. 1
Изобретение относится к изготовлению призматических прудин из проволоки и может найти применение в машностроении и приборостроении.
Цель изобретения - повьппение качества и расширение технологических возможностей.
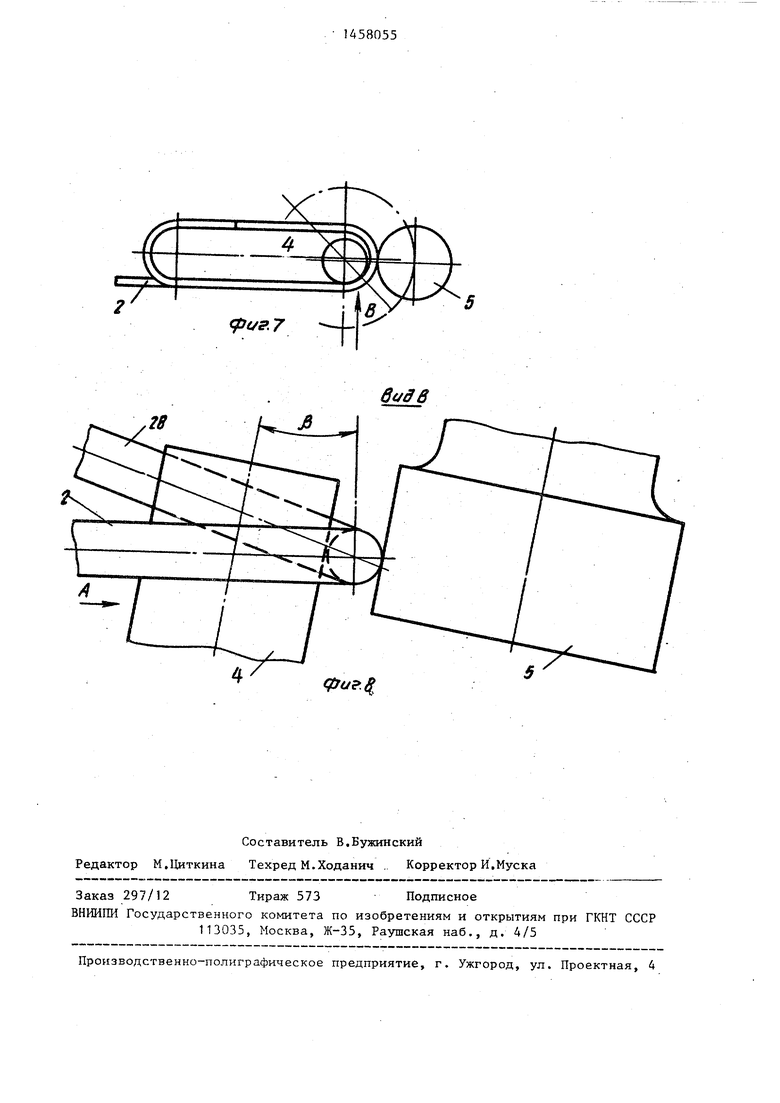
На фиг. 7 схематично по переходам показан способ изготовления призматической пружины; на фиг,8 - образование шага пружины; на фиг,9 - кинематическая схема устройства для Осуществления предлагаемого способ.а.
Устройство для осуществления способа изготовления призматической пружины сжатия состоит из клещевого устройства 1 подачи проволоки 2, зажима 3 проволоки, цилиндрической оправки 4 и ролика 5, смонтированных в гибочном устройстве 6, установленном с возможностью певорота вокруг оси 7. Ролик 5 посредством шестерен 8-11 кинематически связан с шестерней 12, закрепленной неподвижно в корпусе устройства 6, и установлен на водиле 13, жестко скрепленном с реечной шестерней 14, взаимодействующей с рейкой 15 привода гибки 16, смонтированном в устройстве 6, при- 4et оправка 4 и шестерни 12 и 14 еоОсны друг другу.
I .
Ось поворота 7 гибочного устройства 6 параллельна кратчайшему расстоянию между осями оправки 4 и проволоки 2 и расположена за оправкой 4 по ходу подачи проволоки 2 в направлении стрелки А,
10
15
20
25
30
35
Механизмы дискретной подачи и шагообразования содержат диск 17 с регулщзуемыми упорами 18, являющийся программоносителем, и ползун 19, на котором перпендикулярно направлению его перемещения смонтирована ось 20, одна сторона которой нееет шатун 21, взаимодействующий с криво- пшпом 22, несущим собачку 23 храпового механизма, колесо 24 которого жестко скреплено с диском 17 регулируемых упоров 18, Вторая сторона оси 20 несет тягу 25, взаимодействующую с соответствующим исполнительным устройством. В механизме дискретной подачи тяга 25 взаимодействует с собачкой 26 клещевого устройства 1. В,механизме шагообразования тяга 25- взаимодействует с рычагом 27, жестко : закрепленным на корпусе гибочного устройства 6.
Число регулируемых упоров 18 диска 17 и число зубьев храпового колеса 24 равны числу элементов изготавливаемой пружины, что позволяет независимо друг от друга программировать за счет регулировки упоров 18 величину дискретной подачи и угол наклона, оправки 4 и гибочного ролика 5 относительно оси проволоки по требуемой программе изгото.вления пружины. Позицией 28 обозначен прямой участок полувитка,
Способ изготовления призматичес- кой пружины сжатия осуществляется следуюсщм образом.
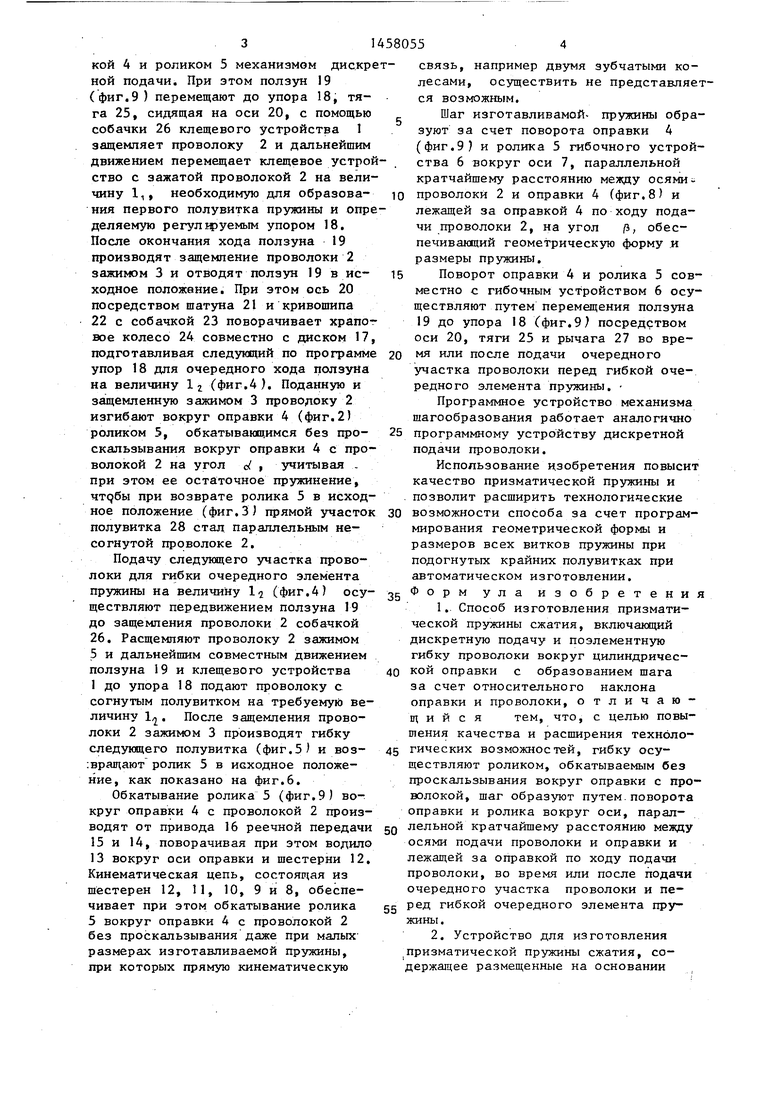
Предварительно отрихтованную проволоку 2 (фиг.1 подают между оправ3
кой 4 и роликом 5 механизмом дискрной подачи. При этом ползун 19 (фиг.9) перемещают до упора 18, тяга 25, сидящая на оси 20, с помощью собачки 26 клещевого устройства 1 защемляет проволоку 2 и дальнейшим движением перемещает клещевое устроство с зажатой проволокой 2 на величину 1,, необходимую для образова- ния первого полувитка пружины и опрделяемую регул фуемым упором 18. После окончания хода ползуна 19 производят защемпение проволоки 2 зажимом 3 и отводят ползун 19 в ис- ходное положение. При этом ось 20 посредством шатуна 21 и кривошипа 22 с собачкой 23 поворачивает храповое колесо 24 совместно с диском 17 подготавливая следующий по программ упор 18 для очередного хода ползуна на величину 1 (фиг.4). Поданную и защемленную зажимом 3 проволоку 2 изгибают вокруг оправки 4 (фиг.2) роликом 5, обкатывающимся без про- скальзывания вокруг оправки 4 с проволокой 2 на угол с , учитывая . при этом ее остаточное пружинение, чт9бы при возврате ролика 5 в исходное положение (фиг.З прямой участо полувитка 28 стал параллельным несогнутой проволоке 2.
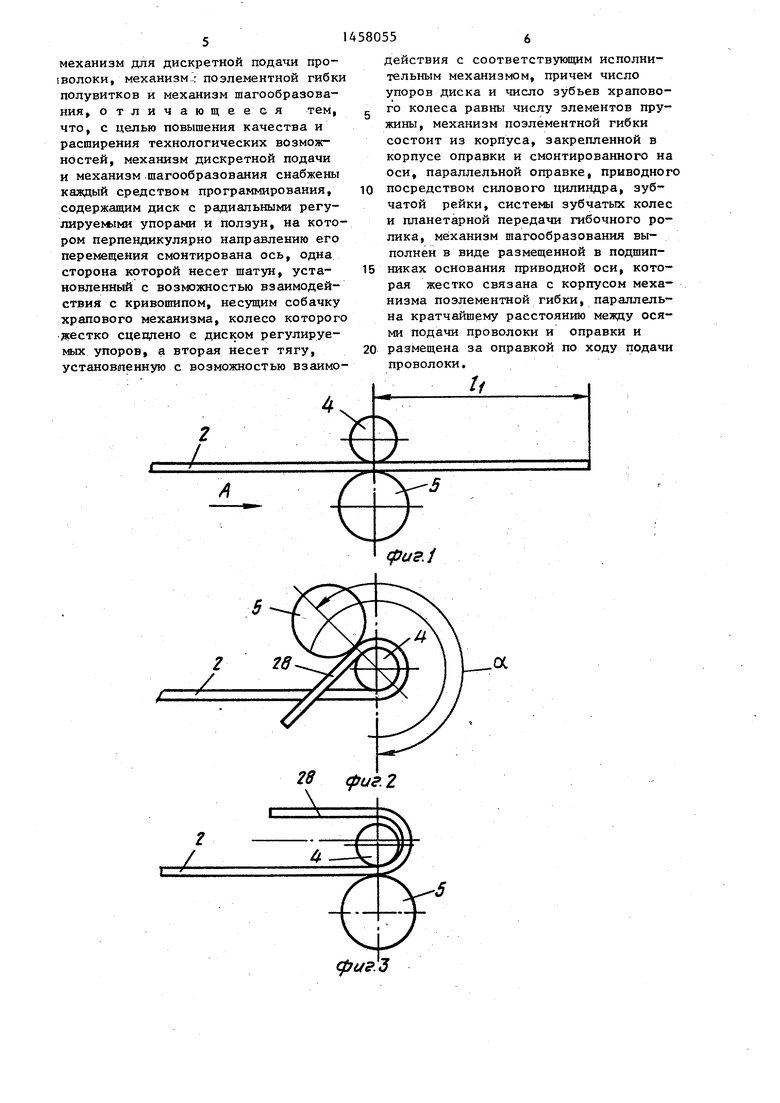
Подачу следующего з астка проволоки для гибки очередного элемента пружины на величину l (фиг.4) осу ществляют передвижением ползуна 19 до защемпения проволоки 2 собачкой 26. Расщемляют проволоку 2 зажимом 5 и дальнейшим совместным движением ползуна 19 и клещевого устройства 1 до упора 18 подают проволоку с согнутым полувитком на требуемую ве
личину 1. После защемления проволоки 2 зажимом 3 производят гибку следующего полувитка (фиг.5) и воз- :вращают ролик 5 в исходное положение, как показано на фиг.6.
Обкатывание ролика 5 (фиг.9) вокруг оправки 4 с проволокой 2 производят от привода 16 реечной передачи 15 и 14, поворачивая при этом водило 13 вокруг оси оправки и шестерни 12. Кинематическая цепь, состоящая из шестерен 12, 11, 10, 9 и 8, обеспечивает при этом обкатывание ролика 5 вокруг оправки 4 с проволокой 2 без проскальзывания даже при малых размерах изготавливаемой пружины, при которых прямую кинематическую
связь, например двумя зубчатыми колесами, осуществить не представляеся возможным.
Шаг изготавливамой- пружины образуют за счет поворота оправки 4 (фиг.9} и ролика 5 гибочного устройства 6 вокруг оси 7, параллельной кратчайшему расстоянию между осями проволоки 2 и оправки 4 (фиг.8) и лежащей за оправкой 4 по ходу подачи проволоки 2, на угол ft, обеспечивающий геометрическ5по форму .и размеры пружины.
Поворот оправки 4 и ролика 5 совместно с гибочным устройством 6 осуществляют путем перемещения полз5гна 19 до упора 18 Сфиг.9 посредством оси 20, тяги 25 и рычага 27 во время или после подачи очередного участка проволоки перед гибкой очередного элемента пружины.
Программное устройство механизма шагообразования работает аналогично программному устройству дискретной подачи проволоки.
Использование изобретения повысит качество призматической пружины и . позволит расширить технологические возможности способа за счет программирования геометрической формы и размеров всех витков пружины при подогнутых крайних полувитках при автоматическом изготовлении. Форм ула изобретени
1. Способ изготовления призматической пружины сжатия, включагаций дискретную подачу и поэлементную гибку проволоки вокруг цилиндрической оправки с образованием шага за счет относительного наклона оправки и проволоки, отличающийся тем, что, с целью повышения качества и расширения технологических возможностей, гибку осуществляют роликом, обкатываемым без проскальзывания вокруг оправки с проволокой, шаг образуют путем.поворота оправки и ролика вокруг оси, параллельной кратчайшему расстоянию между осями подачи проволоки и оправки и лежащей за оправкой по ходу подачи проволоки, во время или после подачи очередного участка проволоки и перед гибкой очередного элемента пружины,
2. Устройство для изготовления призматической пружины сжатия, содержащее размещенные на основании
механизм для дискретной подачи про- iволоки, механизм.; поэлементной гибки полувитков и механизм шагообразова- ния отличающееся тем, что, с целью повышения качества и расширения технологических возможностей, механизм дискретной подачи и механизм шагообразования снабжены каждый средством программирования, содержащим диск с радиальными регу- лируе1 1ми упорами и ползун, на котором перпендикулярно направлению его перемещения смонтирована ось, одна сторона которой несет шатун, уста- новленный с возможностью взаимодействия с кривошипом, несущим собачку храпового механизма, колесо которого Зсестко сцецпено с диском регулируемых упоров, а вторая несет тягу,
установленную с возможностью взаимодействия с соответствующим исполнительным механизмом, причем число упоров диска и число зубьев храпового колеса равны числу элементов пружины, механизм поэлементной гибки состоит из корпуса, закрепленной в корпусе оправки и смонтированного на оси, параллельной оправке, приводног посредством силового цилиндра, зубчатой рейки, системы зубчатых колес и планетарной передачи гибочного ролика, механизм шагообразования выполнен в виде размещенной в подшипниках основания приводной оси, которая жестко связана с корпусом механизма поэлементной гибки, параллельна кратчайшему расстоянию между осями подачи проволоки и оправки и размещена за оправкой по ходу подачи проволоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Призматическая пружина сжатия и способ ее изготовления | 1990 |
|
SU1749574A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Автомат для гибки проволоки | 1976 |
|
SU604612A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН С ДВУХСТОРОННЕЙ НАВИВКОЙ И ИЗГИБОМ В СРЕДНЕЙ ЧАСТИ | 2001 |
|
RU2197356C1 |
| Цепевязальный автомат | 1990 |
|
SU1776198A3 |
| Устройство для многоколенной пространственной гибки труб | 1985 |
|
SU1268245A1 |
| Автомат для изготовления секций электрических машин | 1975 |
|
SU693512A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ КОНСТАНТАНОВОЙ ПРОВОЛОКИ СКОБОК И ВСТАВКИ ИХ В АСБЕСТОВЫЕ КОРОБКИ ТЕРМОБЛОКОВ | 1956 |
|
SU108681A1 |
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
Изобретение относится к способам изготовления призматических пружин и позволяет повысить качество пружин и расширить технологические возможности способа. Гибку проволоки осуществляют роликом, обкатываемым без проскальзывания вокруг оправки с проволокой, а шаг образуют путем поворота оправки и ролика вокруг оси, параллельной крат.чайпгему расстоянию между осями подачи проволоки и оправки и лежап(ей за оправкой по ходу подачи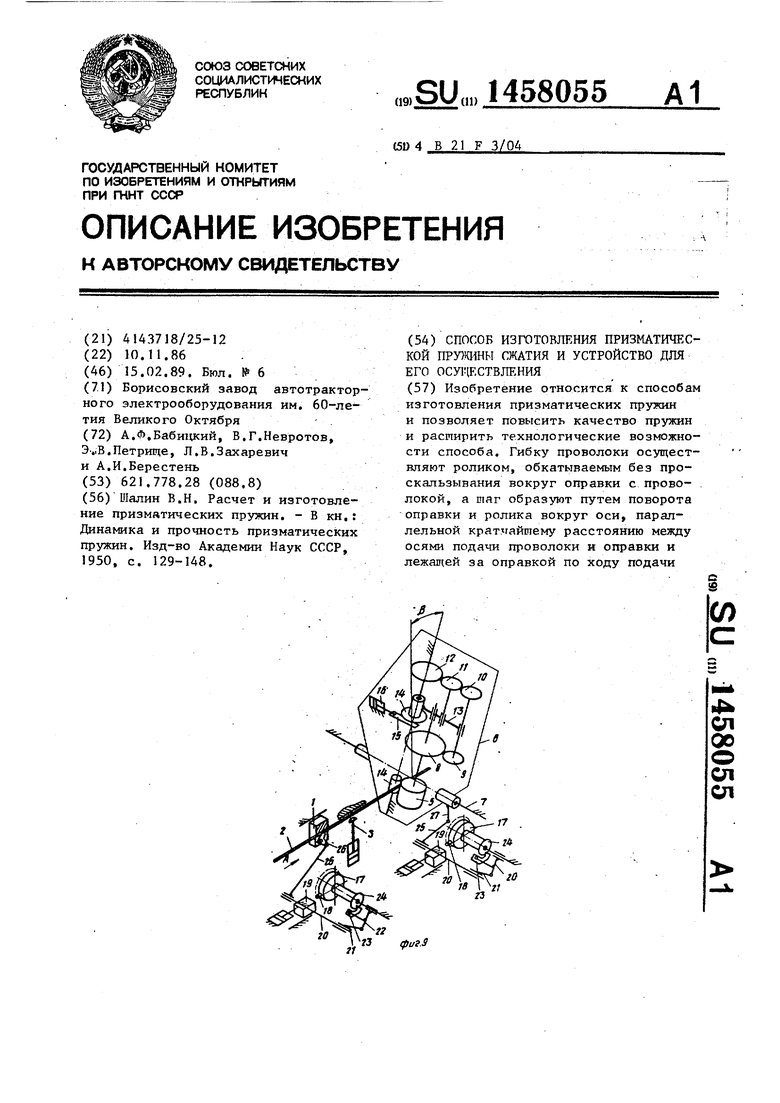
.J
cpu.i
ffft/e.S
(ffas.6
ре/г.7
ffJu.
6t/de
| Шалин В.Н | |||
| Расчет и изготовление призматических пружин | |||
| - В кн.: Динамика и прочность призматических пружин | |||
| Изд-во Академии Наук СССР, 1950, с | |||
| Способ применения резонанс конденсатора, подключенного известным уже образом параллельно к обмотке трансформатора, дающего напряжение на анод генераторных ламп | 1922 |
|
SU129A1 |
