Известные устройства для прессования изделий из пластмасс и резины (многогнездные и многоэтажные пресс-формы, многоэтажные прессы, автоматизированные линии), основанные на принципе осуществления выдержки вне пресса, недостаточно эффективны или слишком сложны.
Предлагаемое устройство лишено указанных недостатков и состоит из станины, на которой смонтирована нагревательная камера, по оси которой с двух торцов расположены два одинаковых трехполостных гидроцилиндра, с постоянным смыкаюшим усилием. Плунжеры цилиндров - дифференциального типа, совершающие возвратно-поступательное движение, снабжены вилками, несущими подпружиненные подвижные упоры для перемещения столба пресс-форм или блоков вдоль полости нагревательной камеры.
Для эвакуации пресс-форм, блоков из полости нагревательной камеры без нарущения процесса применены подпружиненные рычал ные захваты, встроенные в левый торец нагревательной камеры.
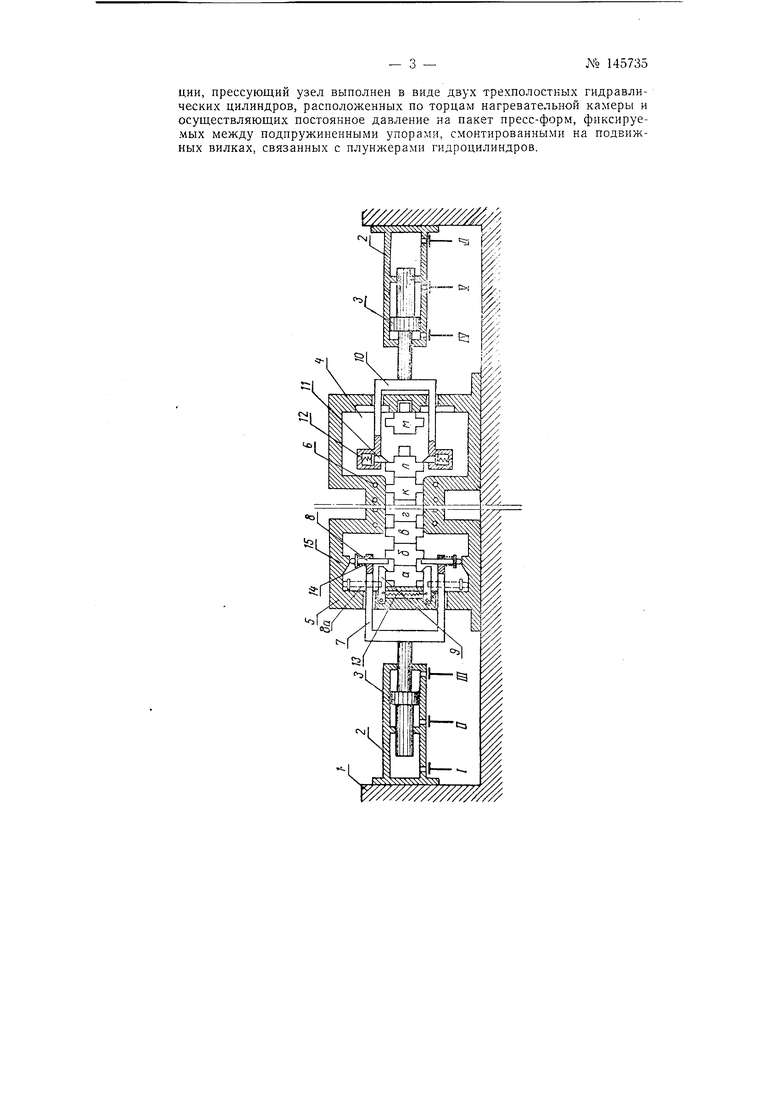
Отличительная особенность предлагаемого устройства состоит в том, что прессующий узел выполнен в виде двух трехполостных гидравлических цилиндров, расположенных по торцам нагревательной камеры и осуществляющих постоянное давление на пакет пресс-форм, фиксируемых между подпружиненными упорами, смонтированными на подвижных вилках, связанных с плунжерами гидроцилиндров. Конструкция и работа устройства поясняются чертежом.
На станине 1 укреплены два одинаковых трехполостных цилиндра 2 со щтоками 3 с плунжерами.
К станине также закреплена термически изолированная камера 4, в корпусе 5 которой помещены нагреватели (или охладители) 6. Через камеру проходит непрерывно сжимаемый с торцов столб пресс-форм, выдерживаемых под давлением. Полости / и V/ цилиндров на протяжении всей работы устройства постоянно соединены с аккумулятором
№ 145735- 2 -
жидкости высокого давления, вследствие чего столб всегда сжат с усилием выдержки Р.
В предлагаемом устройстве имеется возможность применять не пресс-формы, а блоки, несупдие с одной стороны матрицу, а с другой - пуансон.
В момент, соответствующий изображенному на чертеже, полость П соединена с насосом, а полости ///, IV и V - со сливом. Давление жидкости передается через шток 3, вилку 7 и уноры 8 на выступы блока б, вследствие чего весь столб блоков б, в, г .... к, л перемещается вправо и в нем поддерживается усилие сжатия Р, за счет наличия давления в полостях / и VI. Крайний блок а удерживается защелками Я вследствие чего происходит распрессовка блоков а п 5. В тот момент, когда распрессовка полностью закопчптся (пуансон полностью выйдет из матрицы, а на правом конце столба пуансон еще не начнет входить в матрицу), производится переключение давления с полости // на полость IV, в результате чего столб блоков будет продолжать двигаться вправо, навстречу блоку ж, загруженному пресс-материалом.
Под действием усилия Р левого цилиндра произойдет запрессовка блоков л и м. После полного смыкания блоков столб, а вместе с ним и левый плунжер остановятся; правый же шток 3 с вилкой 10 будет продолжать двигаться вправо. Упоры 11, сжав пружины 12, зайдут за выступы блока Л4 и защелкнутся, после чего плунжер правого цилиндра остановится в своем крайнем положении.
Блок а, таким образом, окажется распрессованным п отделенным от сжатого столба, а блок м - запрессован и находится в столбе б, в, г .... к, л, м, зажатом между упорами 8 и корпусом 5 все с те.м же усилием выдержки Р. После этого блок а удаляется, полость IV соединяется со сливом, а полость /// соединяется с насосом. Вилка 7 с упорами 8 идет влево. Столб блоков б, в, г .... к, л, м, поджимаемый правым цилиндром к порам 8 с усилием Р, также движется справа налево. Происходит цикл перемещения. Выступы крайнего блока б заходят за защелки 9, стягиваемые пружинами 13. Столб блоков упирается в левую стенку корпуса 5 и останавливается. Вместе с ним останавливается и правый плунжер, поддерживая в столбе блоков давление Р. Левый же нлунжер продолжает еще двигаться некоторое расстояние влево до своего крайнего положения, в результате чего упоры 8 отходят от выступов блока б и пружины 14 раздвигают их в положение За. изображенное пунктиром. На этол цикл перемещения заканчивается. Справа помещается очередной предназначенный для запрессовки блок, после чего производится переключение давления с полости /// на полость //.
Левый плунжер начинает перемещаться вправо. Упоры 8 минуют выступы блока б, упираются, благодаря копирам 15, в выступы блока в и начинают перемещать вправо столбы блоков в, г, .... к, л, м.. Далее все идет в том же порядке, как это описано выше: блок б удерживается защелками 9, происходит очередная распрессовка и т. д.
Предмет изобретения
Устройство для непрерывного прессования изделий из пластмасс и резины, состоящее из гидравлического прессующего узла с подпружиненными упорами, расположенными в нагревательной камере щахтного типа, отличающееся чтем, что, с целью упрощения конструк
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОРЕАКТИВНЫХ МАТЕРИАЛОВ | 1972 |
|
SU353838A1 |
| ГИДРАВЛИЧЕСКИЙ МНОГОЭТАЖНЫЙ ПРЕСС С МЕХАНИЗМОМ ПОДЪЕМА | 2013 |
|
RU2544717C2 |
| Многоэтажный пресс для изготовления изделий из пластмасс | 1957 |
|
SU114679A1 |
| Гидравлический многоэтажный пресс с механизмом подъема и способ прессования с гидравлической схемой его реализации | 2017 |
|
RU2681591C2 |
| ГИДРАВЛИЧЕСКИЙ МНОГОЭТАЖНЫЙ ПРЕСС С ГИДРОЦИЛИНДРАМИ ПОДЪЕМА И НАГРЕВАТЕЛЬНЫМИ ПЛИТАМИ | 2010 |
|
RU2440244C2 |
| "Пресс для демонтажа колесных пар | 1976 |
|
SU565803A1 |
| Выносная самозапирающаяся пресс-форма | 1961 |
|
SU149561A1 |
| ПРЕСС ДЛЯ РАСФОРМИРОВАНИЯ И ФОРМИРОВАНИЯ КОЛЕСНЫХ ПАР | 2005 |
|
RU2295433C2 |
| Многоэтажный пресс для облицовки щитов | 1978 |
|
SU729093A1 |
| Машина для изготовления кольцевых брикетов из порошкообразных материалов | 1984 |
|
SU1193012A2 |