1
Изобретение относится к машиностроению.
Целью изобретения является повышение качества обработки кольцеобразных торцовых поверхностей несколь- кими резцами за счет одновременного начала и окончания работы всех резцов.
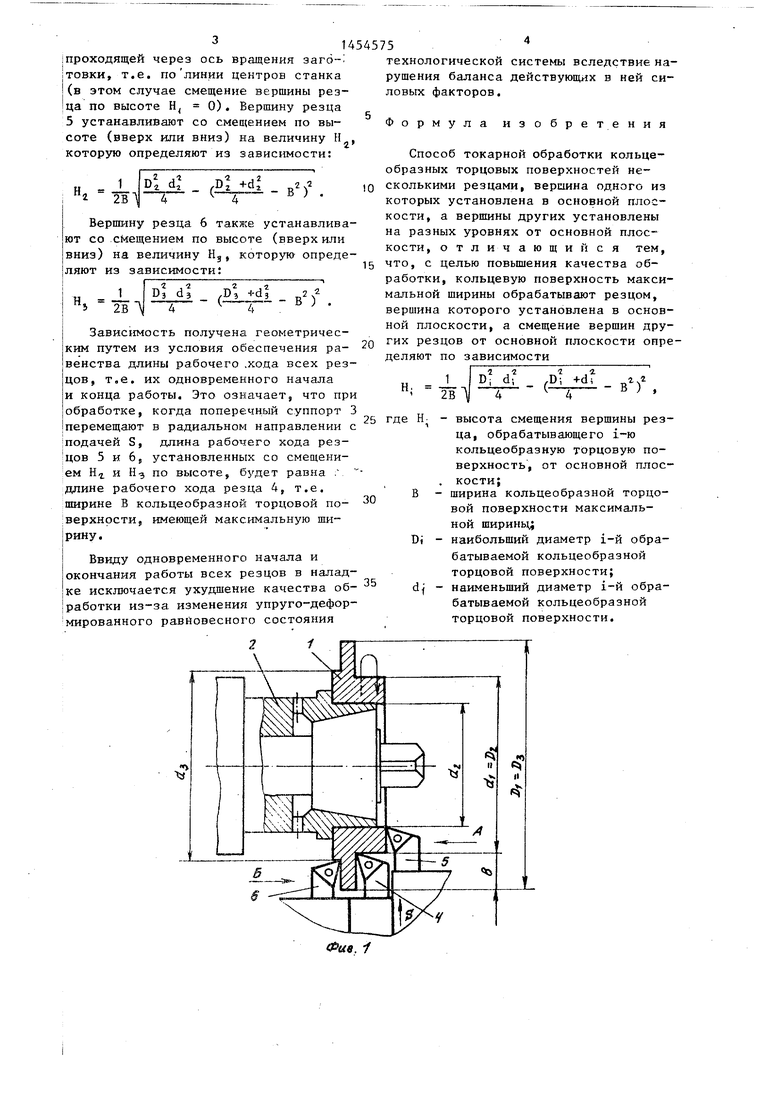
На фиг. 1 изображена схема осущеливают на разжимной консольной оправке 2 в шпинделе токарно-многорезцо- вого полуавтомата, на поперечном суппорте 3 которого закреплены подрезНые резцы 4, 5 и 6. Наибольшие диаметры D- , обрабатываемые резцами 4, 5 и 6 кольцеобразных торцовых поверхностей составляют соответственно D,,D2,, а наименьшие диаметры d - соответствления способа; на фиг. 2 - вид А ственно d,,d2 и dj. Вершину подрезнона фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Способ осуществляют следующим образом.
Заготовку 1, представляющую собой тонкое ступенчатое кольцо, устанавго резца 4, обрабатьшающую кольцеобразную торцовую поверхность максимальной ширины В (В ---г-
-) уста15
навливают в горизонтальной плоскости.
ливают на разжимной консольной оправке 2 в шпинделе токарно-многорезцо- вого полуавтомата, на поперечном суппорте 3 которого закреплены подрезНые резцы 4, 5 и 6. Наибольшие диаметры D- , обрабатываемые резцами 4, 5 и 6 кольцеобразных торцовых поверхностей составляют соответственно D,,D2,, а наименьшие диаметры d - соответго резца 4, обрабатьшающую кольцеобразную торцовую поверхность максимальной ширины В (В ---г-
-) уста15
навливают в горизонтальной плоскости.
проходящей через ось вращения эаго- тонки, т.е. по линии центров станка (в этом случае смещение вершины резца по высоте Н 0). Вершину резца 5 устанавливают со смещением по высоте (вверх или вниз) на величину Н которую определяют из зависимости:
2
Н,
2,
D +d
-вЪ
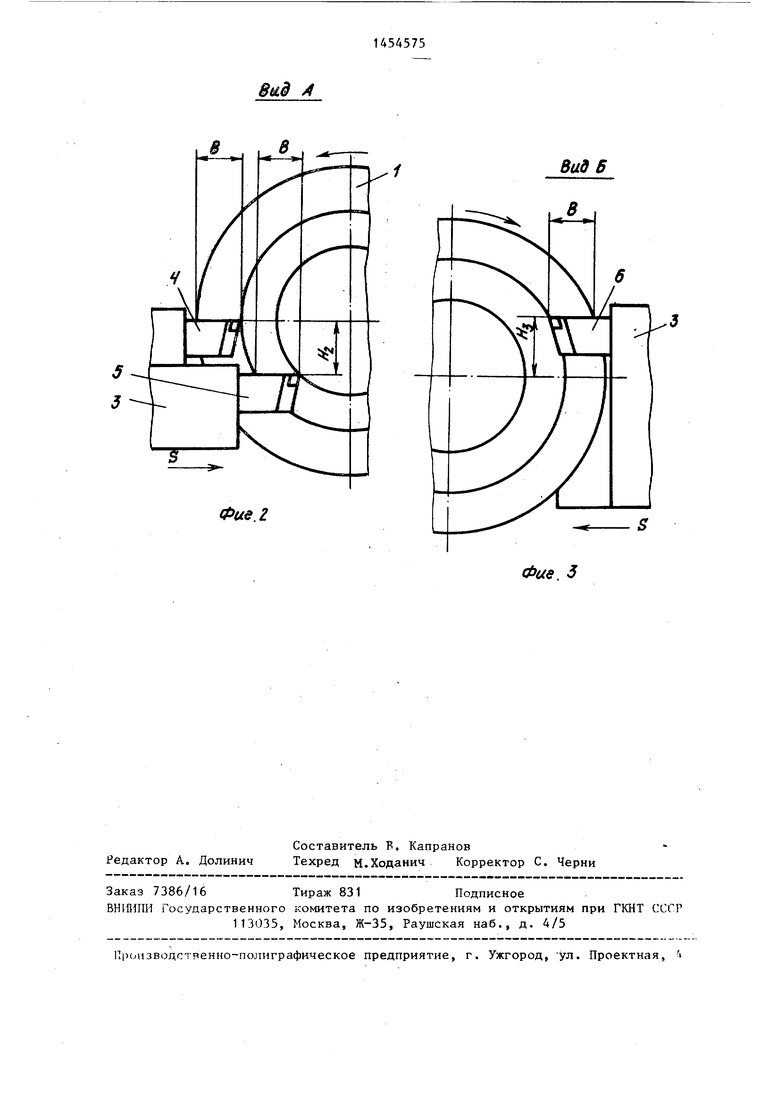
Верпшну резца 6 также устанавливают со смещением по высоте (вверх или вниз) на величину Hj, которую- определяют из зависимости:
J
2В
Dl
dl
,D.
2 2
- в )
Зависимость получена геометрическим путем из условия обеспечения равенства длины рабочего .хода всех резцов, т.е. их одновременного начала и конца работы. Это означает, что пр обработке, когда поперечный суппорт перемещают в радиальном направлении подачей S, длина рабочего хода резцов 5 и 6, установленных со смещением Нг и Нэ по высоте, будет равна г длине рабочего хода резца 4, т.е. ширине В кольцеобразной торцовой по- верхнрсти, имеющей максимальную ширину.
Ввиду одновременного начала и окончания работы всех резцов в наладке исключается ухудшение качества обработки из-за изменения упруго-деформированного равновесного состояния
2 1
технологической системы вследствие нарушения баланса действующих в ней силовых факторов.
Формула изобретения
Способ токарной обработки кольцеобразных торцовых поверхностей несколькими резцами, вершина одного из которых установлена в основной плоскости, а вершины других установлены на разных уровнях от основной плоскости, отличающийся тем, что, с целью повьш1ения качества обработки, кольцевую поверхность максимальной ширины обрабатывают резцом, вершина которого установлена в основной плоскости, а смещение вершин других резцов от основной плоскости определяют по зависимости
-
J 2В
Dl
d.;
,Dt
df
-вЪ
где Н - высота смещения вершины резца, обрабатывающего i-ю кольцеобразную торцовую поверхность, от основной плос- . кости;
В - ширина кольцеобразной торцовой поверхности максимальной ширины
Di - наибольший диаметр i-й обрабатываемой кольцеобразной торцовой поверхности; d{ - наименьший диаметр i-й обрабатываемой кольцеобразной торцовой поверхности.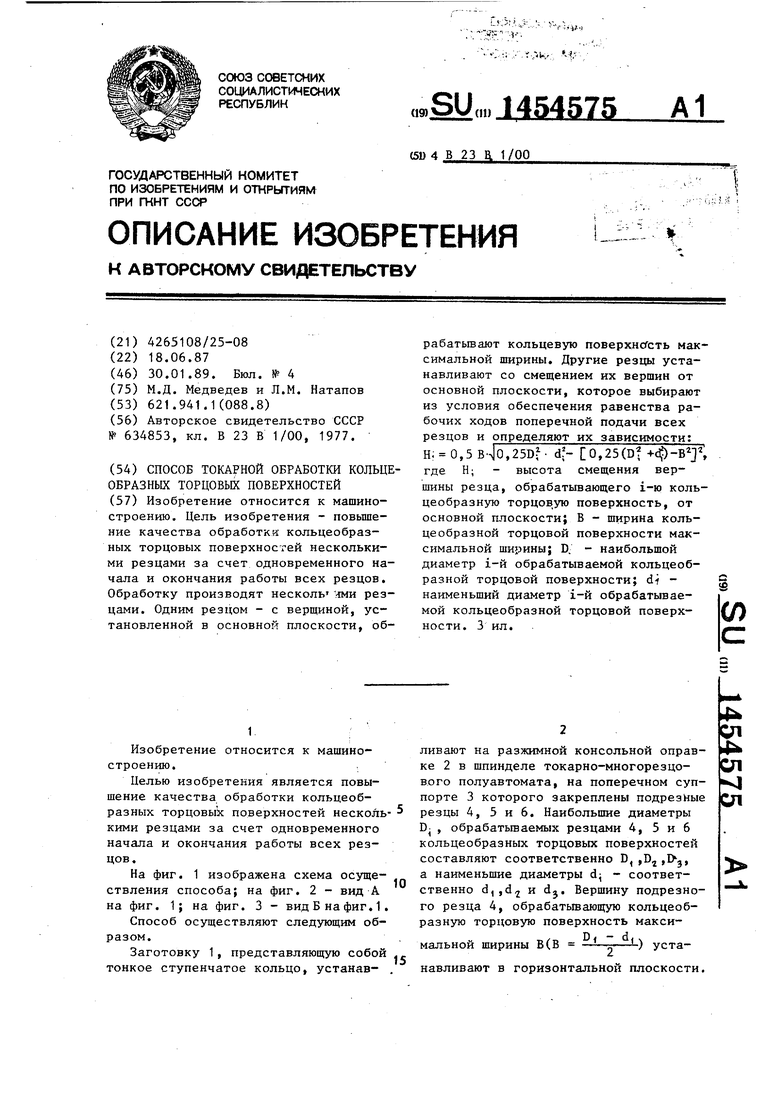
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ токарной обработки радиусных кольцевых канавок | 1985 |
|
SU1291289A1 |
| Способ токарной обработки наружных сферических поверхностей | 1986 |
|
SU1340907A1 |
| Способ токарной обработки наружных сферических поверхностей | 1981 |
|
SU952442A1 |
| Устройство для накатывания | 1987 |
|
SU1481043A1 |
| Способ многопроходного нарезания резьбы | 1982 |
|
SU1036481A1 |
| Устройство для накатывания наружных поверхностей вращения | 1990 |
|
SU1712136A1 |
| Устройство для упрочняющечистовой обработки | 1985 |
|
SU1294585A1 |
| Способ обработки торовых канавок | 1985 |
|
SU1261745A1 |
| Устройство для расточки и подрезки торца | 1983 |
|
SU1129034A1 |
| Способ накатывания кольцевых торцовых поверхностей | 1989 |
|
SU1632752A1 |
Изобретение относится к машиностроению. Цель изобретения - повьше- ние качества обработки кольцеобразных торцовых поверхностей несколькими резцами за счет одновременного начала и окончания работы всех резцов. Обработку производят несколь дми резцами. Одним резцом - с верщиной, установленной в основной плоскости, обрабатьшают кольцевую поверхнсГсть максимальной ширины. Другие резцы устанавливают со смещением их вершин от основной плоскости, которое выбирают из условия обеспечения равенства рабочих ходов поперечной подачи всех резцов и определяют их зависимости: И. 0,5 ,25Df 0,25(Dt где В; - высота смещения вершины резца, обрабатывающего i-ю кольцеобразную торцов ую поверхность, от основной плоскости; В - ширина кольцеобразной торцовой поверхности максимальной ширины; D. - наибольшой диаметр i-й обрабатываемой кольцеобразной торцовой поверхности; di - наименьший диаметр i-й обрабатываемой кольцеобразной торцовой поверхности. 3 ил. (О (/)
Фив. i
Фие.1
Вид Б
Фие J
| Способ одновременного точения торцовых поверхностей | 1977 |
|
SU634853A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
