Изобретение относится к механической обработке материалов, а именно к приспособлениям для установки и закрепления деталей на станках с ЧПУ [1].
Изобретение дает следующий технический результат.
Приспособление позволяет обрабатывать на нем детали во всех координатах пространства, исключая только места зажима и базирования, транспортировать заготовку со станка на станок, базировать и зажимать ее без дополнительных механизмов и устройств.
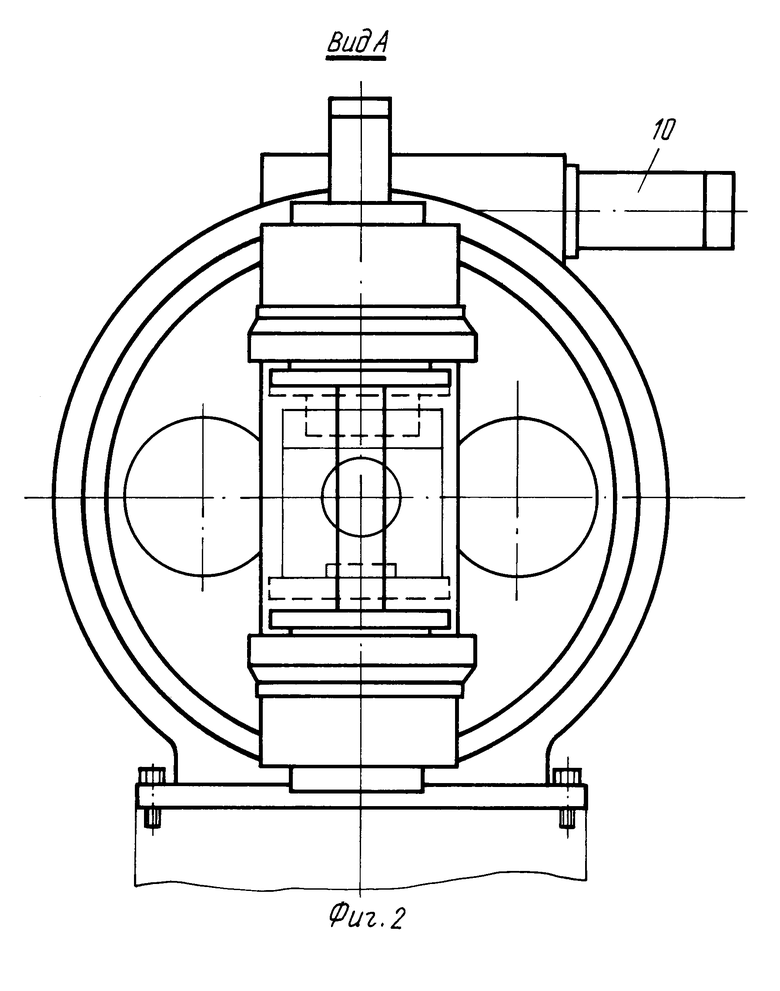
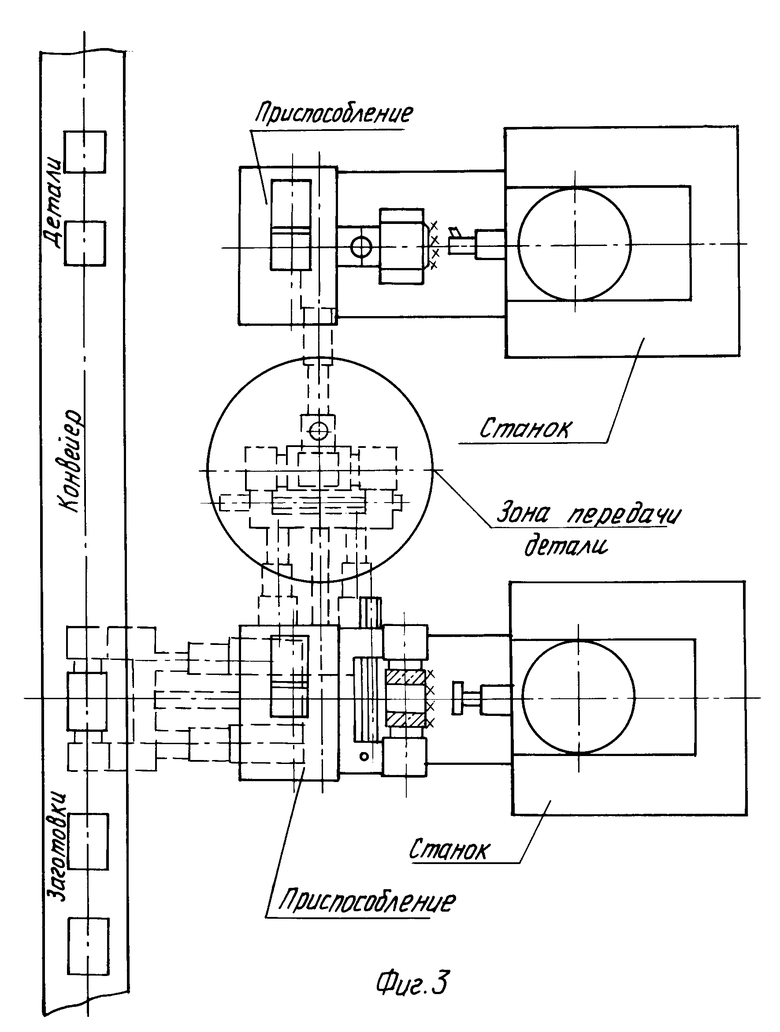
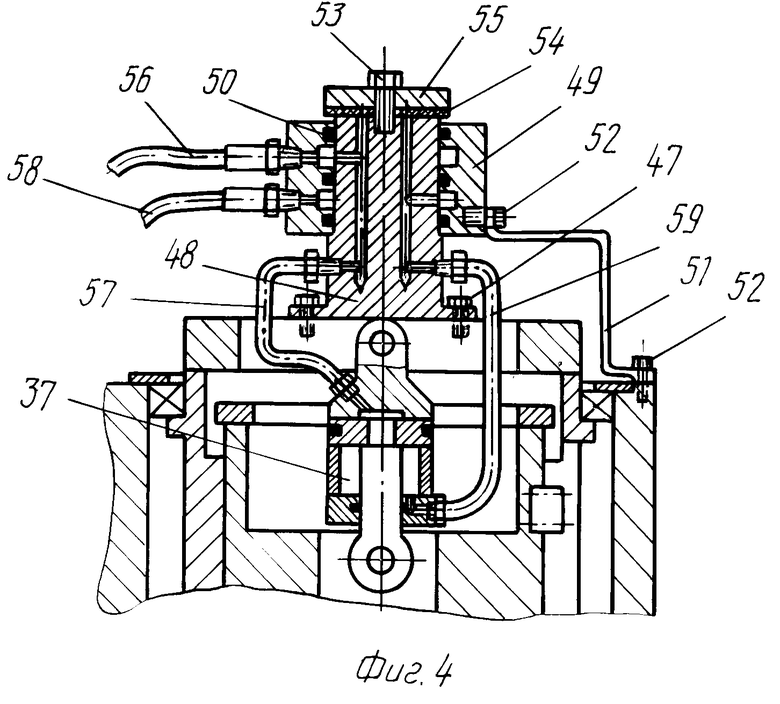
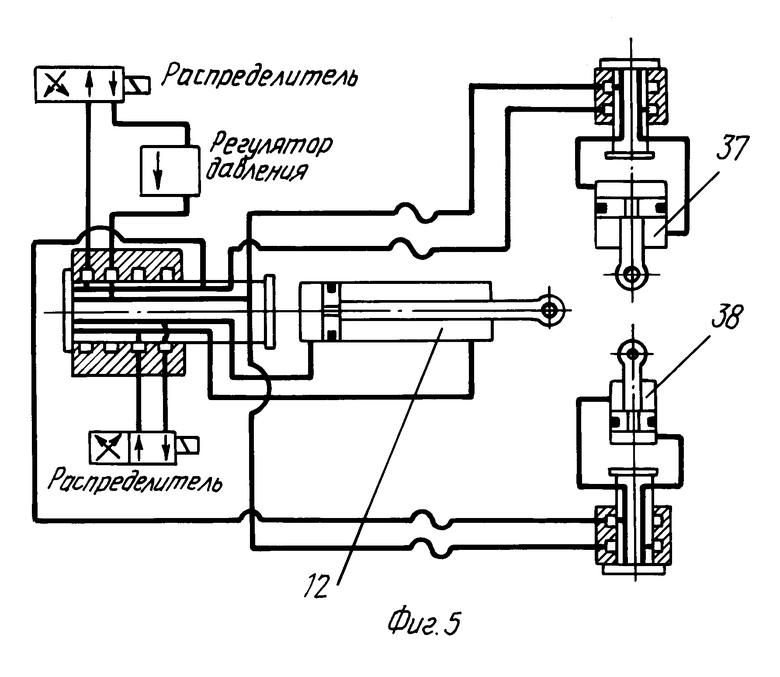
На фиг.1 изображено приспособление, разрез; на фиг.2 - вид по стрелке А на фиг. 1; на фиг.3 - вариант компоновки линии по обработке корпусных деталей при осуществлении функции транспортировки и манипулирования приспособлением заготовок без дополнительных механизмов; на фиг.4 - конструкция подсоединения трубопроводов для подачи давления в цилиндр, имеющего осевое вращение; на фиг.5 - схема соединений гидроцилиндров приспособления.
Балка 1 установлена на двух выдвигающихся телескопических опорах, состоящих из полых цилиндров 2, 3, 4, с помощью болтов 5. Телескопические опоры запрессованы своими наружными цилиндрами 2 во вращающуюся планшайбу 6. Последняя установлена на подшипниках 7 в корпусе 8 и своим зубчатым венцом находится в зацеплении с червяком 9, приводимым во вращательное движение электроприводом 10. Телескопические опоры закрыты крышками 11, установленными на планшайбе 6. В центре планшайбы 6 расположен гидроцилиндр 12, связанный через ось 13 с балкой 1, а через ось 14 и опору 15 - с планшайбой 6. На балке 1 расположены каретки 16 и 17, установленные в балку на подшипниках 18 и 19, закрытые крышками 20 и 21. Каретки жестко связаны с шестернями 22 и 23, которые находятся в зацеплении с валом 24. В концы вала вставлены на шлицах торсионы 25, находящиеся в зацеплении с шестернями 26. Внутри вала 24 торсионы 25 упираются в кольца 27, а с другого конца один торсион связан с электроприводом 28, а другой - с электромагнитной муфтой 29, работающей в тормозном режиме. Торсионы 25 вставлены в вал 24 и шестерни 26 с предварительной закруткой, обеспечивающей выбор зазора в зубчатой паре, что необходимо для высокой точности позиционирования кареток и устранения зазоров в зубчатой паре. Шестерни 26 вставлены в балку 1 на подшипниках 30, которые фиксируются с внутренней стороны крышками 31. В каретки 16 и 17 вставлены с возможностью осевого перемещения выдвигающиеся опоры 32 и 33 и зафиксированы от радиального проворота относительно кареток притертыми с зазором 0,002 мм шпонками 34. На наружных торцах выдвигающихся опор 32 и 33 прикреплены базовые плиты 35 и 36. Опоры приводятся в осевое перемещение двумя гидроцилиндрами разного диаметра 37 и 38, соответствующие полости которых соединены между собой. Цилиндры 37 и 38 соединены с опорами 32 и 33 осями 39 и 40, а с каретками - осями 41 и 42 через опоры 43 и 44. Движение опоры 32 ограничено упором 45. На балке 1 установлены предохранительные кожухи 46. На опоре 43 установлен при помощи болтов 47 круглый плунжер 48 с каналами для передачи давления. На плунжере 48 надет угольник 49 с внутренними расточками напротив входных каналов плунжера 48 и уплотнениями 50. Угольник жестко связан с балкой 1 кронштейном 51 при помощи болтов 52. На плунжер 48 при помощи болта 53 установлена прокладка 54 и крышка 55. Давление в бесштоковую полость цилиндра 37 подается по рукаву 56 через расточку угольника 49 в соответствующий канал плунжера 48 и трубку 57. Давление в штоковую полость цилиндра 37 подается по рукаву 58 через расточку угольника 49 в соответствующий канал плунжера 48 и трубку 59. Аналогичным образом подается давление на гидроцилиндры 38 и 12. Для этого на опоре 15 и 44 должны быть установлены подобные плунжеры и угольники, позволяющие подавать давление в гидроцилиндры при их осевом вращении. Соединение соответствующих полостей гидроцилиндров 37 и 38 показано на фиг.5. Электромагнитная муфта 29, электроприводы 10, 28, распределители и регулятор давления связаны с ЧПУ станка.
Приспособление работает следующим образом. Приспособление устанавливается поверхностью корпуса 8 на стол станка и крепится болтами. На базовые плиты 35 и 36 крепятся необходимые для базирования и зажима заготовки элементы (центровики, штыри, призмы и т.д.). Заготовка при этом может находиться на конвейере и подставке (фиг.3). Разворотом стола станка вокруг оси вращения стола приспособление поворачивается балкой 1 с установленными на ней каретками 16 и 17 к конвейеру. После этого элементы для базирования и закрепления, распложенные на базовых плитах 35 и 36 посредством вращения кареток 32 и 33 электроприводом 28 через вал 24 шестерни 35, 36 и вращения планшайбы 6 вокруг оси Х-Х электроприводом 10 через червяк 9, занимают определенное положение для базирования и зажатия заготовки. При этом выдвигающиеся опоры 32 и 33 с расположенными на них базовыми плитами 35 и 36 втянуты цилиндрами 37 и 38, т .е. давление в цилиндры подано в штоковые полости.
Затем балка 1 с каретками 16 и 17 выдвигается цилиндром 12 по телескопическим опорам, состоящим из полых цилиндров 2, 3, 4 в зону расположения заготовки. После этого подается давление в бесштоковые полости цилиндров 37 и 38, которые соединены между собой (фиг.4, 5), и как только базовые плиты 35 и 36 с расположенными на них элементами для базирования и закрепления доходят до соответствующих поверхностей заготовок гидроцилиндр 37 вследствие большего диаметра начинает передавливать гидроцилиндр 38, при этом может возникнуть нежелательная нагрузка на деталь, приспособление и элементы конвейера или подставки, которые ориентируют заготовку до захвата ее приспособлением. Чтобы этого избежать в бесштоковой магистрали давления цилиндров 37 и 38 установлен регулятор давления (см. фиг.5), обеспечивающий минимально необходимое зажатие заготовки для снятия ее с конвейера или подставки. Далее элементы, базирующие предварительно деталь на конвейере или подставке, отводятся и деталь остается зажатая между базовыми плитами 35 и 36. В это время происходит осевое передвижение опор 32 и 33 вместе с базовыми плитами 35 и 36 и зажатой между ними заготовкой вследствие большего диаметра цилиндра 37 до упора 45, установленного на опоре 32. После этого регулятор давления дает полное давление в бесштоковую полость цилиндров 37 и 38 и заготовка окончательно зажимается с необходимым для обработки усилием. Одновременно поворотом стола станка и работой цилиндра 12 балка возвращается в исходное положение и зажатая деталь оказывается в зоне обработки. Затем электроприводом 10 и 28 деталь ориентируется нужным образом, после чего срабатывает электромагнитная муфта 29, фиксирующая каретки от разворота. После чего можно начинать обработку детали по программе. При работе двух станков и более передача детали со станка на станок осуществляется аналогичным образом, описанном при захвате детали с конвейера или подставки.
Каретки 16 и 17 поворачиваются синхронно относительно балки 1 вокруг оси Y-Y следующим образом. Крутящий момент от привода 28 передается на шестерню 26 со стороны привода, далее через торсион 25 со стороны привода крутящий момент передается на вал 24, торсион 25 и шестерню 26 со стороны электромагнитной муфты 29. Каретки 32 и 33, жестко связанные с шестернями 22 и 23, находящимися в зубчатом зацеплении с валом 24 и шестернями 26, воспринимают крутящий момент от привода 28. Крутящий момент от предварительной закрутки торсионов 25 воспринимают непосредственно вал 24, шестерни 21, 22, 26. Но в приводе кареток он не реализуется, а служит лишь приводом для устранения бокового зазора в зубчатом зацеплении, а также компенсирует тепловые расширения и геометрические погрешности по зацеплению без образования бокового зазора, что необходимо при синхронном повороте кареток.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для установки деталей | 1990 |
|
SU1763141A1 |
| Базовая плита универсально-наладочного приспособления | 1987 |
|
SU1466908A2 |
| СТАНОК ДЛЯ ПРОФИЛЬНОЙ ОБРАБОТКИ ЛОПАТОК ТУРБИН | 1992 |
|
RU2028911C1 |
| Станок для резки труб | 1987 |
|
SU1473909A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Гибкий производственный модуль | 1988 |
|
SU1593915A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044628C1 |
| Линия для изготовления доньев бочек | 1983 |
|
SU1147566A1 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| Многопозиционный агрегатный станок | 1986 |
|
SU1340991A1 |
Использование: приспособление для установки деталей предназначено для работы по безлюдной технологии в автоматизированных системах по производству корпусных деталей. Сущность изобретения: приспособление содержит вращающуюся вокруг оси X - X планшайбу 6. На планшайбе 6 установлена балка 1, на которой размещены каретки 16 и 17. В каретках 16 и 17 размещены с возможностью встречного перемещения вдоль оси Y - Y опоры 32 и 33. На последних закреплены базовые тенты 35 и 36. Балка 1 имеет возможность перемещения относительно планшайбы вдоль оси X - X, а каретки имеют возможность синхронного поворота вокруг оси Y - Y. 5 ил.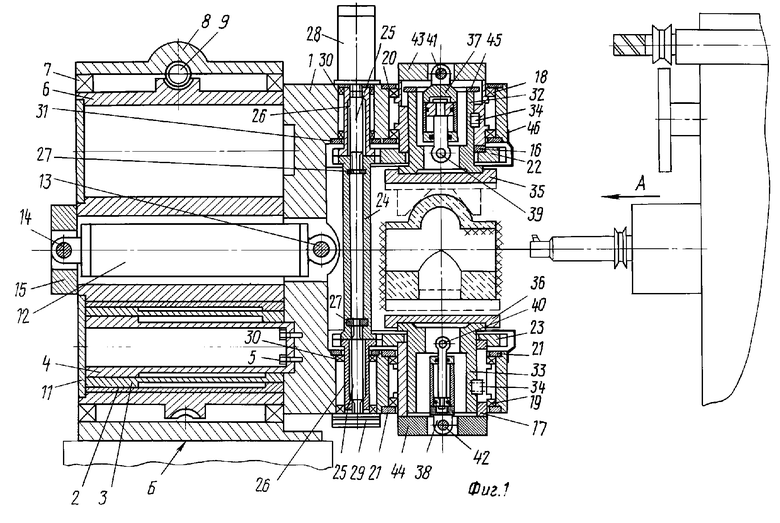
ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАНОВКИ ДЕТАЛЕЙ преимущественно на станках с ЧПУ, содержащее корпус и каретки с элементами базирования и зажима, отличающееся тем, что приспособление снабжено вращающейся планшайбой с установленной на ней балкой, предназначенной для размещения кареток, опорами, установленными в последних с возможностью встречного перемещения вдоль оси, перпендикулярной к оси вращения планшайбы, и закрепленными на опорах базовыми плитами, предназначенными для размещения элементов базирования и зажима, при этом балка имеет возможность перемещения относительно планшайбы вдоль оси вращения последней, а каретки имеют возможность синхронного поворота вокруг оси, перпендикулярной к упомянутой оси, для чего последние связаны с введенными в приспособление предварительно закрученными торсионами и общим валом.
| Универсальное приспособление для установки деталей на станках с ЧПУ | 1986 |
|
SU1454640A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
