Изобретение относится к автоматиче ским установкам для обработки пружин преимущественно крупноразмерных, на пример для подвижного состава железных дорог.
Целью изобретения является повыше ние уровня автоматизации и надежности ли
НИИ.
На фиг. 1 схематично изображена ли ния. вид сбоку, на фиг 2 -тоже вид сверху, на фи 3 - разрез А А на фш 1 на фш 3 разрез Б-Б на фиг. 1; на фиг 5 рдчрезВ В на фиг. 1, на фиг 6 - разрез I Г на фиг 5
Линия содержит отпускной автомат 1 автомат 2 охлаждения автомат 3 об.пич торцешлифовальный автомат 4 спя энные между собой транспортной системой 5 (фиг 2) Автомат 2 охлаждения им- г т кон вейер 6, транспортная лета кторти вм
полнена (фиг 1) с ложементами для укладки пружин в ориентированном положении Лента имеет привод передвижки на шаг расположения ложементов (не показан) После апомата охлаждения установлен конвейер 7 (фиг ) и поворотное устройство 8
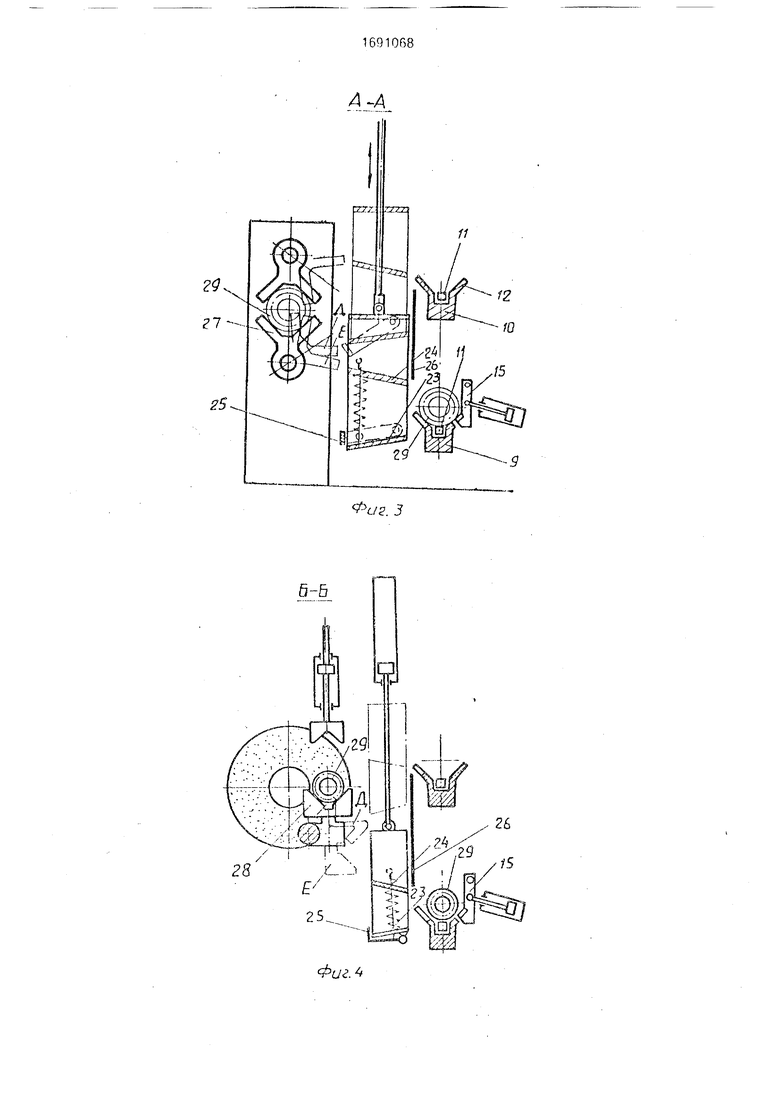
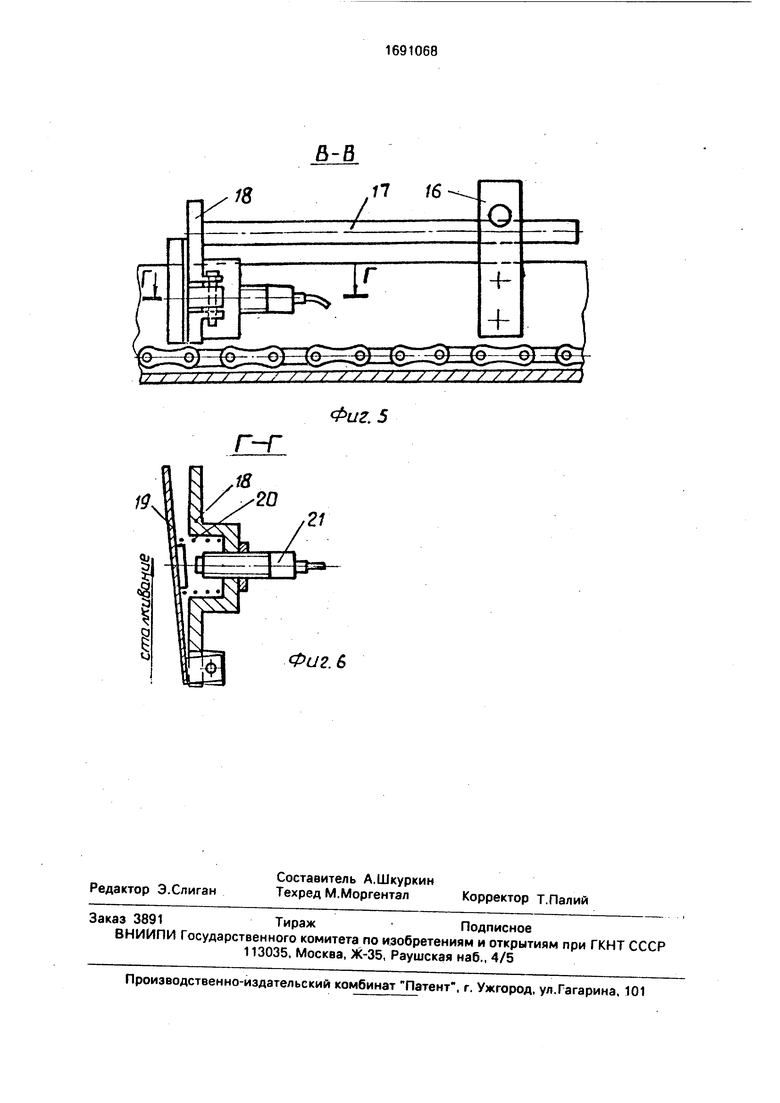
Транспортная система содержит конвейер 9 нижнб о яруса подводящий (фиг 3) и конвейер 10 верхнего яруса, отводящий, которые состоят из транспортирующей цепи 11, размещенной в желобах 12 Верхний ярус трачспортнои системы соединен с нижним ярусом гравитационным лотком 13 (фиг 1) На нижнем ярусе расположены приспособления 14 и сталкиватели пружин 15 (фиг 3 и 1) Приспособления 14 состоят из стоики 16 (фиг 5) закрепленной в желобе конвеп па и свободно перемещающейся в чей ска кои 7 Скалка 17 закрепляется в
О Ю
о о
00
нужном положении зажимом (не показан). На конце скалки закреплен упор 18, на котором шарнирно закреплена пластина 19 (фиг. 6), отжимаемая от упора 18 пружиной
20.Взаимодействуете пластиной 19 датчик
21,например бесконтактный. Между транспортерами и автоматами установлены передаточные устройства 22 (фиг. 2), имеющие каретки с двумя склизами: нижним 23 (фиг. 3 и 4) загрузочным и верхним 24 разгрузочным. Для удерживания пружин на нижнем склизе имеются подпружиненные упоры 25, а для удерживания пружин на верхнем склизе имеется барьер 26. Позицией 27 обозначена призма, на которой обрабатываются пружины в автомате обжатия пружин. Позицией 28 обозначена призма, на которой обрабатываются пружины в торцешлифовальном автомате. Позицией 29 обозначена обрабатываемая пружина. Буквой Д показано положение загрузки призм 27 и 28 у автоматов (обжатие и шлифовка). Буквой Е показано положение разгрузки призм автоматов обжатия и шлифовки. Цикл линии автоматизирован установкой в крайних положениях механизмов датчиков и обычно применяемыми средствами электроавтоматики. На чертежах эти элементы не показаны.
Линия работает следующим образом.
Пружины с ложементов конвейера отпускного автомата 1 скатываются в ложементы транспортной ленты конвейера 6 автомата 2 охлаждения. Точная остановка ленту ложементом в зоне скатывания обеспечивается датчиком положения ложемен- JOB и тормозом привода ленты (не показаны). Пройдя охлаждающую среду, пружины восходящей ветвью ленты поднимаются и скатываются на цепь конвейера 7, которым перемещаются на поворотное устройство 8, после которого попадают на конвейер нижнего яруса 9 транспортной системы, подающей пружины в автомат 3 обжатия пружин. Цепью 11 пружина перемещается до соприкосновения с пластиной 19, которая нажатием пружины приближается (поворачивается) к датчику 21, По команде датчика 21 сталки- чатель 15 сталкивает пружину на нижний склиз 23 передаточного устройства 22. Там пружина лежит, пока проходит цикл обработки предыдущей пружины. После обработки предыдущей пружины автоматом 3 обжатия его рабочая призма 27 поворачивается в положение Е и пружина выкатывается на верхний склиз 24 передаточного устройства 22. Каретка передаточного устройства поднимается вверх, при этом одновременно происходит загрузка пружины на обработку и выгрузка обработанной пружины. Загрузка происходит следующим образом. Призма 27 автомата обжатия занимает положение загрузки Д. Каретка передаточного устройства 22, поднявшись вверх от привода совмещает склиз 23 с гранью призмы 27, при этом подпружиненный упор 25 отжимается вниз, взаимодействуя с выступом (не показан). Пружина скатывается по склизу 23 в призму 27, которая поворачивается в положение обработки пружины. 06работанная пружина, находящаяся на верхнем склизе 24 передаточного устройства, при подъеме каретки удерживается барьером 26. В зоне верхнего яруса конвейера барьер 26 кончается и пружина выкатывается на цепь конвейера, который перемещает ее до гравитационного лотка 13. По нему пружина соскальзывает на нижний ярус транспортной системы и перемещается в торцешлифовэльный автомат 4. В
торцешлифовальный автомат подача пружин производится аналогично автомату 3 обжатия, т.е. обработанная торцешлифо- вальным автоматом 4 пружина поворотом призмы 28 в положение Е выгружается на
верхний склиз 24 передаточного устройства 22. Призма 28 занимает положение загрузки Д. При наличии пружин на нижнем ярусе конвейера пружина по команде датчика 21 сталкивателем 15 загружается на нижний
склиз 23 подъемника. При подъеме каретки подъемника происходит загрузка пружин в призму 28 торцешлифовального автомата 4, гак как в верхнем положении каретки подъемника упор 25 отжимается неподвижным
упором (не показан). Одновременно происходит и выдача отшлифованных пружин, так как находящуюся на верхнем склизе 24 пружину барьер 26 в верхнем положении каретки не удерживает и пружина скатывается на
конвейер.
Следует отметить, что на конвейере может быть пружин столько, сколько позволяет вместимость конвейера по длине. Цепь пробуксовывает под остановленными упо5 рами 18 пружинами и перемещает вновь поступившие до соприкосновения с предыдущими. Таким образом, конвейер работает накопителем при случайных остановках механизмов. Далее пружина перемещается
0 транспортной системой в последующие агрегаты, например, дробемет и т.д.
Формула изобретения 1. Автоматическая линия обработки пру- 5 жин, содержащая установленные по ходу технологического процесса и связанные между собой транспортной системой автоматы: отпускной, охлаждения, обжатия и торцешлифовальный, отличающаяся тем, что, с целью повышения уровня автоматизации и надежности, транспортная система, связывающая автоматы охлаждения, обжатия и торцешлифовальный, выполнена в виде групп конвейеров, при этом последние размещены по вертикали в два яруса, нижний из которых - подводящий, а верхний - отводящий и связан с подводящим конвейером следующей группы гравитационным лотком, причем между конвейерами каждой группы и соответствующими автоматами обжатия и торцешлифовальным установлены подъемники, каждый из которых выполнен в виде каретки с двумя склизами, размещенными друг над другом, верхний из которых выполнен с возможностью перегрузки пружин из автомата на отводящий конвейер, а нижний - приема пружин с подводящего конвейера и перегрузки их в автомат, при этом на подводящем конвейере каждой группы установлен упор с датчиком
наличия деталей и сталкиватель последних на нижний склиз перегружателя, кроме того, автомат охлаждения выполнен с конвейером, транспортная лента с ложементами под детали которого на входе и выходе автомата расположена над рабочей средой с возможностью поштучного приема изделий из отпускного автомата и выгрузки их для передачи на транспортную систему соответ0 ственно.
2. Линия по п. 1, отличающаяся тем, что каждый из конвейеров транспортной системы выполнен в виде желоба, в котором размещена транспортирующая
5 цепь, а упор выполнен с шарнирно установленной подпружиненной относительно него пластиной, одна сторона которой обращена к детали, а другая - к датчику, при этом шарнир пластины расположен со стороны
0 сталкивателя пружин.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования торцов пружин | 1987 |
|
SU1458169A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН ГОРЯЧЕЙ НАВИВКОЙ | 1968 |
|
SU213679A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ ПРУЖИН | 1992 |
|
RU2008170C1 |
| Устройство для разгрузки изделий | 1981 |
|
SU1008126A1 |
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
| Автоматическая линия для изготовления и укладки строительных изделий на сушильные вагонетки | 1985 |
|
SU1247295A1 |
| УСТРОЙСТВО ПОДАЧИ ДЕТАЛЕЙ | 2013 |
|
RU2533980C1 |
| Автоматическая линия для изготовления пружин | 1980 |
|
SU929403A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |

Изобретение относится к автоматиче ским установкам для обработки пружин, преимущественно крупноразмерных, на пример, для подвижного состава железных дорог Целью изобретения является новы шение уровня автоматизации и надежности линии. Пружины с ложементов конвейера опускного автомата 1 скатываются в ложементы транспортной ленты конвейера 6 автомата 2 охлаждения. Пройдя рабочую среду пружины восходящей ветвью транспортной ленты поднимаются и скатываются на цепь конвейера, которым перемещаются ни поворотное устройство, после которого попадают на конвейер нижнего яруса 9 транспортной системы, подающей пружины в автомат 3 обжатия Подъемным устройством каретка которого имеет два склиза, осуществляется одновременная загрузка и разгрузка автомата 3 Далее по наклонному лотку обработанная пружина поступает на подводящий конвейер торцешлифовально- го автомата 4 Загрузка и разгрузка последнего осуществляется так же как и на автомате 3 1 з п ф-лы 6 ил (Л С
si
///// /// /// ///
4
#
6-5
28
Фиг.ь
Фиг. 3
26
/ //.//////.////////
Фиг. 5
Г-Г
20
2/
Фи2.6
| 0 |
|
SU155803A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
