50- 5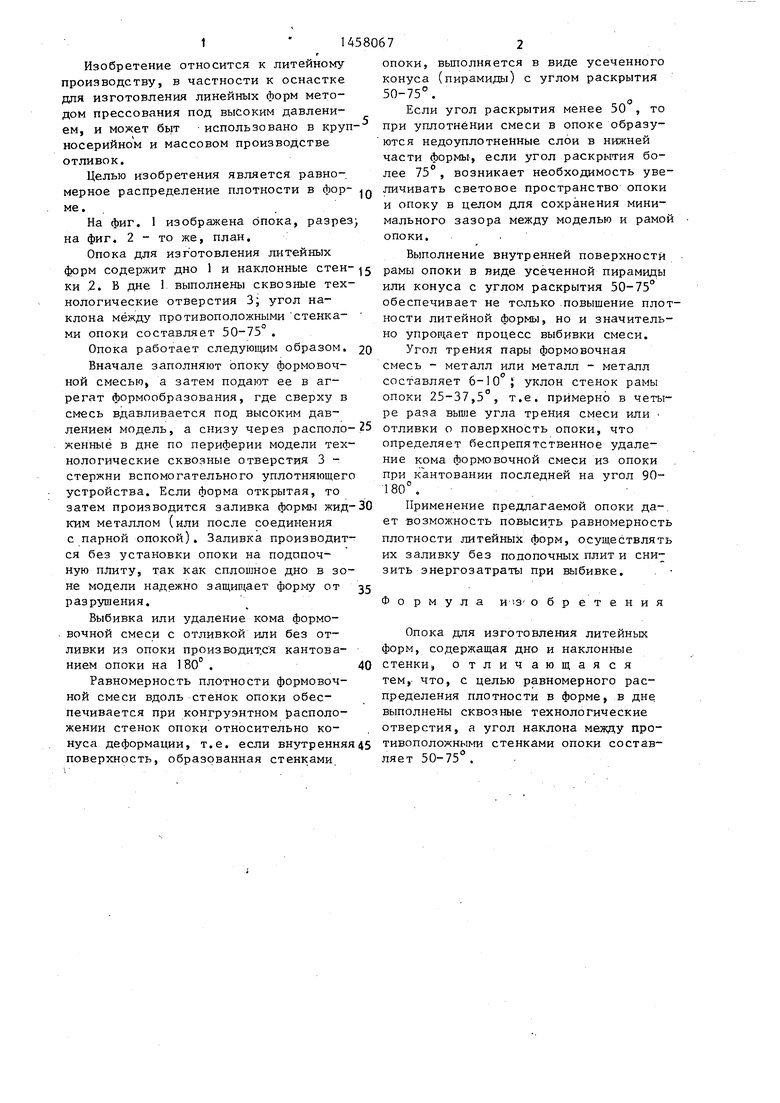
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ охлаждения отливок | 1979 |
|
SU856648A1 |
| Способ изготовления отливок и опока для его реализации | 1981 |
|
SU1006039A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ПО РАЗОВЫМ МОДЕЛЯМ | 1973 |
|
SU373079A1 |
| Опока для вакуумной формовки | 1979 |
|
SU1102656A1 |
| Способ изоготовления литейной формы | 1977 |
|
SU685411A1 |
| Опока для вакуумной формовки | 1980 |
|
SU952416A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ОТЛИВОК С ПРИМЕНЕНИЕМ САМОТВЕРДЕЮЩИХ СМЕСЕЙ С ПОСЛЕДУЮЩИМ УПЛОТНЕНИЕМ НАПОЛНИТЕЛЬНЫМ СОСТАВОМ | 2007 |
|
RU2374030C2 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ЗАМОРОЖЕННЫХ ФОРМ | 1994 |
|
RU2090298C1 |
Изобретение относится к литейному производству, в частности к оснастке для изготовления литейных форм методом прессования под высоким давлением. Цель изобретения - равномерное распределение плотности в форме. Опока имеет дно 1 со сквозными технологическими отверстиями и наклонные стенки 2, образующие внутреннюю поверхность опоки в внде усеченной пирамиды или конус)а, раскрывающегося с углом 50-75°. Изобретение дает возможность повысить равномерность плотности литейных форм, осзществлять их заливку без подопоч- ных плит и снизить знергозатраты при выбивке. 2 ил. i (Л
YZA.
э
Х
IZL
//7/////А
Фиг.1
Изобретение относится к литейному производству, в частности к оснастке для изготовления линейных форм методом прессования под высоким давлением, и может быт использовано в круп носерийном и массовом производстве отливок.
Целью изобретения является равномерное распределение плотности в фор- Q личивать световое пространство опоки
и опоку в целом для сохранения минимального зазора между моделью и рамой опоки.
ме.
и опоку в целом для сохранения минимального зазора между моделью и рамой опоки.
Выполнение внутренней поверхности
20
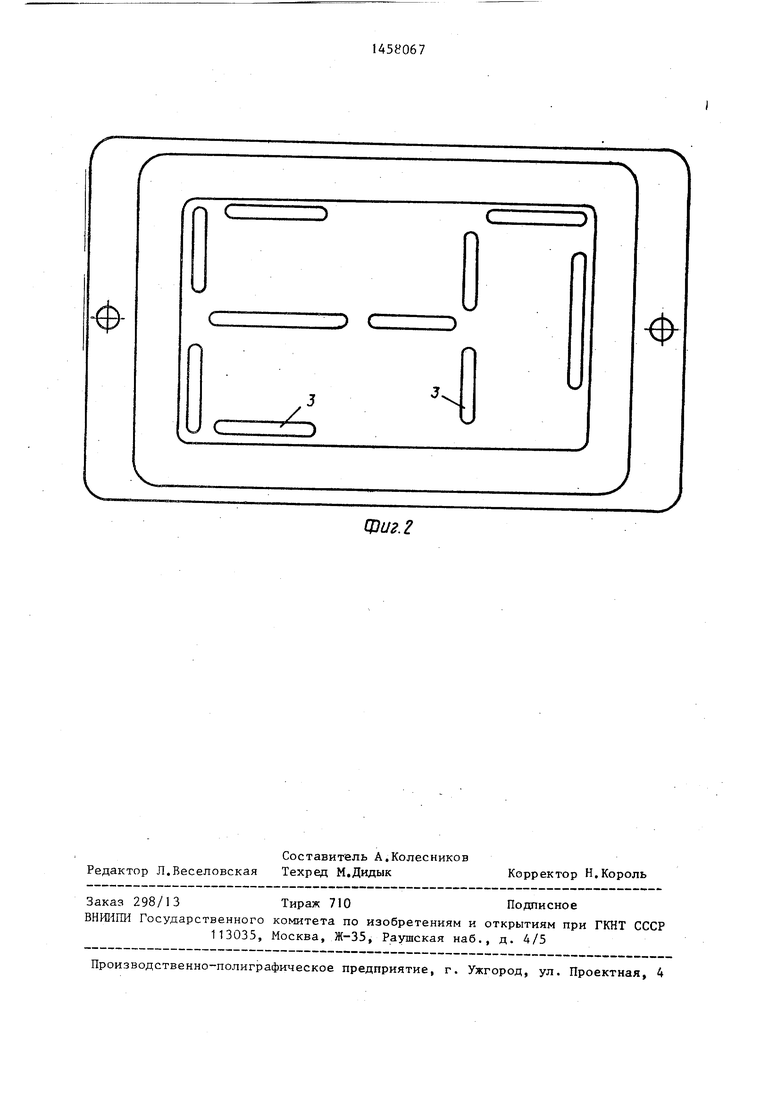
На фиг. 1 изображена опока, разрез) на фиг. 2 - то же, план.
Опока для изготовления литейных
форм содержит дно 1 и наклонные стен- 5 рамы опоки в виде усеченной пирамиды ки .2. В дне выполнены сквозные тех- или конуса с углом раскрытия 50-75° нологические отверстия 3; угол на- обеспечивает не только .повышение плот клона между противоположными стенка- ности литейной формы, но и значитель- ми опоки составляет 50-75 .
Опока работает следующим образом
Вначале заполняют опоку формовочной смесью, а затем подают ее в агрегат формообразования, где сверху в смесь вдавливается под высоким давлением модель, а снизу через располо-25 женныё в дне по периферии модели технологические сквозные отверстия 3 - стержни вспомогательного уплотняющего устройства. Если форма открытая, то затем производится заливка формы жид-30 КИМ металлом (или после соединения с парной опокой). Заливка производится без установки опоки на подппоч- ную плиту, так как сплошное дно в зоно упрощает процесс выбивки смеси.
Угол трения пары формовочная смесь - металл или металл - металл составляет 6-1 0°J уклон стенок рамы опоки 25-37,5°, т.е. примерно в четыре раза угла трения смеси или отливки о поверхность опоки, что определяет беспрепятственное удаление кома формовочной смеси из опоки при кантовании последней на угол 90- 180°.
Применение предлагаемой опоки дает возможность повысить равномерность плотности литейных форм, осуществлять их заливку без попопочных плит и сни зить энергозатраты при выбивке. .
не модели надежно защип;ает форму от разрушения.
Выбивка или удаление кома формовочной смеси с отливкой или без отливки из опоки производит,с я кантованием опоки на 180° .
Равномерность плотности формовочной смеси вдоль стенок опоки обеспечивается при конгруэнтном расположении стенок опоки относительно конуса деформации, т.е. если внутренняя45 тивоположными стенками опоки составповерхность, образованная стенками
5
опоки, вьшолняется в виде усеченного конуса (пирамиды) с углом раскрытия 50-75°.
Если угол раскрытия менее 50 , то при уплотнении смеси в опоке образу- ются недоуплотненные слои в нижней части формы, если угол раскрытия более 75°, возникает необходимость увеличивать световое пространство опоки
и опоку в целом для сохранения минимального зазора между моделью и рамой опоки.
Выполнение внутренней поверхности
рамы опоки в виде усеченной пирамиды или конуса с углом раскрытия 50-75° обеспечивает не только .повышение плот ности литейной формы, но и значитель-
но упрощает процесс выбивки смеси.
Угол трения пары формовочная смесь - металл или металл - металл составляет 6-1 0°J уклон стенок рамы опоки 25-37,5°, т.е. примерно в четыре раза угла трения смеси или отливки о поверхность опоки, что определяет беспрепятственное удаление кома формовочной смеси из опоки при кантовании последней на угол 90- 180°.
Применение предлагаемой опоки дает возможность повысить равномерность плотности литейных форм, осуществлять их заливку без попопочных плит и сни зить энергозатраты при выбивке. .
35
Ф о р м у л а и .3 обретения
Опока для изготовления литейных форм, содержащая дно и наклонные стенки, отличающаяся тем, что, с целью равномерного распределения плотности в форме, в дне выполнены сквозные технологические отверстия, а угол наклона между проляет 50-75
Фиг. 2
| Интенсификатор кипения | 1977 |
|
SU789209A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
