I
Известны установка для получения отливок но моделям из пенополистирола, формуемым в оноках сынучим материалом, обладающим магнитной восприимчивостью. Опоки перемещают но горизонтальному рольгангу. Недостатком указанной установки является нрерывистый цикл изготовления на ней отливок, что связано с ноонерационной установкой опок и их межонерационной транспорт1ировкой, а также с необходимостью подвешивать модели в опоках на крючки.
Предлагаемая установка обеспечивает повышение производительности, а также изготовление на ней отливок широкой номенклатуры с возможностью регулирования механических свойств и структуры отливок в процессе их изготовления. Это достигается тем, что каждая линия расположена вертикально с передачей отдельных форм сверху вниз по ходу технологического процесса.
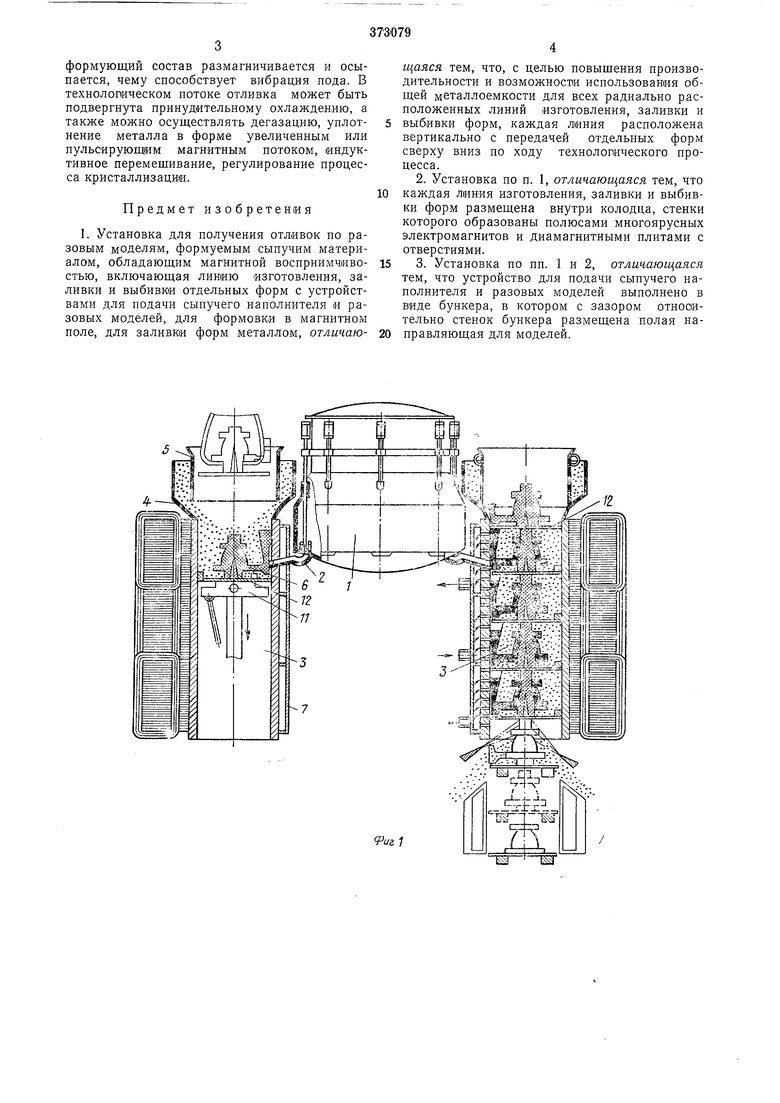
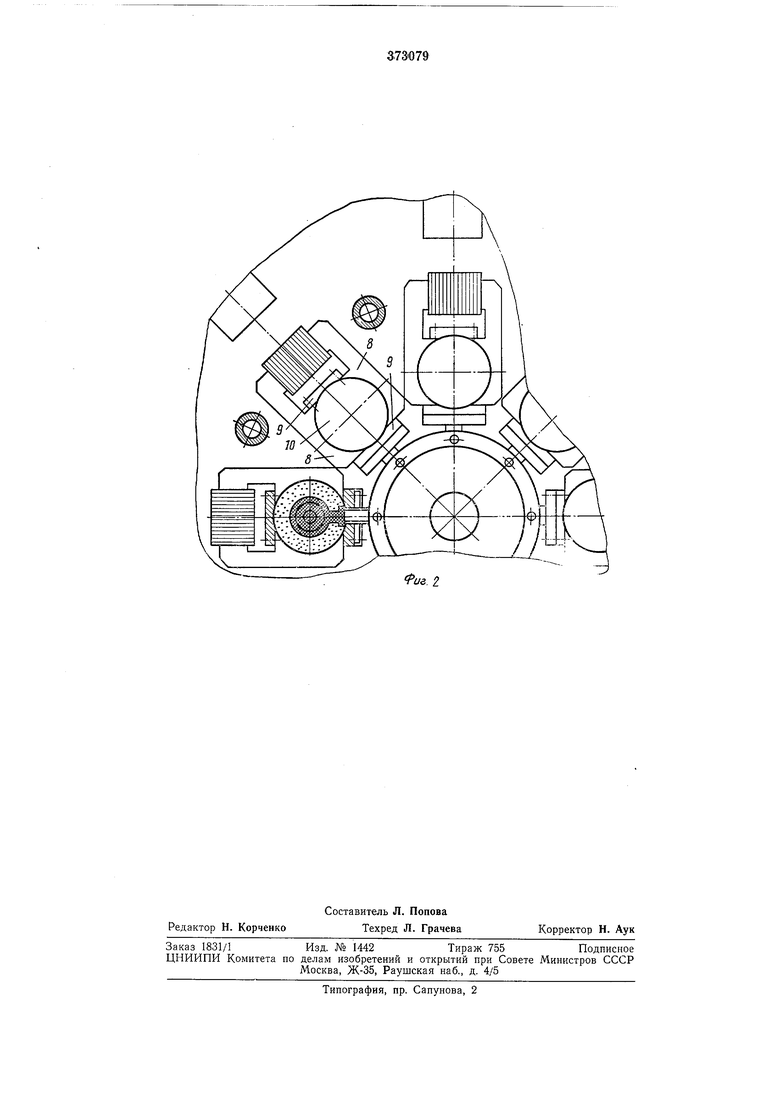
На фиг. 1 показана описываемая установка; на фиг. 2 - то же, вид в нлане.
Установка включает металлоемкость 1 с многоручьевой выдачей металла по желобам 2 и радиально размещенные вокруг металлоемкости линии изготовления, заливки и выбивки форм 3. Каждая линия снабжена устройством для подачи сыпучего наполнителя и моделей. Устройство выполнено в виде бункера 4, в котором с зазором относительно стенок установлена полая направляющая 5 для моделей 6.
Каждая линия изготовления, заливки и выбивки форм находится внутри вертикального
колодца 7, стенки которого образованы полюсами 8 многоярусных электромагнитов и диамагнитными плитами 9 с отверстиями 10. Перемещение отдельных форм в линии сверху вниз по ходу технологического процесса осуществляется при помощи подвижного пода //, на котором расположены экранирующие щитки 12.
Установка работает следующим образом. На нод устанавливают модель с литниковой
системой и производят засыпку магнитного материала. При помощи вибраций пода предварительно уплотняют формовочный материал. Затем включают электромагниты верхнего яруса и создают в насыпнол объеме
формующего состава магнитное поле, которое обеспечивает формообразование. Далее осуществляют заливку металла. Образующиеся газы удаляют через вытяжную систему.
Под транспортирует залитую форму (по
технологическому процессу) сверху вниз; при этом электромагниты верхнего яруса отключают, а магнитное поле электромагнитов нижних ярусов обеспечивает сохранение формы до момента завершения кристаллизации. После выхода формы из зоны магнитных полей формующий состав размагничивается и осыпается, чему способствует вибрация пода. В технологическом потоке отливка может быть подвергнута принудительному охлаждению, а также можно осуществлять дегазацию, уплотнение металла в форме увеличенным или пульсирующим магнитным потоком, индуктивное перемешивание, регулирование процесса кристаллизации. Предмет изобретения 1. Установка для получения отливок по разовым моделям, формуемым сыпучим материалом, обладающим магнитной восприимчивостью, включающая линию изготовления, заливки и выбивки отдельных форм с устройствами для подачи сыпучего наполнителя и разовых моделей, для формовки в магнитном поле, для заливки форм металлом, отличающаяся тем, что, с целью повышения производительности и возможности использования общей металлоемкости для всех радиально расположенных линий изготовления, заливки и выбивки форм, каждая линия расположена вертикально с передачей отдельных форм сверху вниз по ходу технологического процесса. 2.Установка по п. 1, отличающаяся тем, что каждая линия изготовления, заливки и выбивки форм размещена внутри колодца, стенки которого образованы полюсами многоярусных электромагнитов и диамагнитными плитами с отверстиями. 3.Установка по пп. 1 и 2, отличающаяся тем, что устройство для подачи сыпучего наполнителя и разовых моделей выполнено в виде бункера, в котором с зазором относительно стенок бункера размещена полая направляющая для моделей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления отливок по газифицируемым моделям в магнитном поле | 1981 |
|
SU939169A1 |
| Литейная форма для получения отливок по газифицируемым моделям | 1979 |
|
SU880610A1 |
| Опока для вакуумной формовки | 1980 |
|
SU952416A1 |
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
| Опока для вакуумной формовки | 1979 |
|
SU1102656A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПОЛЮСНЫХ МАГНИТНЫХ ФОРМ С ПОЛЮСНЫМИ НАКОНЕЧНИКАМИ | 1999 |
|
RU2165819C2 |
| Автоматическая литейная линия | 1954 |
|
SU114429A1 |
| Способ охлаждения отливок | 1979 |
|
SU856648A1 |
| Автоматическая литейная линия | 1981 |
|
SU1018799A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПОЛЮСНЫХ МНОГОМЕСТНЫХ МАГНИТНЫХ ФОРМ ДЛЯ ЦИЛИНДРИЧЕСКИХ ОТЛИВОК | 1999 |
|
RU2165820C2 |
i/г. 2
