Изобретение относится к холодной обработке .металлов давлением и может быть использовано для чеканки масляных канавок в биметаллических втулках для верхней головки шатунов дизельных двигателей.
Целью изобретения является повышение производительности и повышение надежности.
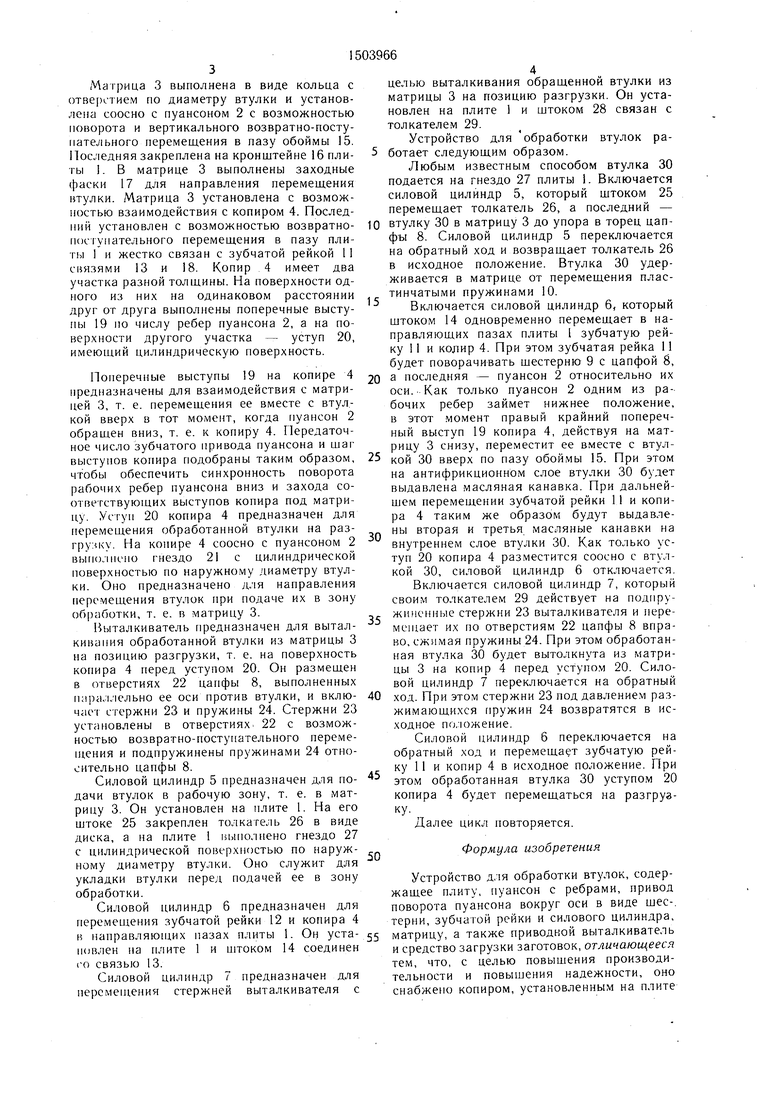
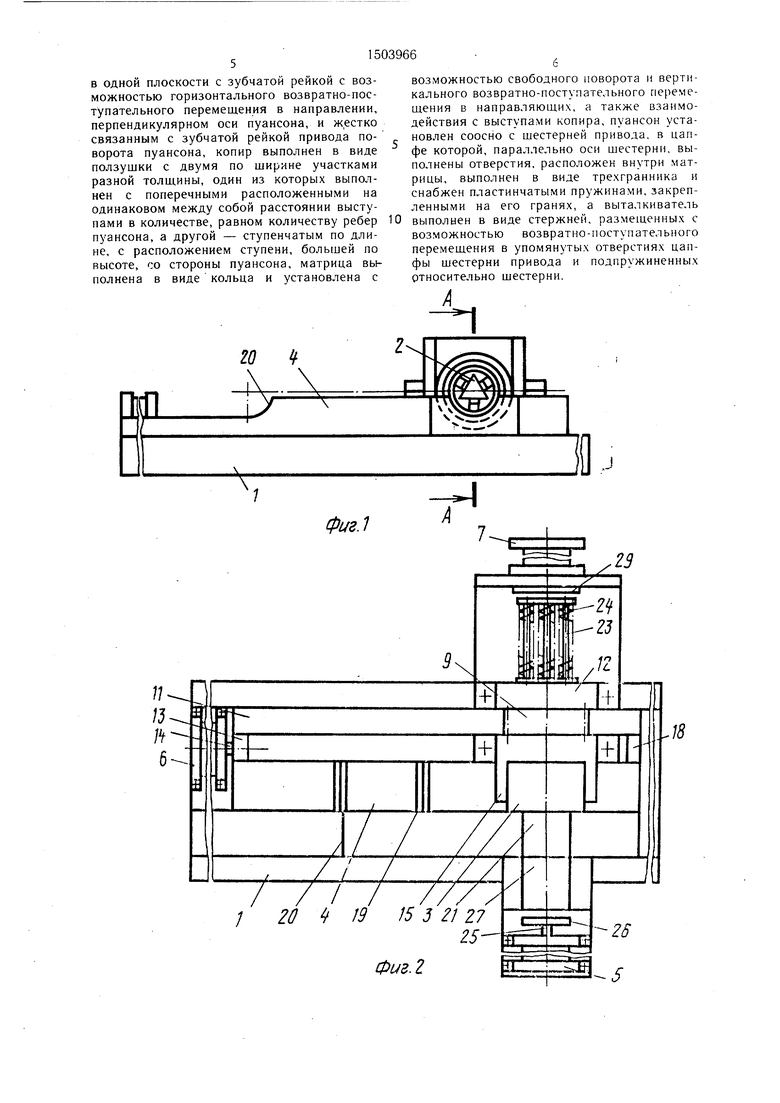
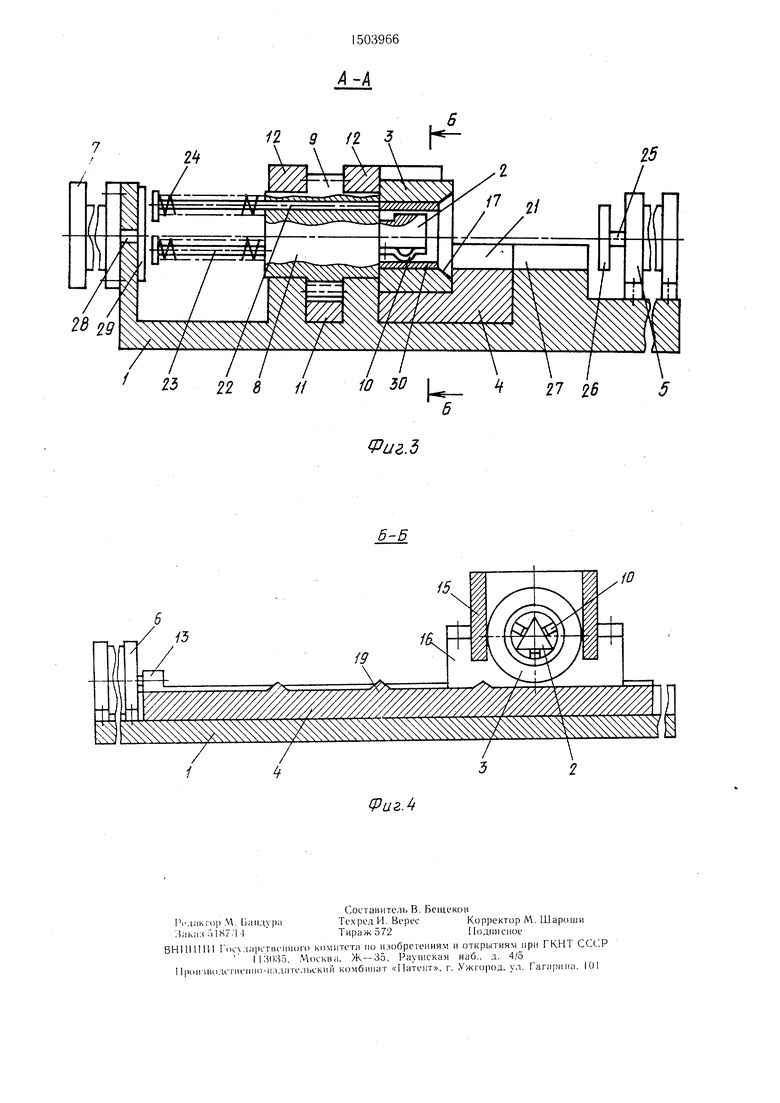
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - сечение А-А на фиг. 1; на фиг. 4 - сеченИе Б-Б на фиг. 3.
Устройство для обработки втулок содержит плиту 1, пуансон 2, привод поворота пуансона, матрицу 3, копир 4, выталкиватель и силовые цилиндры 5, 6 и 7.
Плита предназначена для монтажа узлов и деталей.
Пуансон 2 выполнен в виде трехгранника, имеющего в поперечном сечении форму равностороннего треугольника. Он размещен
внутри матрицы 3 и закреплен на цапфе 8- цилиндрической шестерни 9 соосно n.i. На гранях пуансона 2 закреплены продольные пластинчатые пружины 10, которые предназначены для удержания втулки в зоне обработки, т. е. в матрице 3.
Привод поворота пуансона предназначен для поворота пуансона 2 в рабочее положение, т. е. в такое положение, когда одно из его рабочих ребер обращено вниз (к копиру 4). Привод включает цапфу 8 с цилиндрической шестерней 9, зубчатую рейку 1 1 и силовой цилиндр 6. Цапфа 8 установлена в цапфенных гнездах плиты 1 и сверху закреплена крышками 12. Зубчатая рейка 11, находящаяся в зацеплении с цилиндрической шестерней 9, установлена с возможностью возвратно-поступате,-1ьного перемещения в пазу 11.111ТЫ 1.Т Она о помощью связи 13 соединена со IHTOKOM 14 силового цилиндра 6.
СП
О 00
;о
О) Од
Матрица 3 выполнена в виде кольца с отверстием по диаметру втулки и установлена соосно с пуансоном 2 с возможностью поворота и вертикального возвратно-поступательного перемещения в пазу обоймы 15. Последпяя закреплена на кронштейне 16 плиты I. В матрице 3 выполнены заходные фаски 17 для направления перемещения втулки. Матрица 3 установлена с возможностью взаимодействия с копиром 4. Последцелью выталкивания обращенной втулки из матрицы 3 на позицию разгрузки. Он установлен на плите 1 и штоком 28 связан с толкателем 29.
Устройство для обработки втулок работает следующим образом.
Любым известным способом втулка 30 подается на гнездо 27 плиты 1. Включается силовой цилиндр 5, который штоком 25 перемещает толкатель 26, а последний -
15
НИИ установлен с возможностью возвратно- 10 втулку 30 в матрицу 3 до упора в торец цапфы 8. Силовой цилиндр 5 переключается на обратный ход и возвращает толкатель 26 в исходное положение. Втулка 30 удерживается в матрице от перемещения пластинчатыми пружинами 10.
Включается силовой цилиндр 6, который штоком 14 одновременно перемещает в направляющих пазах плиты 1 зубчатую рейку 1 1 и колир 4. При этом зубчатая рейка 11 будет поворачивать шестерню 9 с цапфой 8, а последняя - пуансон 2 относительно их оси.- Как только пуансон 2 одним из рабочих ребер займет нижнее положение, в этот .момент правый крайний поперечный выступ 19 копира 4, действуя на матрицу 3 снизу, переместит ее вместе с втулпоступательного перемещения в пазу плиты 1 и жестко связан с зубчатой рейкой 11 связями 13 и 18. Копир 4 имеет два участка разной толщины. На поверхности одного из них на одинаковом расстоянии друг от друга выполнены поперечные выступы 19 по числу ребер пуансона 2, а на поверхности другого участка - уступ 20, имеющий цилиндрическую поверхность.
Поперечные выступы 19 на копире 4 предназначены для взаимодействия с матрицей 3, т. е. перемещения ее вместе с втулкой вверх в тот момент, когда пуансон 2 обращен вниз, т. е. к копиру 4. Передаточ20
ное число зубчатого привода пуансона и шаг
выступов копира подобраны таким образом,25 кой зо вверх по пазу обоймы 15. При эт ом
чтобы обеспечить синхронность поворотана антифрикционном слое втулки 30 будет
рабочих ребер пуансона вниз и захода со-выдавлена масляная канавка. При дальнейответствующих выступов копира под матри-щем перемещении зубчатой рейки 11 и копицу. Уступ 20 копира 4 предназначен дляра 4 таким же образом будут выдавлеперемещения обработанной втулки на раз- грунку. На копире 4 соосно с пуансоном 2 выполпспо гнездо 21 с цилиндрической поверхностью по наружному диаметру втулки. Оно предназначено для направления перемещения втулок при подаче их в зону обработки, т. е. в матрицу 3.
Выталкиватель предназначен для выталкивания обработанной втулки из матрицы 3 на позицию разгрузки, т. е. на поверхность копира 4 перед уступом 20. Он размещен в отверстиях 22 цанфы 8, выполнепных параллельно ее оси против втулки, и включает стержни 23 и пружины 24. Стержни 23 установлены в отверстиях: 22 с возможностью возвратно-поступательного пере.ме- Н1ения и подпружинены пружинами 24 относительно цапфы 8.
30
ны вторая и третья масляные канавки на внутреннем слое втулки 30. Как только уступ 20 копира 4 разместится соосно с втулкой 30, силовой цилиндр 6 отключается. Включается силовой цилиндр 7, который своим толкателем 29 действует на подпру.,, жииенные стержни 23 выталкивателя и пере- McntaeT их по отверстиям 22 цапфы 8 вправо, сжимая пружины 24. При этом обработанная втулка 30 будет вытолкнута из матрицы 3 на копир 4 перед уступом 20. Силовой цилиндр 7 переключается на обратный
40 ход. При этом стержни 23 под давлением разжимающихся пружин 24 возвратятся в исходное положение.
Силовой цилиндр 6 переключается на обратный ход и перемещает зубчатую рейку 11 и копир 4 в исходное положение. При
Силовой цилиндр 5 предназначен для по- 5 обработанная втулка 30 уступом 20
копира 4 будет перемещаться на разгрузку.
Далее цикл повторяется.
Формула изобретения
Устройство для обработки втулок, содержащее плиту, пуансон с ребрами, привод поворота пуансона вокруг оси в виде шее-, терни, зубчатой рейки и силового цилиндра.
дачи втулок в рабочую зону, т. е. в матрицу 3. Он установлен на плите 1. На его штоке 25 закреплен толкатель 26 в виде диска, а на плите 1 выполнено гнездо 27 с цилиндрической поверхностью по наружному диаметру втулки. Оно служит для укладки втулки перед подачей ее в зону обработки.
Силовой цилиндр 6 предназначен для перемеп ения зубчатой рейки 12 и копира 4
в направляюпдих пазах плиты 1. Он уста- 55 матрицу, а также приводной выталкиватель
повлен на плите 1 и П1током 14 соединен со связью 13.
Силовой цилиндр 7 предназначен для перемещения стержней выталкивателя с
и средство загрузки заготовок, отличающееся тем, что, с целью повышения производительности и повышения надежности, оно снабжено копиром, установленным на плите
целью выталкивания обращенной втулки из матрицы 3 на позицию разгрузки. Он установлен на плите 1 и штоком 28 связан с толкателем 29.
Устройство для обработки втулок работает следующим образом.
Любым известным способом втулка 30 подается на гнездо 27 плиты 1. Включается силовой цилиндр 5, который штоком 25 перемещает толкатель 26, а последний -
ны вторая и третья масляные канавки на внутреннем слое втулки 30. Как только уступ 20 копира 4 разместится соосно с втулкой 30, силовой цилиндр 6 отключается. Включается силовой цилиндр 7, который своим толкателем 29 действует на подпружииенные стержни 23 выталкивателя и пере- McntaeT их по отверстиям 22 цапфы 8 вправо, сжимая пружины 24. При этом обработанная втулка 30 будет вытолкнута из матрицы 3 на копир 4 перед уступом 20. Силовой цилиндр 7 переключается на обратный
ход. При этом стержни 23 под давлением разжимающихся пружин 24 возвратятся в исходное положение.
Силовой цилиндр 6 переключается на обратный ход и перемещает зубчатую рейку 11 и копир 4 в исходное положение. При
обработанная втулка 30 уступом 20
и средство загрузки заготовок, отличающееся тем, что, с целью повышения производительности и повышения надежности, оно снабжено копиром, установленным на плите
в одной плоскости с зубчатой рейкой с возможностью горизонтального возвратно-поступательного перемещения в направлении, перпендикулярном оси пуансона, и жестко связанным с зубчатой рейкой привода поворота пуансона, копир выполнен в виде ползушки с двумя по ширине участками разной толщины, один из которых выполнен с поперечными расположенными на одинаковом между собой расстоянии выступами в количестве, равном количеству ребер пуансона, а другой - ступенчатым по длине, с расположением ступени, большей по высоте, со стороны пуансона, матрица выполнена в виде кольца и установлена с
0
возможностью свободного поворота и вертикального возвратно-поступательного перемещения в направляющих, а также взаимодействия с выступами копира, пуансон установлен соосно с щестерней привода, в цапфе которой, параллельно оси щестерни, выполнены отверстия, расположен внутри матрицы, выполнен в виде трехгранника и снабжен пластинчатыми пружинами, закрепленными на его гранях, а выталкиватель выполнен в виде стержней, размещенных с возможностью возвратно-поступательного перемещения в упомянутых отверстиях цапфы щестерни привода и подпружиненных относительно щестерни.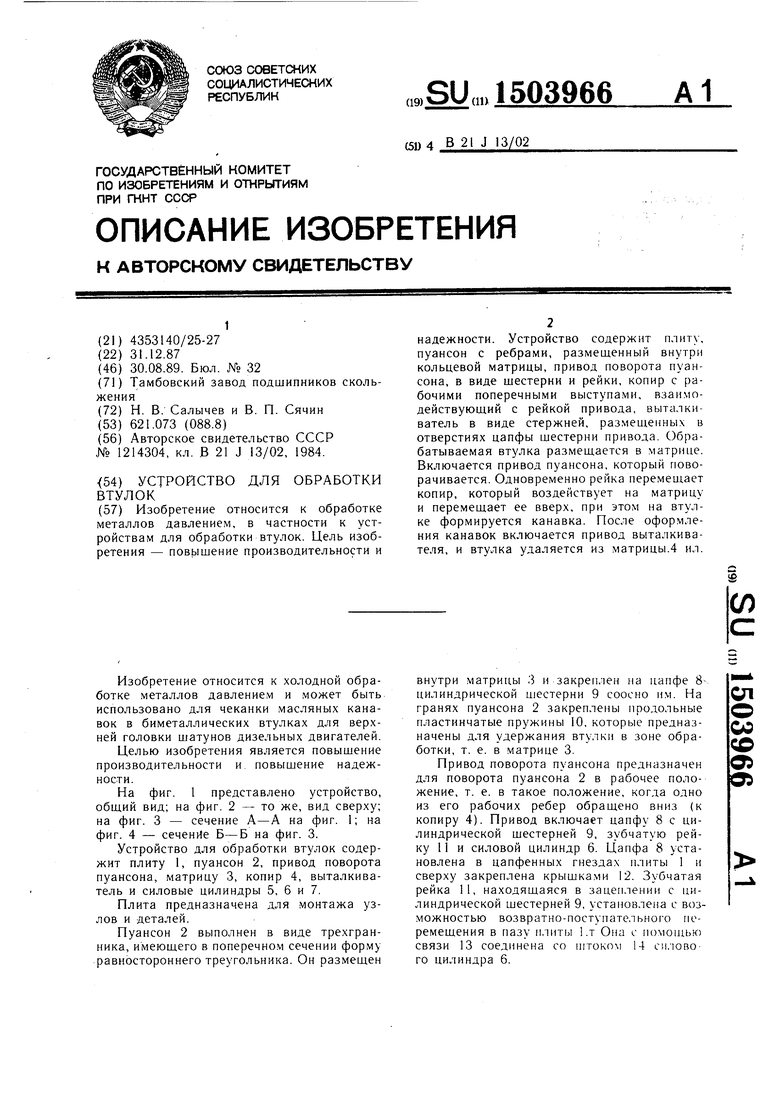
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп-автомат | 1984 |
|
SU1214304A1 |
| Пресс-форма для формирования деталей низа обуви | 1974 |
|
SU506387A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ | 1970 |
|
SU265849A1 |
| МНОГОЭТАЖНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС | 1969 |
|
SU256990A1 |
| Устройство для вырубки заготовок из плоского материала | 1983 |
|
SU1107933A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1981 |
|
SU967622A1 |
| Литьевая пресс-форма | 1980 |
|
SU897539A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
Изобретение относится к обработке металлов давлением , в частности, к устройствам для обработки втулок. Цель изобретения - повышение производительности и надежности. Устройство содержит плиту, пуансон с ребрами, размещенный внутри кольцевой матрицы, привод поворота пуансона в виде шестерни и рейки, копир с рабочими поперечными выступами, взаимодействующий с рейкой привода, выталкиватель в виде стержней, размещенных в отверстиях цапфы шестерни привода. Обрабатываемая втулка размещается в матрице. Включается привод пуансона, который поворачивается. Одновременно рейка переперемещает копир который воздействует на матрицу и перемещает ее вверх, при этом на втулке формируется канавка. После оформления канавок включается привод выталкивателя и втулка удаляется из матрицы. 4 ил.
/ /7 / .
; 20 9 15 5 2127
25Фиг.2
L/5
ta.
t
25 5
/1-4
25
(Риг.д
ID
| Штамп-автомат | 1984 |
|
SU1214304A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
