4ib
;о ел
Изобретение относится к устройствам автоматической подачи заготовок в рабочую зону машины, в частности к устройствам подачи полосы в штамп вырубного пресса.
Цель изобретения - расширение технологических и эксплуатационных возможностей устройства.
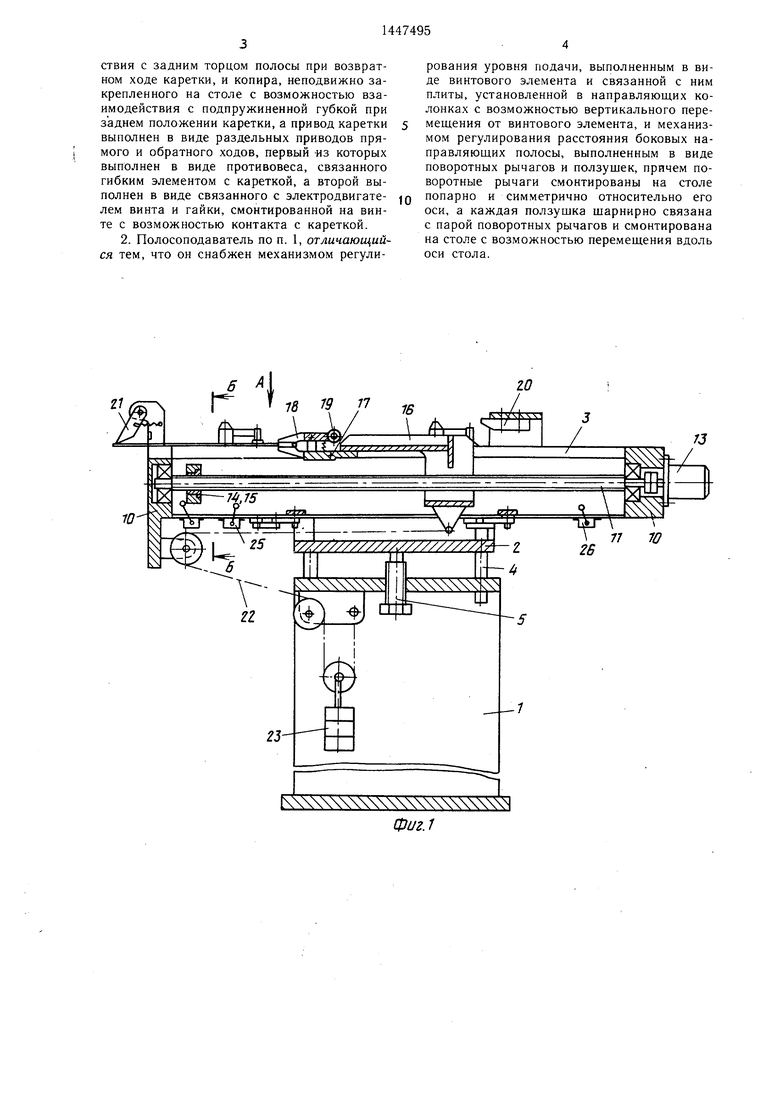
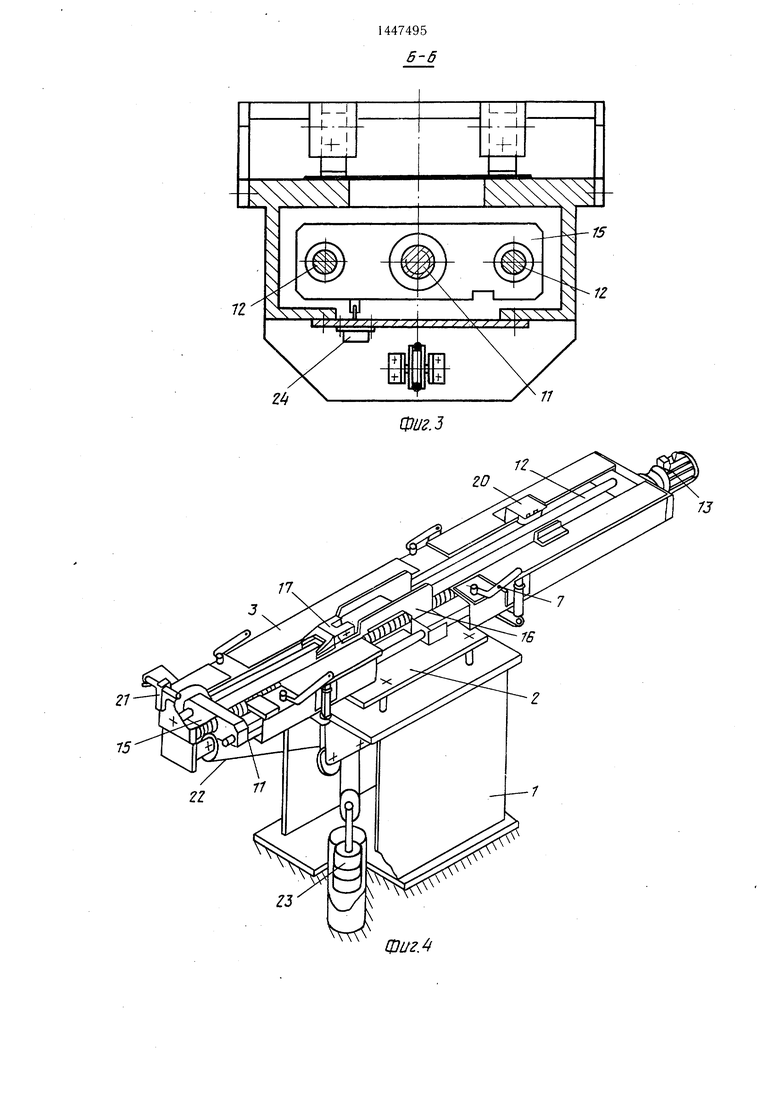
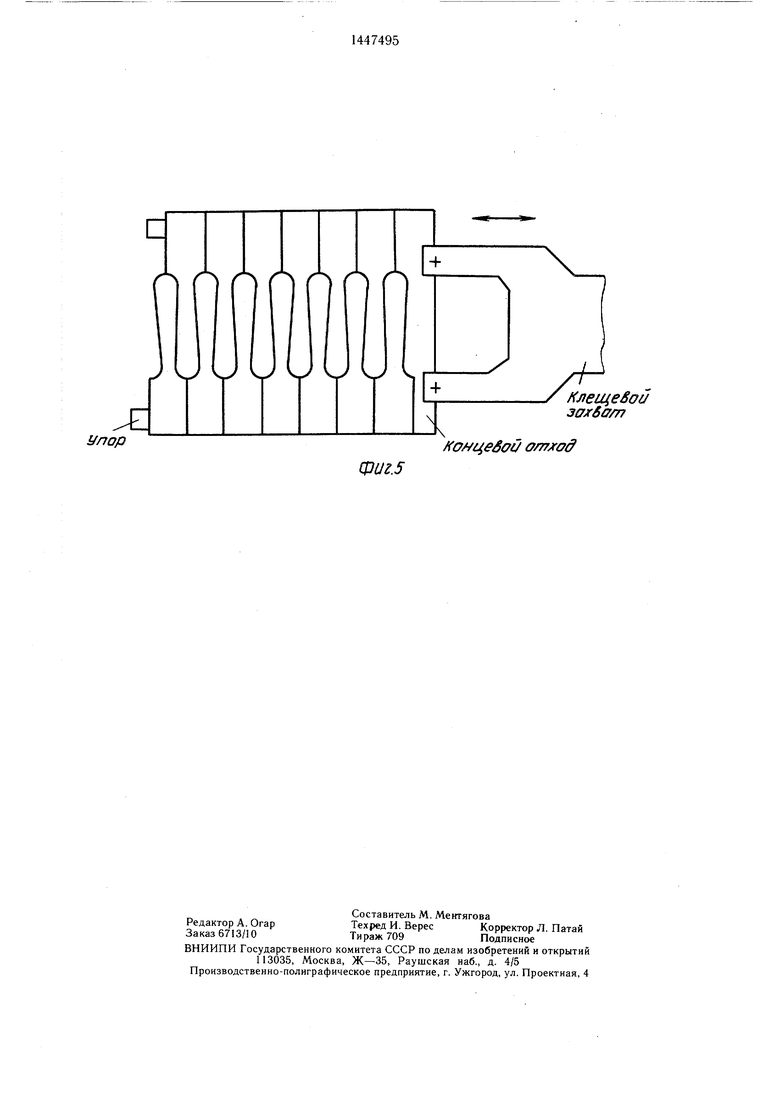
На фиг. 1 представлен полосоподаватель, вид сбоку; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - полосоподаватель, аксонометрия; на фиг. 5 - раскрой полосы при вырубке деталей.
Полосоподаватель содержит основание 1 с плитой 2, на которой закреплен стол 3. Плита 2 центрируется по основанию направ- ляюшими колонками 4. Винтовая пара 5 служит для регулировки положения стола 3 по высоте при настройке на уровень подачи полосы. Полоса 6 укладывается на плоскость стола 3 и центрируется по оси стола посредством боковых направляюших 7, которые через рычажный механизм 8 связаны с пол- зушкой 9. Перемешением ползушки вдоль оси стола обеспечивается синхронное сведение и разведение боковых направляющих 7 при изменении ширины подаваемой полосы 6.
По торцам стола 3 имеются опоры 10, в которых закреплены винт 11 и направляющие колонки 12. Винт связан с электродвигателем 13. Гайка 14 вмонтирована в траверсу 15, которая имеет направление по колонкам 12. На колонках 12 смонтирована также подающая каретка 16 с клещевым захватом 17, причем винт 11 свободно проходит через центральное отверстие каретки. Клещевой захват выполнен с верхней подпружиненной губкой 18, на конце которой смонтирован ролик 19, и с нижней губкой, в которой имеется упор для контакта с торцом полосы. На столе 3 закреплены копир 20 и сбрасыватели 21 концевого отхода, выполненные в виде подпружиненных поворотных флажков. Каретка 16 через гибкий элемент 22 связана с противовесом 23. На столе установлены три конечных выключателя 24-26.
Полосоподаватель работает следующим образом.
В исходном положении траверса 15 находится в крайнем заднем положении, удерживая каретку 16 от движения вперед под действием поднятого противовеса 23. Клещевой захват раскрыт, так как ролик 19 подвижной губки 18 находится под копиром 20.
Полосоподаватель начинает автоматический цикл работы после того, как на его стол 3 будет уложена (вручную или полосоукладчиком) полоса 6. Включается электродвигатель 13, вследствие вращения винта 11 траверса 15 с гайкой 14 отходят в крайнее переднее положение, как показано на фиг. 2. Одновременно с отходом траверсы противовес 23 через гибкий элемент 22 перемещает
подающую каретку 16 в направлении подачи. Ролик 19 подвижной губки 18 выходит из-под копира 20, происходит захват полосы 6 за ее задний торец и перемещение полосы
до упора ее переднего торца в штамп (не показан) .
В крайнем положении (переднем) траверса 15 нажимает на конечный выключатель, в результате чего пресс включается в
автоматическую работу. Происходит вырубка деталей из полосы. За каждый ход пресса вырубленная деталь удаляется «напро- вал, и за время холостого хода ползуна вверх (и на части хода вниз) полоса 6 под действием противовеса 23 подается на один
5 шаг до упора в штамп. При своем продвижении к штампу полоса 6 отклоняет подпружиненные сбрасыватели 21 и свободно проходит под ними. После того, как задний торец полосы 6 с захватом 17 пройдет под
0 сбрасывателем 21, последние под действием своих пружин устанавливаются в вертикальное положение так, что их свободные концы оказываются ниже уровня полосы. Подача полосы происходит до тех пор, пока каретка 16 не нажмет на конечный выключатель, ус тановленный в положении, соответствующем вырубке последней детали. Конечный выключатель останавливает пресс и включает электродвигатель на реверс вращения. Тра- веса 15 посредством винтовой передачи от0 ходит -назад и при своем движении, воздействуя на каретку 16, отводит последнюю в исходное положение. При этом удерживаемый клещевым захватом концевой отход полосы 6 выводится из штампа и наталкивается на сбрасыватели 21, которые при продолжаю5 щемся движении захвата останавливают концевой отход. В результате отход освобождается от захвата и сбрасывается на лоток (не показан). При подходе каретки к исходному положению ролик 19 верхней губки 18 захвата входит под копир 20, захват раскрывается. Конечный выключатель подает команду на выключение электродвигателя, и система проходит в исходное положение.
Формула изобретения
5 1. Полосоподаватель, содержащий основание, закрепленный на нем стол с направляющими для полосы, подающую каретку с захватным органом, смонтированную в столе с возможностью захвата за задний торец полосы, и привод каретки с гибким элементом, отличающийся тем, что, с целью расширения технологических и эксплуатационных возможностей, он снабжен механизмом автоматического удаления концевого отхода полосы, выполненным в виде клещевого
5 захвата с подпружиненной губкой, закрепленного на каретке, поворотных сбрасывателей концевого отхода, шарнирно закрепленных на столе с возможностью взаимодей0
0
ствия с задним торцом полосы при возвратном ходе каретки, и копира, неподвижно закрепленного на столе с возможностью взаимодействия с подпружиненной губкой при заднем положении каретки, а привод каретки выполнен в виде раздельных приводов прямого и обратного ходов, первый из которых выполнен в виде противовеса, связанного гибким элементом с кареткой, а второй выполнен в виде связанного с электродвигателем винта и гайки, смонтированной на винте с возможностью контакта с кареткой.
2. Полосоподаватель по п. 1, отличающийся тем, что он снабжен механизмом регули
рования уровня подачи, выполненным в виде винтового элемента и связанной с ним плиты, установленной в направляющих колонках с возможностью вертикального перемещения от винтового элемента, и механизмом регулирования расстояния боковых направляющих полосы, выполненным в виде поворотных рычагов и ползушек, причем поворотные рычаги смонтированы на столе попарно и симметрично относительно его оси, а каждая ползущка шарнирно связана с парой поворотных рычагов и смонтирована на столе с возможностью перемещения вдоль оси стола.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления деталей из ленточного материала | 1988 |
|
SU1634352A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Установка Кривовязюка для вырубки заготовок из плоского материала | 1981 |
|
SU958083A1 |
| Устройство для вырубки изделийиз РЕзиНы | 1977 |
|
SU806456A2 |
| Устройство для вырубки деталей из листа | 1984 |
|
SU1207566A1 |
| Устройство кривовязюков для вырубкизАгОТОВОК из пОлОСОВОгО илЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU804501A1 |
| Устройство для вырубки заготовокиз лиСТОВыХ МАТЕРиАлОВ | 1978 |
|
SU802071A2 |
| Устройство для вырубки заготовок из полосового и ленточного материала | 1979 |
|
SU856834A1 |
| Устройство для транспортировки за-гОТОВОК | 1978 |
|
SU812391A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |

Изобретение относится к устройствам автоматической подачи заготовок в рабочую зону машины, в частности к устройствам подачи полосы в штамп вырубного пресса. Цель изобретения - расширение технологических и эксплуатационных возможностей устройства. Полосоподаватель содержит основание со столом и направляющими для полосы и подающую каретку с приводом. Особенностью конструкции является наличие в устройстве механизма для удаления концевого отхода полосы, выполненного в виде клещевого захвата, закрепленного на каретке, подпружиненных поворотных сбрасывателей и копира, установленных на столе. Другой особенностью является раздельный привод подающей каретки. Прямой ход осуществляется от противовеса, связанного гибким элементом с кареткой, возвратный ход - от винтового механизма с подвижной гайкой. Полосоподаватель снабжен устройствами регулировки уровня подачи и регулировки боковых направляющих полосы. 1 з.п. ф-лы, 5 ил. i СЛ
Фиг.1
«:
7Z
ZJ
V
1447495 5-6
Фиг.З
12
zo.
ф1/г.
Клещевои 3ajf6a/7j
omjco
Фиг.5
| Розен Г | |||
| Н | |||
| Механизация и автоматизация листовой штамповки в автомобилестроении | |||
| М.: Машиностроение, 1983, с | |||
| Регулятор для ветряного двигателя в ветроэлектрических установках | 1921 |
|
SU136A1 |
| Огнетушитель | 0 |
|
SU91A1 |
