Изобретение относится к сварке, в частности к устройствам для сборки и сварки тонколистовых деталей, и может быть использовано для точечной сварки боковых станок кузовов из листовой обшивы.
Цель изобретения - повьшение производительности, удобства в работе, расширение технологических возможностей и повышение надежности путем обеспечения предварительного прижима.
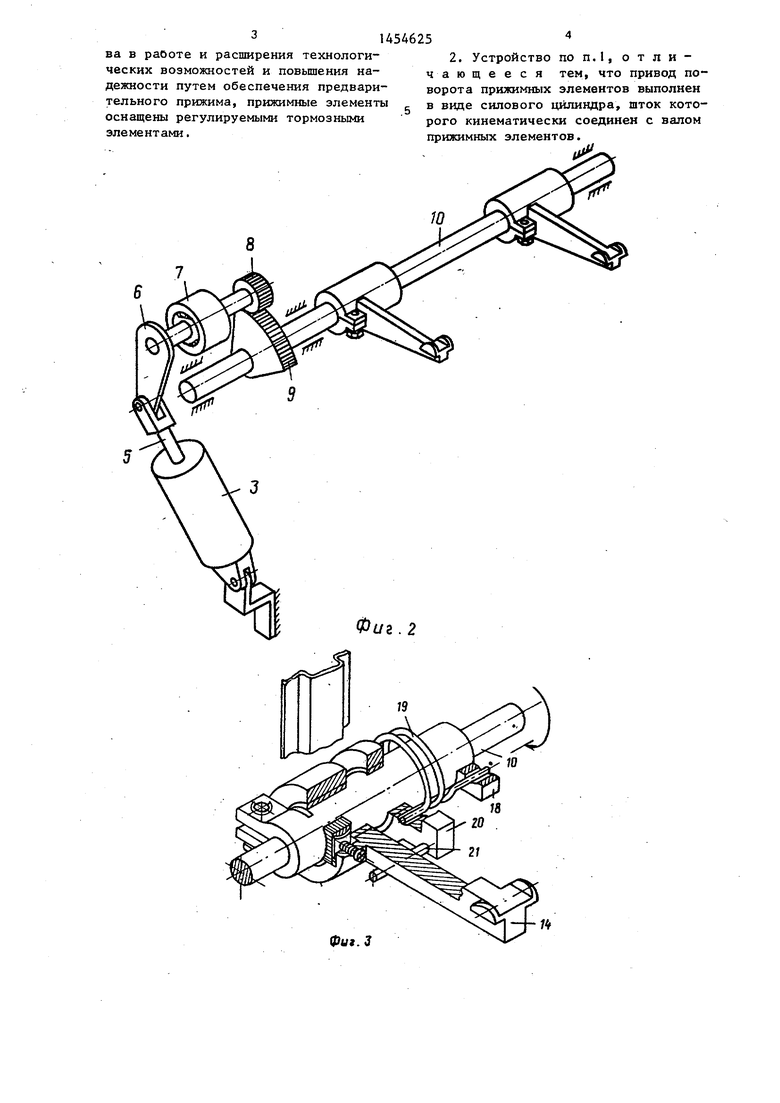
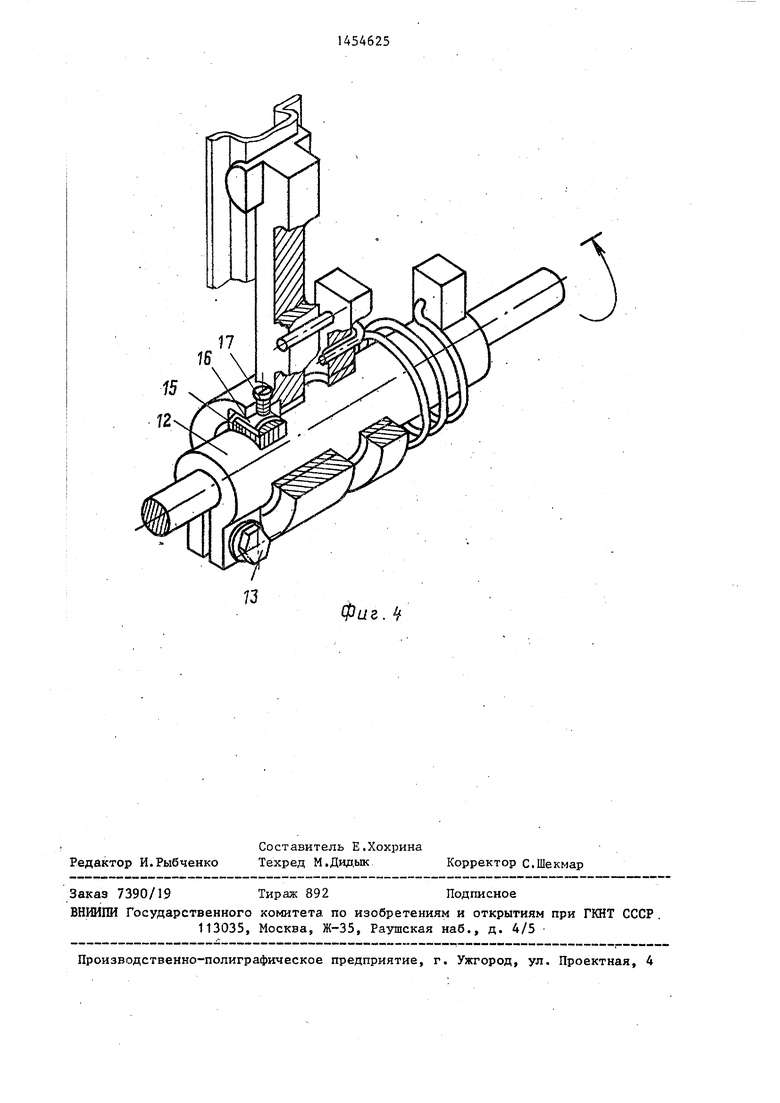
На фиг.1 изображено устройство для сборки и сварки, общий вид; на фиг.2 - привод поворота прижимных элементов; на фиг.З - прижимной элемент в исходном положении; на фиг.4- то же, в рабочем положении.
Устройство для сборки и сварки содержит .опорную раму 1 с трубчатыми перемычками 2, размещенными с определенным интервалом. На раме 1 смонтированы силовые цилиндры 3 и 4, штоки 5 которых через поводки 6, обгонные муфты 7 и зубчатые передачи 8 и 9 кинематически соединены-с валами 10 и 11, смонтированными с возможностью поворота на продольных балках рамы 1. На валах 10 и 11 закреплены прижимы. Прижимы включают втулку 12, закрепленную на валу l O(ll) с помощью болта 13. На втулке с возможностью поворота установлен прижимной элемент 14, взаимодействующий с втулкой через тормозной элемент, содержащий тормозную колодку 15, пластинчатую пружину 16 и регулировочный винт 17. На втулке 12 вьтолнен прилив 18, соединенный с помощью пружины 19 с поводком 20, установленным на втулке 12 с возможностью свободного поворота и взаимодействующим упором 21 с рычагом прижимного элемента 14. На поперечных балках рамы 1 с внутренней ее стороны смонтированы фиксаторы 22. Позиции 23,24 - свариваемые секции.
Устройство работает сл-едующим образом.
Перед началом сборки прижимные элементы находятся в откинутом положении и удерживаются с помощью тормозных элементов. В процессе сборки первую секцию 23 изделия опирают на нижнюю балку рамы 1 и досылают до фиксаторов 22 (по фиг.1 вправо), при этом противоположная сторона секции опирается на перемычки 2. В. таком положении секция 23 удерживается фиксаторами 22. Последующая секция 24
0
5
0
5
0
5
0
5
0
5
устанавливается с таким расчетом, чтобы одна ее сторона (правая) перекрывала секцию 23 на ширину сварного шва, а другая сторона опиралась на следующую перемычку 2 рамы 1. Секция 24 фиксируется верхними и нижними прижимными элементами 14, которые поворачивают вручную. После установки всех секций изделия и предварительного их прижима прижимными элементами в рабочие полости силовых ци- :линдров 3 и 4 подают сжатый воздух. Штоки 5 через элементы 6-9 поворачи вают валы Ю и 11 с втулками 12 и через пружины 19 и поводки 20 передают УСИЛИЯ на прижимные элементы 14, осуществляя тем самым необходимый прижим секций к перемычкам 2 рамы 1 . После сварки изделия прижимные элементы 14 отводятся в исходное положение с помощью силовых цилиндров 3 и 4, изделие выйимают и цикл сборки повторяется в аналогичной последовательности.
Усилие прижима на прижимных элементах регулируется степенью закручивания пружин 19 поворотом втулок 12 на валах 10 и 11 с последуницей их фиксацией болтами 13.
Устройство может работать как с постоянным, так и с периодическим подводом воздуха к пневмоцилиндрам На время загрузки - разгрузки устройства, при этом фиксация изделия обеспечивается путем использования обгонных муфт двухстороннего действия, позволяющих заклинивать выходной вал муфты в обе стороны, что дает возможность после загрузки деталей свариваемого изделия транспортировать устройство согласно технологическому процессу.
Устройство обеспечивает высокую производительность, удобно и надежно в работе при расширении его технологических возможностей. Формула изобретения
1. Устройство для сборки и сварки- П1зеимущественно тонколистовых деталей, содержащее опорную раму со свободно установленными на валах прижимными элементами и приводами их поворота и упругий элемент, выполненный в виде спиральной пружины, один конец которой закреплен на валу, другой - на прижимном элементе, отличающееся тем, что, с целью повьш1ения производительности, удобст31454625
ва в работе и расширения технологических возможностей и повышения надежности путем обеспечения предварительного прижима, прижимные элементы оснащены регулируемыми тормозными элементами.
Фиг.З
2. Устройство по п.I, о т л и - чающееся тем, что привод поворота прижимных элементов выполнен в виде силового цилиндра, шток которого кинематически соединен с валом прижимных элементов.
/«
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и сварки крупногабаритных изделий | 1981 |
|
SU1038159A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Установка для сварки | 1989 |
|
SU1669680A1 |
| Устройство для сборки и сварки продольных швов цилиндрических изделий | 1976 |
|
SU612774A1 |
| Стенд для сборки и сварки полотнищ | 1981 |
|
SU1014675A1 |
| Установка для сборки и сварки секций трубопроводов | 1980 |
|
SU929382A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| Машина для шовной электрической сварки | 1986 |
|
SU1397223A1 |
| Поточная линия для сборки и сварки конструкций | 1979 |
|
SU863278A1 |
| Пистолет для контактной точечной сварки | 1982 |
|
SU1085723A1 |
Изобретение относится к устройствам для сборки и сварки тонколистовых деталей и может быть использовано для точечной сварки боковых стенок кузовов из листовой обшивки. Цель - повьшение производительности, удобства работы, расширение технолоIt ю гических возможностей при высокой надежности. В исходном положении прижимные элементы откинуты и удерживаются посредств)м тормозных элементов. Свариваемые секции 23,24 укладывают на раму 1 с таким расчетом, чтобы одна сторона секции 24 перекрывала секцию 23 на ширину сварного шва. Секции 23,24 поджимаются прижимными элементами 14, которые поворачивают вручную. Затем в полости силовых цилиндров 3 и 4 подают сжатый воздух. Штоки 5 передают усилие на прижимные элементы 14, осуществляя .тем самым необходимый прижим секций к раме I. После сварки прижимные элементы 14 отводятся в исходное положение. Is.п. ф-лы, 4 ил. гг (Л с
73
Фиг.
| Авторское свидетельство СССР № 421300, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
