1
Изобретение относится к машиностроению, в частности к производству зубчать1х колес, и может быть использовано для обработки двухвенцовых- зубчатых колес разных диаметров.
Цель изобретения - повышение периода размерной стойкости инструмента за счет выравнивания условий резания на обеих боковых режущий кромках его зубьев.
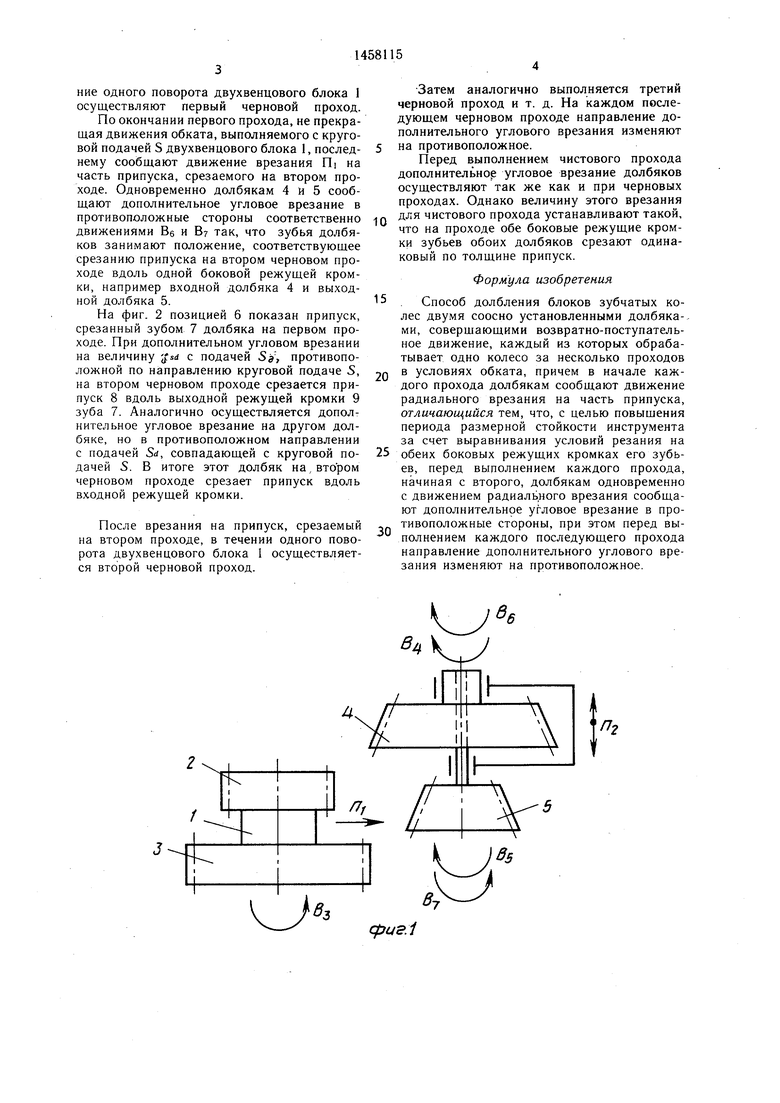
На фиг. 1 приведена схема взаимодействия двухвенцового блока зубчатых колес и долбяков; на фиг. 2 - схема срезания припуска вдоль боковой режущей кромки зуба долбяка на очередном черновом проходе.
Двухвенцовый блок 1, состоящий из зубчатых кодес 2 и 3, устанавливают в исходное для обработки положение относительно долбяков 4 и 5, установленных соосно с возможностью совместного поступательно- возвратного движения и независимого друг от друга вращения.
Двухвенцовому блоку 1 после ускоренного подвода в исходное для обработки положение сообщают движение Oi радиального врезания на часть припуска, срезаемого на первом черновом проходе, а долбякам 4 и 5 - поступательно-возвратное движение По скорости резания.
Одновременному двухвенцовому блоку 1 сообщают вращательное движение Вз, дол- бяку 4 - вращательное движение В4 и дол- бяку 5 - вращательное движение Bj.
Вращательное движение Вз и согласованное с ним вращательное движение В4 долбяка 4 совместно образуют движение профилирования (обката) зубчатого са 2. Вращательное движение Вз и согласованное с ним вращательное движение Bj долбяка 5 совместно образуют движение профилирования зубчатого колеса 3.
После врезания на заданную часть припуска, срезаемого на первом проходе, движение врезания П прекращают и в тече4ib
сд
00
СП
ние одного поворота двухвенцового блока 1 осуществляют первый черновой проход.
По окончании первого прохода, не прекращая движения обката, выполняемого с круговой подачей S двухвенцового блока 1, послед- 5 нему сообщают движение врезания FIi на часть припуска, срезаемого на втором проходе. Одновременно долбякам 4 и 5 сообщают дополнительное угловое врезание в противоположные стороны соответственно Q движениями Be и В так, что зубья долбя- ков занимают положение, соответствующее срезанию припуска на втором черновом проходе вдоль одной боковой режущей кромки, например входной долбяка 4 и выходной долбяка 5.
На фиг. 2 позицией 6 показан припуск, срезанный зубом 7 долбяка на первом проходе. При дополнительном угловом врезании на величину ysd с подачей 5з, противоположной по направлению круговой подаче 5, на втором черновом проходе срезается припуск 8 вдоль выходной режущей кромки 9 зуба 7. Аналогично осуществляется дополнительное угловое врезание на другом дол- бяке, но в противоположном направлении
15
20
Затем аналогично выполняется третий черновой проход и т. д. На каждом последующем черновом проходе направление дополнительного углового врезания изменяют на противоположное.
Перед выполнением чистового прохода дополнительно угловое врезание долбяков осуществляют так же как и при черновых проходах. Однако величину этого врезания для чистового прохода устанавливают такой, что на проходе обе боковые режущие кромки зубьев обоих долбяков срезают одинаковый по толщине припуск.
Формула изобретения
Способ долбления блоков зубчатых колес двумя соосно установленными долбяка- ми, соверщающими возвратно-поступательное движение, каждый из которых обрабатывает одно колесо за несколько проходов в условиях обката, причем в начале каждого прохода долбякам сообщают движение радиального врезания на часть припуска, отличающийся тем, что, с целью повышения периода размерной стойкости инструмента за счет выравнивания условий резания на
с подачей Sd, совпадающей с круговой по- 25 обеих боковых режущих кромках его зубь- дачей S. В итоге этот долбяк на, втором черновом проходе срезает припуск вдоль входной режущей кромки.
ев, перед выполнением каждого прохода, начиная с второго, долбякам одновременно с движением радиального врезания сообщают дополнительное угловое врезание в противоположные стороны, при этом перед выполнением каждого последующего прохода направление дополнительного углового врезания изменяют на противоположное.
После врезания на припуск, срезаемый на втором проходе, в течении одного поворота двухвенцового блока 1 осуществляется второй черновой проход.
Q
5
0
Затем аналогично выполняется третий черновой проход и т. д. На каждом последующем черновом проходе направление дополнительного углового врезания изменяют на противоположное.
Перед выполнением чистового прохода дополнительно угловое врезание долбяков осуществляют так же как и при черновых проходах. Однако величину этого врезания для чистового прохода устанавливают такой, что на проходе обе боковые режущие кромки зубьев обоих долбяков срезают одинаковый по толщине припуск.
Формула изобретения
Способ долбления блоков зубчатых колес двумя соосно установленными долбяка- ми, соверщающими возвратно-поступательное движение, каждый из которых обрабатывает одно колесо за несколько проходов в условиях обката, причем в начале каждого прохода долбякам сообщают движение радиального врезания на часть припуска, отличающийся тем, что, с целью повышения периода размерной стойкости инструмента за счет выравнивания условий резания на
5 обеих боковых режущих кромках его зубь-
обеих боковых режущих кромках его зубь-
ев, перед выполнением каждого прохода, начиная с второго, долбякам одновременно с движением радиального врезания сообщают дополнительное угловое врезание в противоположные стороны, при этом перед выполнением каждого последующего прохода направление дополнительного углового врезания изменяют на противоположное.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубодолбежный станок | 1984 |
|
SU1235671A2 |
| Способ долбления зубчатых колес | 1988 |
|
SU1641534A1 |
| Зубодолбежный станок с ЧПУ | 1986 |
|
SU1366360A1 |
| СПОСОБ ЧИСТОВОГО ДОЛБЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННЫХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2443517C1 |
| СПОСОБ ЗУБООБРАБОТКИ РЕГУЛИРУЕМЫМ КОМПЛЕКТНЫМ ДОЛБЯКОМ | 2004 |
|
RU2255841C1 |
| СИСТЕМА УПРАВЛЕНИЯ ЗУБОДОЛБЕЖНЫМ СТАНКОМ С ЧПУ | 1988 |
|
RU2023551C1 |
| Способ долбления зубчатых изделий | 1987 |
|
SU1444103A1 |
| СПОСОБ ДОЛБЛЕНИЯ И ДОЛБЯК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385786C1 |
| Способ зубодолбления | 1982 |
|
SU1117156A1 |
| Способ долбления цилиндрических зубчатых колес | 1978 |
|
SU1000185A1 |

Изобретение относится к машиностроению, в частности к производству зубчатых колес, и может быть использовано для обработки двухвенцовых зубчатых колес разных диаметров. Цель изобретения - повышение периода размерной стойкости инст.румента за счет выравнивания условий резания на обеих боковых режущих кромках его зубьев. Долбление блока колес производят двумя соосно размещенными долбя- ками. Перед выполнением каждого прохода, начиная со второго долбяка, и одновременно с движением радиального врезания сообщают дополнительное угловое врезание в противоположные стороны, при этом п.еред выполнением каждого последующего п рохода направление дополнительного углового врезания изменяют на противоположное. При выполнении последнего прохода величину дополнительного углового врезания устанавливают такой, чтобы припуск снимаемой обеими боковыми режущими кромками зубьев обоих долбяков был равен между собой. 2 ил. 9 (О
в
.°
8-,
cpus.i
$
-
| Устройство для нарезания зубьев цилиндрических зубчатых колес | 1981 |
|
SU1028447A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
