Изобретение относится к обработ ке металлов давлением, в частности к устройствам для укладки полос в стопу, и может быть использовано для загрузки полосоподавателей.
Целью изобретения является снижение энергозатрат и повышение надежности .
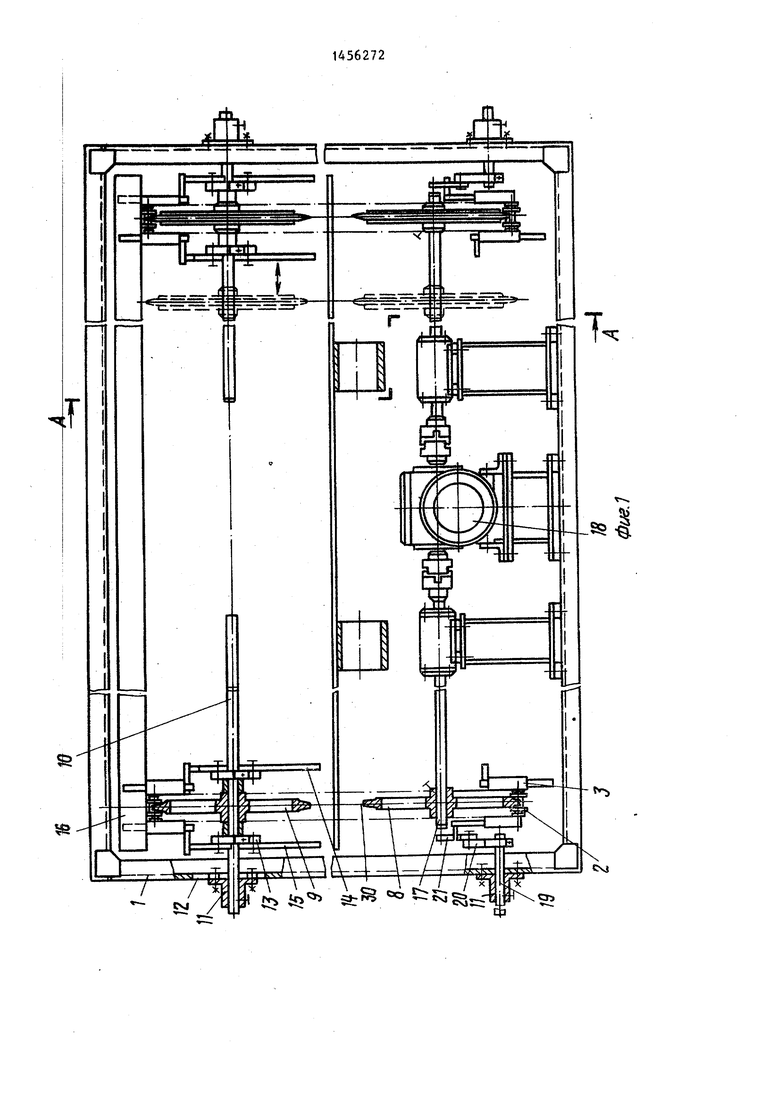
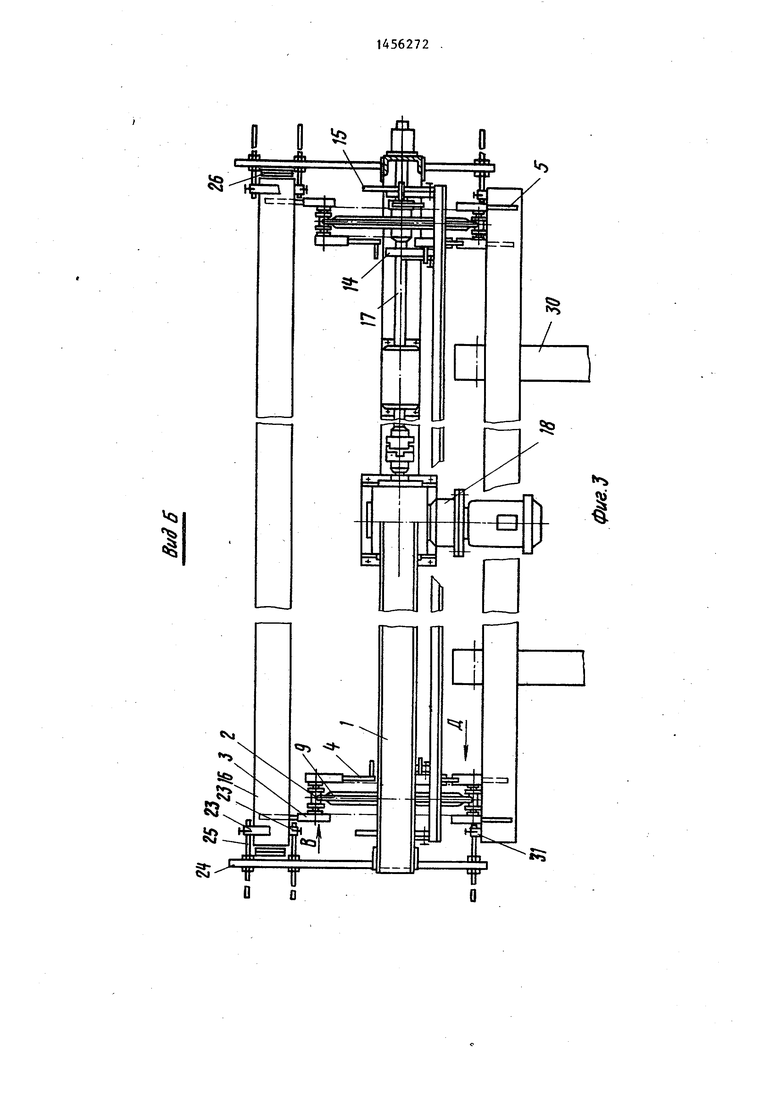
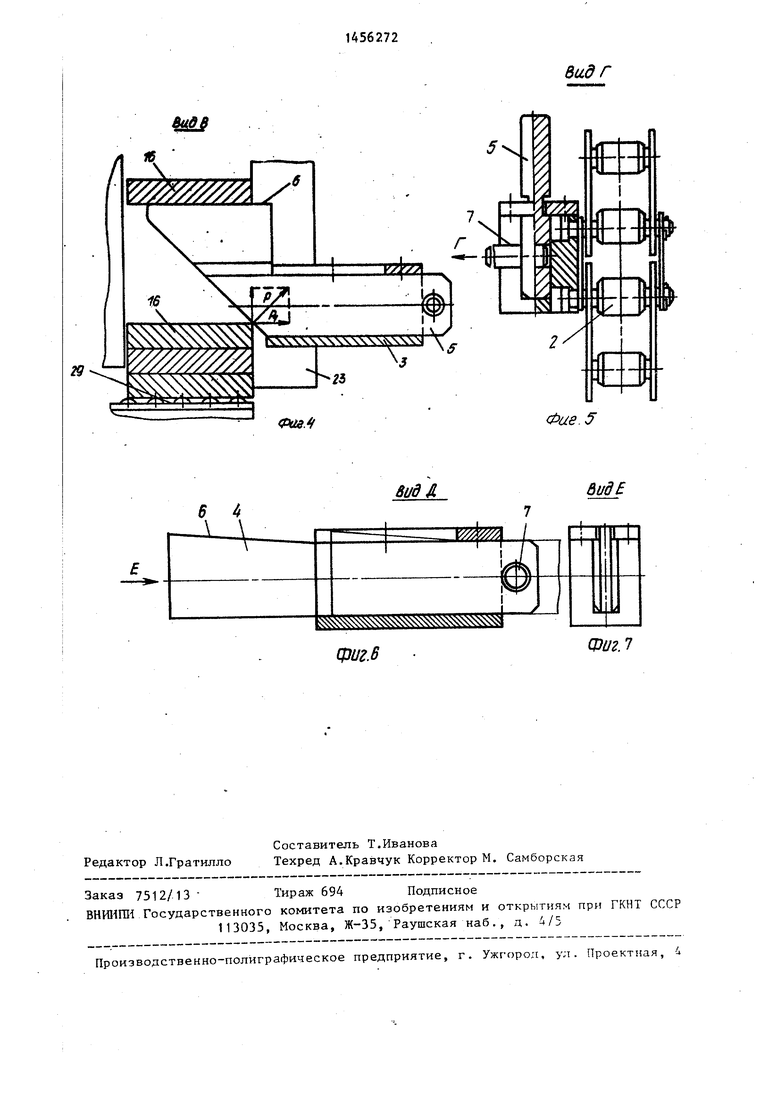
На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез - А-А на фиг. 1; на фиг. 3 - вид Б на фиг.2 на фиг.4 - вид В на фиг.З; на фиг.5 - вид Г на фиг.4; на фиг. 6 - вид Д на фиг. 3; на фиг.7 - вид Ена фиг.6.
Устройство для укладки полос в стопу содержит раму 1, на которой установлен подающий транспортер, включающий две тяговые цепи 2, на которых попарно закреплены в корпусах 3 - захватывающий 4 и укладывающий 5 ползуны, именмцие рабочие площадки 6 с одной стороны и управляющие выступы
7с другой стороны.
Цепи 2 смонтированы на ведущей 8 и ведомой 9 звездочках. Ведомые звездочки 9 насажены на оси Ю, зафиксирванные в ползунах 11, перемещаемых при натяжении цепи.в пазах 12 рамы 1
8верхней части подающего транспор- тера на осях Ю при помощи клеммовых кронщтейнов 13 -жестко закреплены копиры 14 и 15, с которыми попеременно взаимодействуют ползуны 4 и 5 выступами 7 при передаче полосы 16 с пол- зунов 4 на ползуны 5.
Ведущие звездочки 8 насажены на валы 17 привода 18.
В нижней части подающего транспортера на осях 19 при помощи клеммовых кронштейнов 20 закреплены копиры 21, управляющие укладывгиощими ползунами 5 с целью сохранения его нерабочего положения (ползун задвинут в корпус), необходимого при захвате полосы 16 ползуном 4.
Настройка магазина 22 на ширину укладываемых полос 16 осуществляется при помощи перемещения стоек 23, расположенных на кронштейнах 24, а на длину полос перемещением стоек 23. на кронштейнах 25. Для ограничения длины стопы служат две торцевые регулируемые направляющие 26. Устройство вместе с магазином 22 закреплено при помощи кронштейнов 27 на станине полосоподавателя 28, имеющего опорную поверхность 29.
Подача полос 16 к устройству осуществляется конвейером 30 до упоров 31, закрепленных на раме 1.
Устройство работает следующим образом.
После включения привода 18 устройства и подающего транспортера 30 полоса 16 подхватывается парой ползунов 4 и передается на выдвинутые по копирам 15 в процессе обхода звездочек 9 два укпадываюших ползуна 5, При этом ползуны 4 прекращают взаимодействие
с копирами 14 и под действием собственного веса входят в корпуса 3.
Ползуны 5 с полосой 16 продолжают движение по копиру 15 до полного обхода звездочек 9 и ввода полосы 16 между стойками 23 в магазин 22. При дальнейшем продвижении ползунов 5 по вертикали вниз они находят на опорную поверхность транспортера 29 и под действием горизонтальной составляющей Р, силы Р , возникающей от давления ползунов 5, задвигаются в корпуса 3 и плавно укладывают полосу 16.
10
ролируемой датчиками верхнего уровня (не показаны), которые отключают приводы устройства и транспортера 29
Для пополнения стопы в случае использования устройства для загрузки полосоподавателя 28, устройство и транспортер 29 включаются датчикам контроля нижнего уровня стопы (не по казаны) .
Формула изобретения Устройство для укладки полос в
При этом стойки 23 препятствуют пере- 15 стопу, содержащее смонтированные на мещению полосы в горизонтальном направлении вместе с ползунами 5.
Уложив полосу 16 на опорную поверхность 29, ползуны 4 и 5 в задвинутом положении продолжают дви-20 жение до начала обхода ведущих звездочек 8. В процессе обхода ведущих звездочек 8 ролзуны 4 вьщвигаются из корпусов 3 под действием собственного веса, а ползуны 5 не меняют -сво- 25 его задвинутого положения благодаря взаимодействию с копирами 21.
В таком положении ползуны 4 и 5 приближаются к очередной полосе 16, поданной транспортером 29 до упоров 30 31, которая подхватывается ползунами 4 и цикл повторяется.
После укладки полосы 16 на опорную поверхность 29 следующие полосы укладываются друг на друга до полно- 35 го формирования высоты стопы, контраме подающий транспортер, цепную передачу и средство для приема и укладки заготовок в стопу, отличающееся тем, что, с целью повьппения надежности и снижения энер гозатрат, средство для приема и укладки заготовок в стопу выполнено в виде захватывающего и укладьтающего ползунов, попарно закрепленных в кор пусах на вертикальных тяговых цепях подающего тарнспортера и имеющих встречно ориентированные рабочие площади с одной стороны, а с другой управляющие выступы направляющих копиров, размещенных в верхней части подающего транспортера для взаимодей ствия с управляющими выступами обоих ползунов и в нижней части транспортера - для взаимодействия с управ ляющими выступами укладьшающего ползуна.
ролируемой датчиками верхнего уровня (не показаны), которые отключают приводы устройства и транспортера 29.
Для пополнения стопы в случае использования устройства для загрузки полосоподавателя 28, устройство и транспортер 29 включаются датчиками контроля нижнего уровня стопы (не показаны) .
Формула изобретения Устройство для укладки полос в
стопу, содержащее смонтированные на
раме подающий транспортер, цепную передачу и средство для приема и укладки заготовок в стопу, отличающееся тем, что, с целью повьппения надежности и снижения энергозатрат, средство для приема и укладки заготовок в стопу выполнено в виде захватывающего и укладьтающего ползунов, попарно закрепленных в корпусах на вертикальных тяговых цепях подающего тарнспортера и имеющих встречно ориентированные рабочие площади с одной стороны, а с другой- управляющие выступы направляющих копиров, размещенных в верхней части подающего транспортера для взаимодействия с управляющими выступами обоих ползунов и в нижней части транспортера - для взаимодействия с управляющими выступами укладьшающего ползуна.
0
СЧ1
ф
см
СГЭ
Q
«
Вид Г
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для изготовления деталей из плоского материала | 1986 |
|
SU1349847A1 |
| Устройство для укладки штучныхиздЕлий B ТАРу | 1979 |
|
SU839867A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU946733A1 |
| Устройство для укладки в коробки штучных предметов | 1973 |
|
SU501930A1 |
| Устройство для отделения плоских заготовок от стопы | 1978 |
|
SU778881A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
| Стол для стопы листовых заготовок | 1982 |
|
SU1031598A1 |
| Полосоподаватель | 1987 |
|
SU1447495A1 |
| Устройство для подачи плоских предметов | 1978 |
|
SU749664A1 |
| Автомат для укладки бутылок в ящики рядами | 1957 |
|
SU112558A1 |
Изобретение относится к обработке металлов давлением, а именно к устройствам для укладки полос в стопу, и м.б. использовано для загрузки поло- соподавателей.Цель -снижение энергозатрат и повышение надежности.Устройство содержит раму 1, на которой установлен подающий транспортер 30,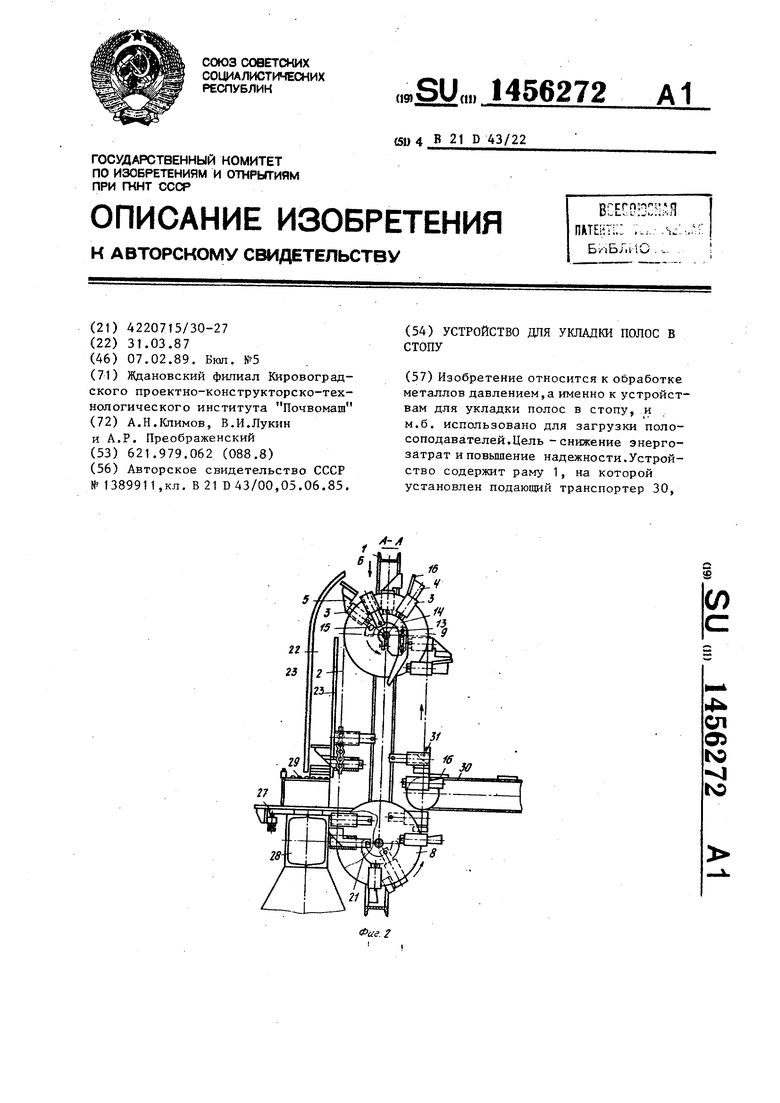
Ш5
ФазА
6 4
Фиг.6
Фае.
в1/дЛ
Вид
Фиг. 7
| Кантователь-пакетировщик листов | 1985 |
|
SU1389911A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
