(54) МНОГОЭТАЖНЫЙ ПРЕСС ДЛЯ ОБЛИЦОВКИ ЩИТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для непрерывного изготовления щитовых элементов мебели | 1976 |
|
SU612788A1 |
| Агрегат для раскроя материала | 1972 |
|
SU442048A1 |
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |
| Токарный станок для одновременной обработки концов труб и валов | 1990 |
|
SU1798038A1 |
| ПРЕСС ПО МЕНЬШЕЙ МЕРЕ С ОДНОЙ ПРИСОЕДИНЯЕМОЙ И ОТСОЕДИНЯЕМОЙ СОБИРАЮЩЕЙ ТЕЛЕЖКОЙ | 2010 |
|
RU2508201C1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Гидравлический пресс | 1989 |
|
SU1687448A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ НАБОРА ЛИЦЕВОГО СЛОЯ ЩИТОВОГО ПАРКЕТА | 1973 |
|
SU382510A1 |
| Агрегат для прессования изделий | 1956 |
|
SU110963A1 |
| Устройство для отделения листа от стопы и подачи его в рабочую зону пресса | 1980 |
|
SU895705A1 |
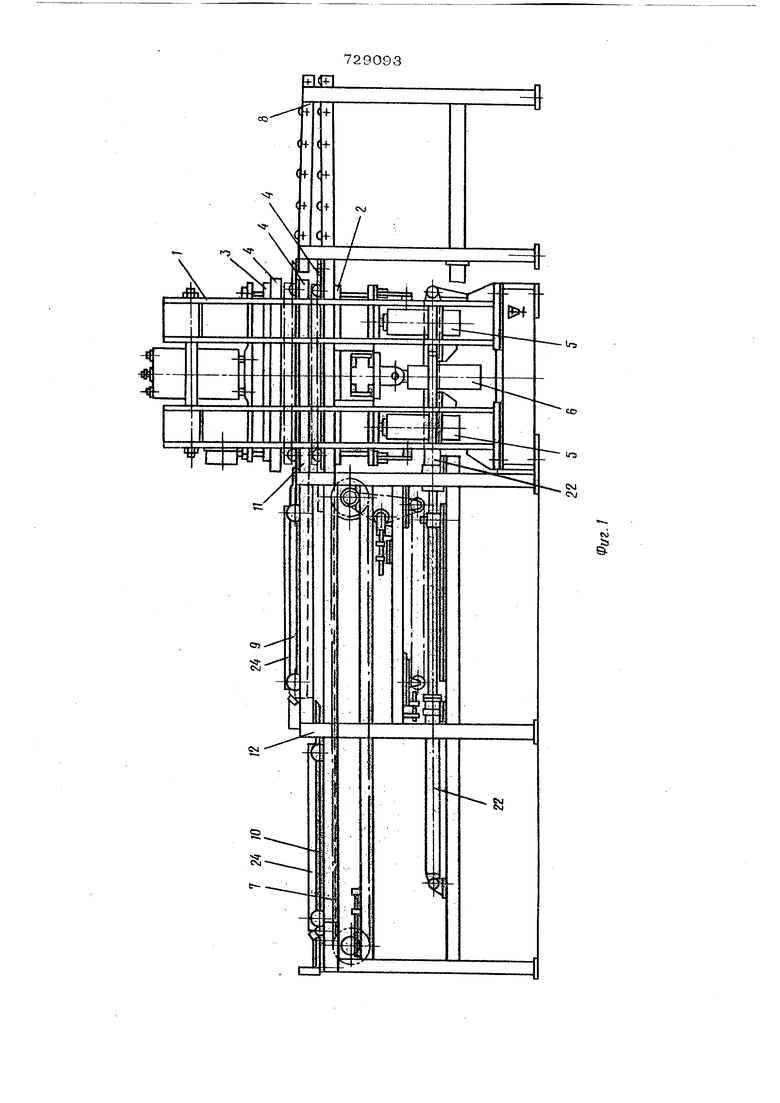
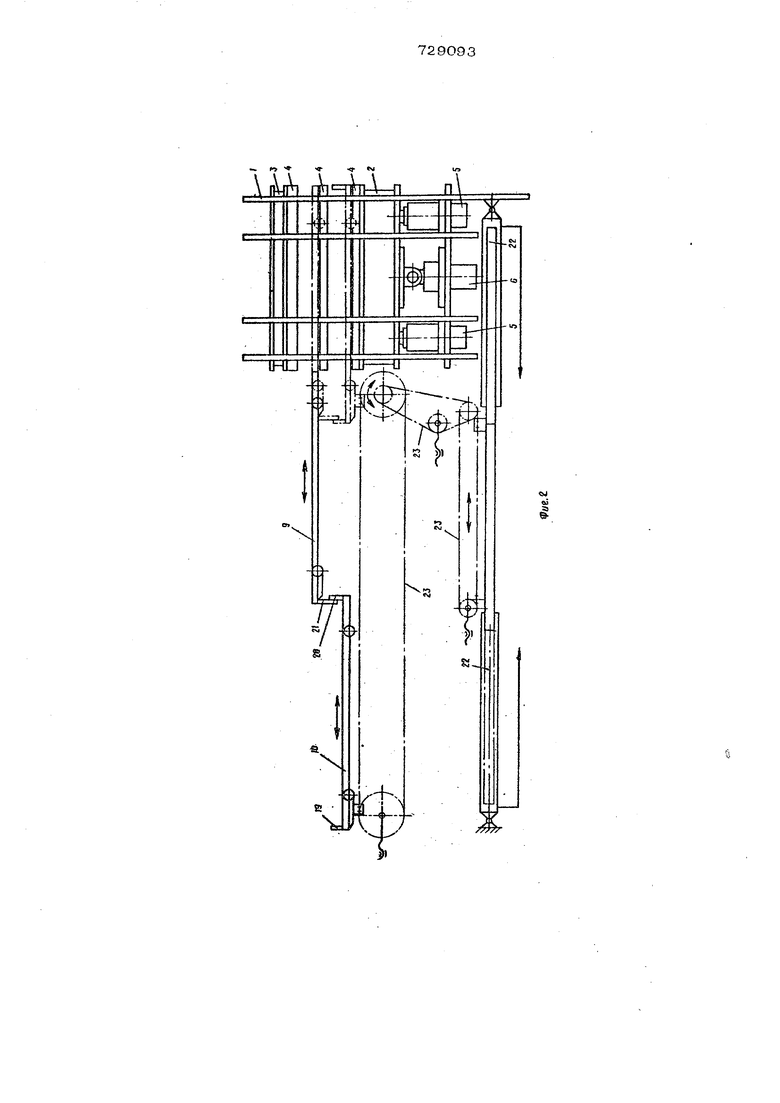
Изобретение относится к деревообрабатывающей промышленности и предназначено для облицовьтания ШИТОБЫХ дета лей. Известен пресс, включающий загрузоч ные возвратно-поступательные тележки l Однако загрузка и выгрузка щитовых деталей из зоны прессования производится с обеих сторон пресса, что требует увеличения производственных площадей. Известен этажный пресс, включающий станину, загрузочные тележки с приводом и транспортерными лентами .налрешляющие и гидропривод 2 . Недостатком этого этажного пресса является нeвoз Ioжнocть одновременного формирования щитовых деталей. Цель изобретения - повышение производительности пресса путем одновременного формирования всех обшщованньтх щитов. Это достигается тем, что пресс снабжен дополт1нтельными направляющими, которые размецены внутри станины, а загрузочные тележки снабжены упорами, посредством которых они: связаны со смещением друг с другом и установлены на дополнительных направляющих. Кроме того дополнительные направляющие загрузочных тележек снабжены рейками, которые К1гаематически связаны с транспортерными лентами, тфичем привод тележек выполнен в виде цепной передачи и гидроцилиндров. На фиг, 1 изображен предлагаемый пресс, общий вид; на фиг. 2 - К1шематическая схема привода загрузочных тележек; на фиг. 3 - кинематическая схема привода транспортерных лент и загрузочных тележек. Пресс для облицовки шитов содержит станину 1, внутри которой расположены стол пресса 2, верхняя тровс х;а 3, три нагревательные плиты 4 и прессующие 5 и возвратные 6 гидроШ1лшшрьг. Слева от станины пресса расположено загрузочное устройство 7, а справа - приемный рольганг 8 для готовых облицованных щитов. Гидропривод пресса находится сзади станины (на чертеже не показан) .
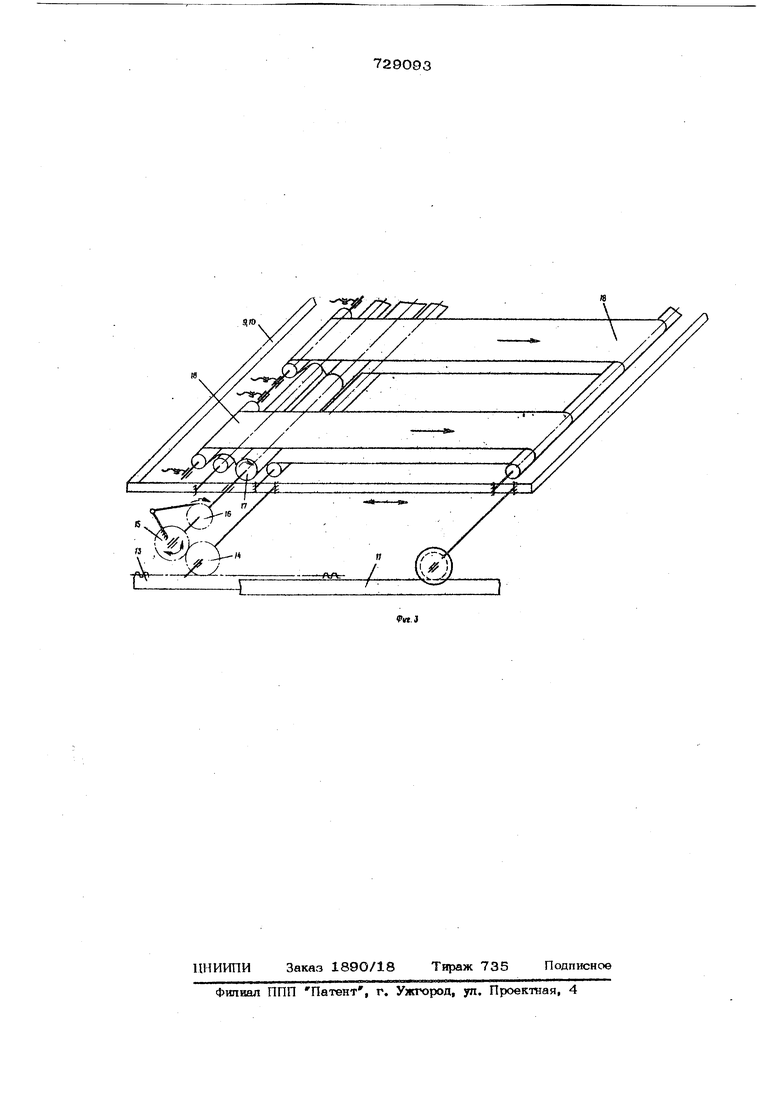
Загрузочное устройство состоит из верхней 9 И нижней 10 загрузочных тележек, смещенных относительно друг друга для удобства одновременного формирования заготовок ЩИТОВ и движущихся по направляющим 11, закрепленным в станине пресса и на стойках 12, К направляющим 11 внутри пресса прикреплены рейки 13, с которыми при вхождении те-л лежек в пресс входят в зацепление шестерни 14 и 15, связанные с храповым механизмом 16, установленном на ваПу ведущего барабана 17 привода транспортерных лент 18 загрузочных тележек 9 При движении тележек в пресс щестерня 15 вращается против часовой стрелки, и закрепленная на ней собачка проскакивает по храповому колесу. Вал барабана транспортерных лент остается при этом неподвижным. При обратном движении тележек из пресса (влево на фиг. З) шестерня 15 вращается по часе, вой стрелке, собачка входит в зацепление с храповым колесом и вращает барабан транспортеров, продвигая ленты вправо Передаточные числа реечной и шестеренной передач подобраны так, что скорость перемещения тележек и транспортерных лент одинакова.
При выходе обеих тележек за габариты пресса шестерня 14 выходит из зацепления с рейкой 13, и движение транспортерных лент прекращается,. Перемещение верхней загрузочной тележки 9 происходит под действием упоров 19 и 2О, установленных на нижней загрузочной тележке Ю, входящих в зацепление с упором 21 верхней загрузочной тележки 9. При движении нижней тележки в пресс действует упор 19, который задвигает верхнюю загрузочную .тележку
9в пресс одновременно с нижней. При выходе нижней загругючной тележки 1О из пресса действует упор 2О, который вьгоодит верхнюю загрузочную тележку 9 из пресса а устанавливает ее со смещением относительно нижней.
Привод нижней загрузочной тележки
10и, следовательно всех перемещений обеих тележек и транспортных лент выjXCTiHeH в виде двух гидроцилиндров 22 одностороннего действия, плунжеры которых связаны между собой и с поводюом цепной передачи 23, посредством которой осуществляется движетше нижней тележки. Оба гидроциливдра присоединены трубопроводами. к стандартному гидройри5 воду пресса и не требуют установки дополнительных приводных устройств. ТранспорTepHbie ленты 18 перемел ают щиты 24 в зону прессованля.
Управление работой пресса совместно 0 с загрузочным устройством осуществляется в автоматическом режиме посредством соответствующего электрооборудования.
Пресс работает следующим образом. 5На две загрузочные тележки,
(верхнюю 9 и нижнюю 1О) прйледовательно укладываются облицовки, намазанные клеем древесностружечные ДСП или столярные плиты и снова облицовки. 0 На этом заканчивается формирование заготовок.
По команде оператора включается гидропривод пресса и подается рабочее давление масла в правый цилинд за5 грузочногр устройства. Плунжер цилиндра, перемещаясь влево, через систему цепных передач двигает нижнюю тележку 10 вправо, которая своим упором 19 одновременно передвигает верхнюю те0 лежку 9, При заходе в пресс обе тележки своими торцами выталкивают лежащие на нагревательных плитах готовые облицованные щиты 24 на приемный рольганг 8. По окончании .захода в пресс, 5 в крайнем правом положении, посредством конечных вьпслючателей (на чертеже не показаны) дается команда на ревёр- сирование потока гидравлической жидкости и последняя под рабочим давлением начи0 нает поступать в левый гидроцилшадр загрузочного устройства. Плунжер переметхается вправо, и нижняя тележка 10 выходит за габариты пресса и своим упором 20 выводит из пресса верхнюю 45 тележку 9. Обе тележки при своем движении влево (из пресса) реечньгм и храповьгм механизмами приводят в действие транспортерные ленты 18, которые вьпсладывают загхэтовки щитов на плиты 4 $0 пресса.
В конце хода талежек, по окончании операций загрузки-выгрузки, посредством конечных вьпслючателей через ее электрообрудование пресса даетйя команда на смыкание плит пресса (работают гицроцилиндры) и происходит прессовВ ние щитов под заданным давлением и при заданной тетлпературе и времени выдержки, Eice эти параметры поддерживаются автоматически в необходимых технологических режимах.
По окончании времени прессования гидравлическая жидкость автоматически подается в возвратные гидроцилиндры 6, плиты и стол пресса опускаются, происходит размыкание. На этом цикл автоматической работы пресса заканчивается:. За время прессования щитов в прессе на. тележках загрузочного устройства формируются следующие заготовки, и далее рабочий цикл повторяется.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
05
еч)
