1
Изобретение относится к машиностроению, в частности к чистовой обч работке зубчатых колес.
Цель изобретения - повьш1ение качв ства обработки.
На фиг.1 представлена схема расположения режущих и выглаживающих элементов в инструменте для комбинированной обработки зубчатых колес; на фиг.2 - схема формообразования эвольвентной поверхности зубьев зуб- чаЛго колеса при зубонарезании с последующим выглаживанием; на фиг.З 10
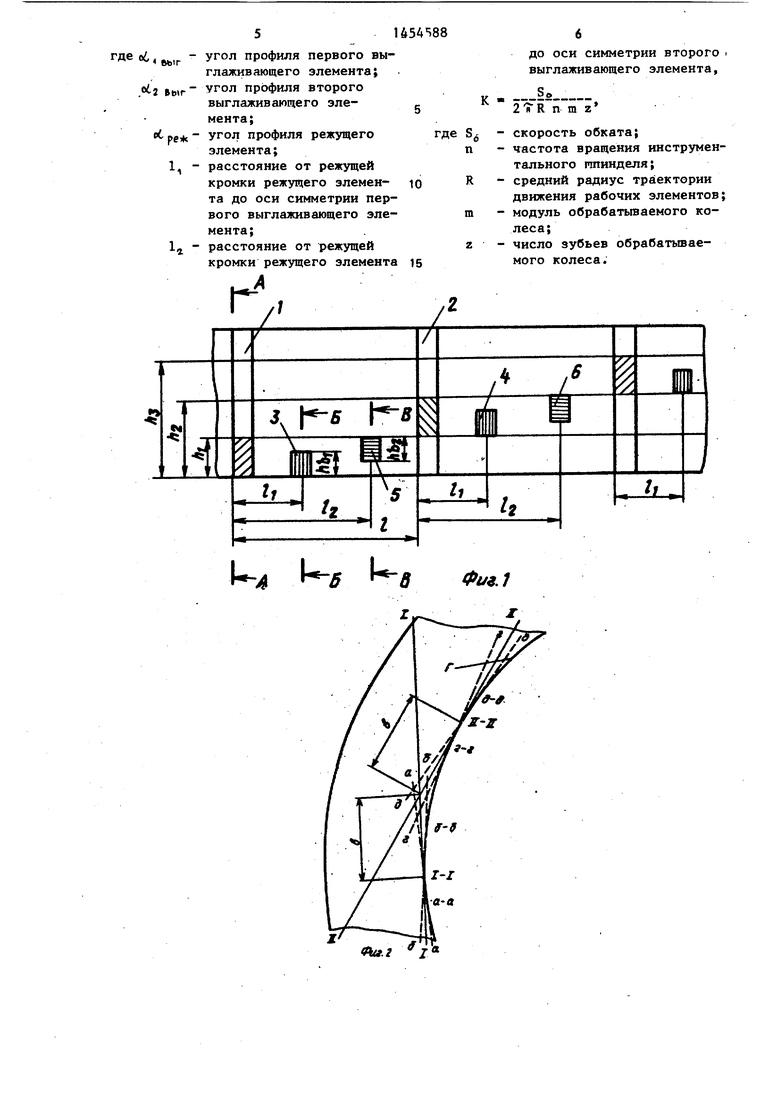
сечение А-А на фиг.1; на фиг.4 - сечение Б-Б на..фиг.1; на фиг.5 - сечение В-В на фиг.1.
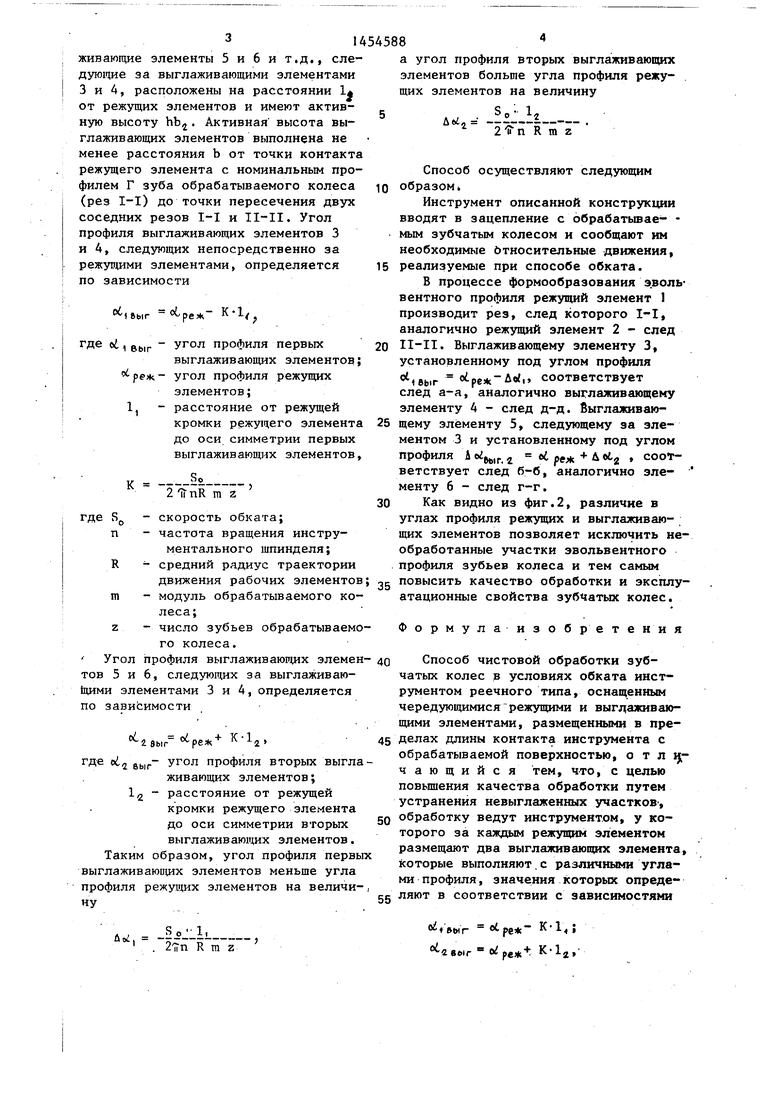
Инструмент содержит режущие элементы 1 и 2 с активной высотой h,, hj-h,, и т.д. и следующие за ними выглаживающие элементы. Выглаживающие элементы 3 и 4 и т.д., следующие непосредственно за режущими элементами расположены на расстоянии 1, от режущей кромки, имеют активную высоту hb,, Выгла00
3
живающие элементы 5 и 6 и т.д., следующие за выглаживающими элементами 3 и 4, расположены на расстоянии 1 от режущих элементов и имеют активную высоту hbj . Активная высота выглаживающих элементов выполнена не менее расстояния b от точки контакта режущего элемента с номинальным профилем Г зуба обрабатываемого колеса (рез I-I) до точки пересечения двух соседних резов I-I и II-II. Угол профиля выглаживающих элементов 3 и 4, следующих непосредственно за режуишми элементами, определяется по зависимости
14
ot
1 вЫГ
oi pe - К-1
oi, gbip - угол профиля первых
выглаживающих элементов; реж - угол профиля режущих
элементов; 1, - расстояние от режущей
кромки режущего элемента до оси симметрии первых выглаживающих элементов.
К
где S
п
R
m
„So
TtnE га z
скорость обката; частота вращения инструментального шпинделя; средний радиус траектории
юыг соответствует след а-а, аналогично выглаживающему элементу 4 - след д-д. быглаживаю- 25 щему элементу 5, следующему за элементом 3 и установленному под углом профиля А , 4 ре 2 соответствует след б-б, аналогично эле- менту 6 - след г-г.
Как видно из фиг.2, различие в углах профиля режущих и выглаживающих элементов позволяет исключить необработанные участки эвольвентного
30
профиля зубьев колеса и тем самым движения рабочих элементов; g повысить качество обработки и эксплу- - модуль обрабатываемого ко- атационные свойства зубчатых колес.
а1454588
а угол профиля вторых выглажи элементов больше угла профиля щих элементов на величину
So- 1,
2 и п R m 2
Способ осуществляют следующим образомk
Инструмент описанной конструкции вводят в зацепление с обрабатьшае- - мым зубчатым колесом и сообщают им необходимые Относительные движения, реализуемые при способе обката.
В процессе формообразования эволь- вентного профиля режущий элемент 1 производит рез, след которого I-I, аналогично режущий элемент 2 - след II-II. Выглаживающему элементу 3, установленному под углом профиля
юыг соответствует след а-а, аналогично выглаживающему элементу 4 - след д-д. быглаживаю- щему элементу 5, следующему за элементом 3 и установленному под углом профиля А , 4 ре 2 соответствует след б-б, аналогично эле- менту 6 - след г-г.
Как видно из фиг.2, различие в углах профиля режущих и выглаживающих элементов позволяет исключить необработанные участки эвольвентного
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ чистовой обработки цилиндрических зубчатых колес | 1986 |
|
SU1355387A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| Способ чистовой обработки зубчатых колес | 1989 |
|
SU1620226A1 |
| Способ обработки зубчатых колес | 1988 |
|
SU1696191A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2009 |
|
RU2404030C1 |
| Способ обработки зубчатых колес | 1988 |
|
SU1696192A1 |
| Резцовая головка | 1982 |
|
SU1039656A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074063C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2014 |
|
RU2602576C2 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
Изобретение относится к машиностроению, в частности к чистовой обработке зубчатых колес. Цель изобретения - повышение качества обработки за счет исключения невыглаженных участков. Инструмент реечного типа содержит режущие элементы и следующие за каддым из них выглаживающие элементы. Уголы профиля выглаживающих элементов назначают различ- Hbttoi BE соответствии с лЛвисимостя- ми: ai. ti, -г выг + кЛре - K lt,; et 4 ВЫГ -ре гдев,в,р - угол профиля первого заглаживающего элемента; Уол профиля второго выгла ч живающего элемента;об-g - угол профиля режущего элемента; 1 - расстояние от режущей кромки режущего элемента до оси симметрии первого выглаживающего элемента; 1 - расстояние от режущей кромки режущего элемента до оси симметрии второго выглажившо- щего элемента; К - (), где Sg - скорость обката; п - часто та вращения инструментального шпинделя; R - средний радиус траектории движения рабочих элементов; m - модуль обрабатываемого колеса; Z - число эубьев обрабатываемого ко .леса. 5 ил. (Л
леса;
Z - число зубьев обрабатываемого колеса.
Угол профиля выглаживаюпщх элемен- тон 5 и 6, следующих за выглаживаю- Щими элементами 3 и 4, определяется по зависимости
К-1
2
где cii.
2 выг
Ч угол профиля вторых выглаживающих элементов; расстояние от режущей кромки режущего элемента до оси симметрии вторых выглаживающих элементов. Таким образом, угол профиля первых выглаживаюишх элементов меньше угла профиля режущих элементов на величи-, ну
й . . 27п R га Z
Формулаизобретения
Способ чистовой обработки зубчатых колес в условиях обката инструментом реечного типа, оснащенным чередующимися режущими и выгдаживаю- щими элементами, размещенными в пределах длины контакта инструмента с обрабатываемой поверхностью, о т л ij- чающийся тем, что, с целью повьпиения качества обработки путем устранения невыглаженных участков ,
обработку ведут инструментом, у которого за каждым режущим элементом размещают два выглаживающих элемента, которые выполняют.с различными углами профиля, значення которых опреде55
ляют в соответствии с зависимостями
o fftwr К 1
де об 4 .1 угол профиля первого выглаживающего элемента; cij „,- угол профиля второго выглаживающего элемента;об pg - угол профиля режущего
элемента;
1, - расстояние от режущей кромки режущего элемента до оси симметрии первого выглаживающего элемента;1 - расстояние от режущей
кромки режущего элемента
А 5 IК где S п
R
m 5
до оси симметрии второго i выглаживающего элемента,
2 н R п m Z
скорость обката; частота вращения инструментального шпинделя; средний радиус траектории движения рабочих элементов; модуль обрабатьшаемого колеса;
число зубьев обрабатьтае- мого колеса.
в
Фи9. 1
«иг.г I
d:4tl&J
ot-4ot,.
0t/e.3
Фи9.
0t/a.5
| Авторское свидетельство СССР ио заявке 4036874/31-08, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
