнам 18 и 19, установленными на :нижней плите 1. Для подъема зубчатой рейки 7 в верхнее положение штамп-автомат снабжен толкателем 8, установленным
20
25
30
35
на верхней плите 2 и имеющим L -образ-)5 плечах собачек выполнены скосы, ную форму.
При ноложении верхней плиты 2 с зубчатой рейкой 7 и толкателем 8 в нижнем крайнем положении между нижним торцом зубчатой рейки 7 и отогнутым Н1ш«им концом толкателя 8 должен быть обеспечен зазор ft . Он предназначен для обеспечения отвода матрицы 4 от обрабатываемой втулки перед поворотом вала-пуансона 3 со втулкой. Величина зазора а обеспечивается ленточным тормозом 9, который исключает действие на вал-пуансон 3 сил инерции при его повороте относительно оси, и следовательно, / фиксирует положение зубчатой рейки 7 относительно толкателя 8. Он смонтирован в корпусе 44, установленном на нижней плите 1. На заднем конце вал-пуансон 3 имеет цилиндрический участок 45, которым он соединен с силовым цилиндром 5. Матрица
4в нижней части имеет гнездо 46, выполненное по наружному радиусу обработанной втулки. Силовой цилиндр
5служит для осевого возвратно-поступательного переме1цения пуансона 3.
Он установлен на кронштейне 47,.закрепленном на торце нижней плиты 1. Силовой цилиндр 5 штоком 48 с фланцем соединен с цилиндрическим участком 45 вала-пуансона 3 с помощью крышки 49, которая ж&стко закреплена на пуансоне 3. Такое соединение обеспечивает возможность осевого возвратно-поступательного перемещения пуансона 3 вместе со штоком 48 силового цилиндра 5 н поворота вала-пуансона 3 относительно штока 48 силового цилинда)в 5.
Выталкмвател ь 6 служит для вытал- 55 кивания обработанной втулки в раз- грузочимй лоток 11 после снятия ее с КОНСОЛИ 26 пу ансона 3. 0-н выполнен
40
45
50
на которые действует передним торцом обрабатываемая втулка пр перемещении ее в зону чеканки. С бачки 15 служат для принудительн снятия обработанной втулки с кон ли 26 пуансона 3 в том случае, е ли по каким-либо причинам она перемещается вместе с пуансоном зад,
Загрузочный лоток 10 установл на кронштейне 56. Он служит для мотечного перемещения втулок на зицию загрузки.Лоток 10 прямоуго ного сечения и в передней части
изогнут по дуге окружности. Перед и задняя стенки лотка 10 удлинен для направления нижней втулки в направляющий паз 21 нижней плиты Разгрузочный лоток 11 выполнен п молинейным и установлен на нижне плите 1 наклонно.
Штамп-автомат работает следую образом.
Включается силовой цилиндр 5. 48 перемещает пуансон 3 в заднее нее положение. Как только передн торец 3 проходит задний торец н ней из подлежащих обработке втул находящейся в загрузочном лотке 10, последняя под воздействием с тяжести опускается в продольный равляющий паз 21 нижней плиты 1. ловой цилиндр переключается на обратный ход. При перемещении ва пуансона 3 вперед его консоль -26 входит в обрабатываемую втулку д упора в кольцевой бурт 31. Втулк перемещается в зону чеканки. Кон
26пуансона 3 входит в отверстие
27опоры 13, а передний торец вт ки упирается в упорный шарикопод шипник 33. При этом нижней повер ностью втулка опирается на ложе мент 17 буфера 16. Один из высту
Lобразным и закреплен на планке
50,а последняя установлена на оси
51.Выталкиватель подупружинен пружиной 52, закрепленной на стойке 53. Пружина 52 служит для возвращения выталкивателя 6 в исходное поло-- жение. На оси 51 установлена под углом планка 54, с которой-взаимодействует кольцевой бурт 37 пуансона 3.
В корпусах 14 установлены с возможностью поворота в горизонтальной плоскости собачки 15, подпружиненные пружинами 55. На коротких
плечах собачек выполнены скосы,
на которые действует передним торцом обрабатываемая втулка при перемещении ее в зону чеканки. бачки 15 служат для принудительного снятия обработанной втулки с консоли 26 пуансона 3 в том случае, ли по каким-либо причинам она перемещается вместе с пуансоном 3 назад,
Загрузочный лоток 10 установлен на кронштейне 56. Он служит для самотечного перемещения втулок на позицию загрузки.Лоток 10 прямоугольного сечения и в передней части
изогнут по дуге окружности. Передняя и задняя стенки лотка 10 удлинены для направления нижней втулки в направляющий паз 21 нижней плиты 1. Разгрузочный лоток 11 выполнен прямолинейным и установлен на нижней плите 1 наклонно.
Штамп-автомат работает следующим образом.
Включается силовой цилиндр 5.Шток 48 перемещает пуансон 3 в заднее крайнее положение. Как только передний торец 3 проходит задний торец нижней из подлежащих обработке втулок, находящейся в загрузочном лотке 10, последняя под воздействием силы тяжести опускается в продольный направляющий паз 21 нижней плиты 1. Силовой цилиндр переключается на обратный ход. При перемещении вала- пуансона 3 вперед его консоль -26 входит в обрабатываемую втулку до упора в кольцевой бурт 31. Втулка перемещается в зону чеканки. Консоль
26пуансона 3 входит в отверстие
27опоры 13, а передний торец втулки упирается в упорный шарикопод- шипник 33. При этом нижней поверхностью втулка опирается на ложемент 17 буфера 16. Один из выступов
28 пуансона 3 находится в верхнем положении.
При перемещении втулки в зону чеканки она своим передним торцом, действуя на скосы собачек 15, поворчивает, их на оси, сжав пружины 55. После прохождения втулки собачки
15под действием разжимающихся пружин 55 через пазы 32 на кольцево бурте 31 пуансона 3 возвращаются
в исходное положение и находятся в кальи(евом пазу 30.
Вктаечается привод пресса. Ползун пресса перемещает т вниз верхнюю плиту 2 с матрицей 4. Последняя, .действуя на втулку,прижимает ее внутреннюю поверхность к верхнему вь.ступу 28 пуансона 3,в результате чего производится чеканка масляной канавки. При этом пружина 36 буфера
16сжимается. Одновременно верхняя плита 2 толкает вниз зубчатую рейку 7 и- перемещает толкатель 8. Зубчатая рейка 7 поворачивает зубчтое колесо 39 по ходу часовой стрелки. При этом,вследствие того, что ролики 41 муфты свободного хода начинают проскальзывать, пуансон
3 остается неподвижным. Привод пресса переключается на обратньй ход. Ползун пресса перемещает вверх верхнюю плиту 2 с матрицей 4 и толкателем 8. При этом пружина 36 буфера 16 разжимается и возвращает в исходное пложение ложемент 17 и обрабатываемую втулку. Толкатель 8, выбрав зазор Q, толкает вверх зубчатую 7, а последняя поворачивает зубчатое колесо 39 против
хода часовой стрелки.Вследствие заклинивания роликов 41 поворачиваются звездочки 40 и пуансон 3 против - хода часовой стрелки на угол 120°. Вместе с пуансоном 3 поворачивается на такой же угол и втулка.
Производится чеканка второй масляной канавки и после повторения этой
gi части цикла - чеканка третьей масляной канавки. После чеканки третьей масляной канавки привод пресса переключается на обратный ход. Верхняя плита 2 вместе с пуансоном 4 и толк кателем 8 поднимаются вверх. Толкатель 8 поднимает вверх зубчатую рейку 7. Пружина 36 возвращает в исходное положение ложемент 17 буфера 16 в с втулкой.
0
Силовой цилиндр 5 переключается
на обратный ход. Пуансон 3 перемещается назад. Его консоль 26 выходит из отверстия 27 опоры 13 и из обра
5 ботанной втулки. Кольцевой бурт 37 пуансона 3, действуя на планку 54, поворачивает ее и планку 50 на оси 51 против хода часовой стрелки. Выталкиватель 6, разжимая пружины 52, выталкивает обработанную втулку на разгрузочный лоток 11.
Если втулка после чеканки по каким-либо причинам перемещается с пуансоном 3, то собачки 15, действуя на ее задний торец, снимают втулку
с консоли 26 и она также выталкивается выталкивателем 6 на разгрузочный лоток 11. При дальнейшем перемещении пуансона 3 в заднее крайнее положение цикл повторяется.
0
1214304 6-6
w го фut.i
Y////////////A
фиг. 6
J} D
Фиг. 7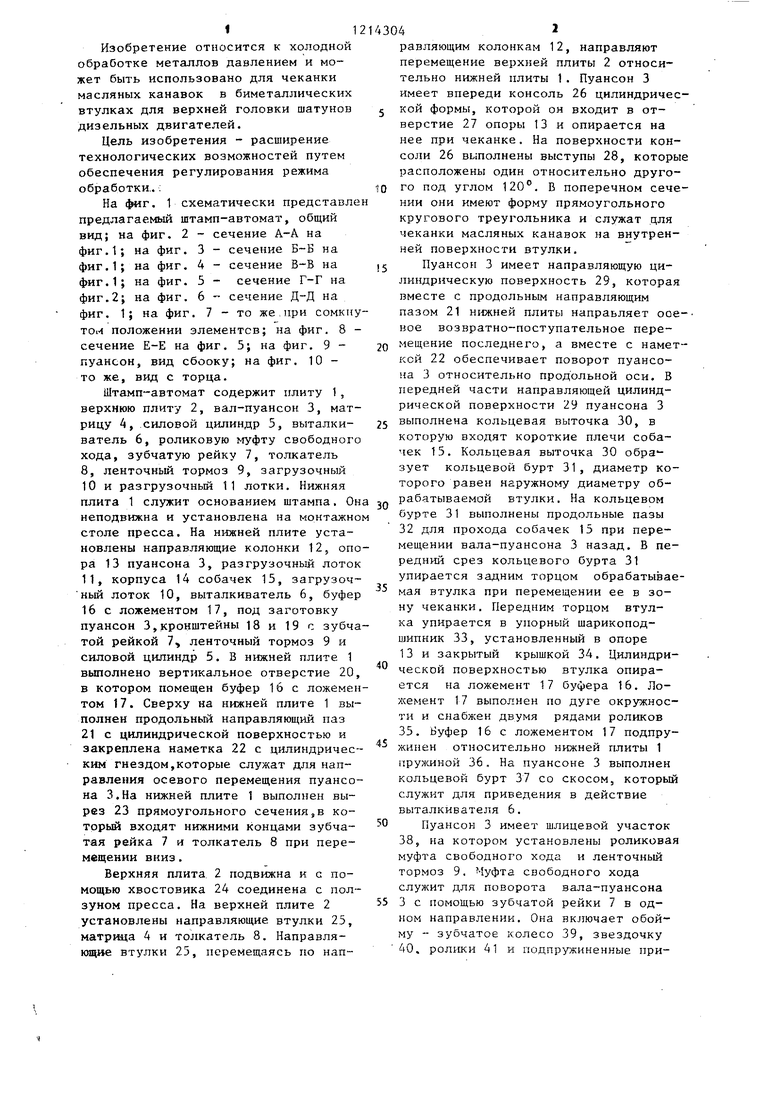
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки втулок | 1987 |
|
SU1503966A1 |
| Штамп для поперечного выдавливания | 1986 |
|
SU1386349A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Машина для изготовления кольцевых брикетов из порошкообразных материалов | 1983 |
|
SU1123885A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Машина для изготовления кольцевых брикетов из порошкообразных материалов | 1984 |
|
SU1193012A2 |
| Станок для обработки сферических торцовых поверхностей | 1981 |
|
SU952540A1 |
| Штамп-автомат для выдавливания пустотелых деталей | 1975 |
|
SU557846A1 |
- E
фиг. f
1/i/ 38 45 J7 Z(/e. 9
Фиг.10
Редактор С.Лисина
Составитель В.Карпычев
Техред Т.Дубинчак Корректор Т.Колб
Заказ 825/16 Тираж 656 Подписное ВНИИ11И Государстенного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ПИП Патент, г. Ужгород, ул. Проектная, 4
| Авторское свидетельство СССР К 1177001, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
