Изобретение относится к технологии изготовления деталей из керамических материалов, в том числе жаропрочных, конструкционного назначения, с использованием для формования заготовок шликеров на термопластичной основе (парафин, воск и т.д.).
Цель изобретения - сокращение продолжительности процесса.
Предлагаемый способ осуществляют следующим образом.
Отлитую в пресс-форме заготовку устанавливают на пористую подставку или сетку, которая, в свою очередь, является крьшкой замкнутой полости. Непокрытые заготовкой участки подставки покрывают слоем газонепроницаемого материала. Заготовку разогревают объемным или направленным методом, при этом из емкости под подставкой вакуумным насосом через ловушку пластификатора отсасывают газ до установления необходимого давления. Температуру и степень вакуумирования поддерживают в соответствии с заданными скоростью разогрева и степенью разрежения. По окончании процесса отгонки -заготовку снимают с емкости, а пористую подставку или сетку удаляют механически. Подставка может быть изготовлена из того же материала, что и деталь, и после окончания удаления связки оставаться ее составной частью.
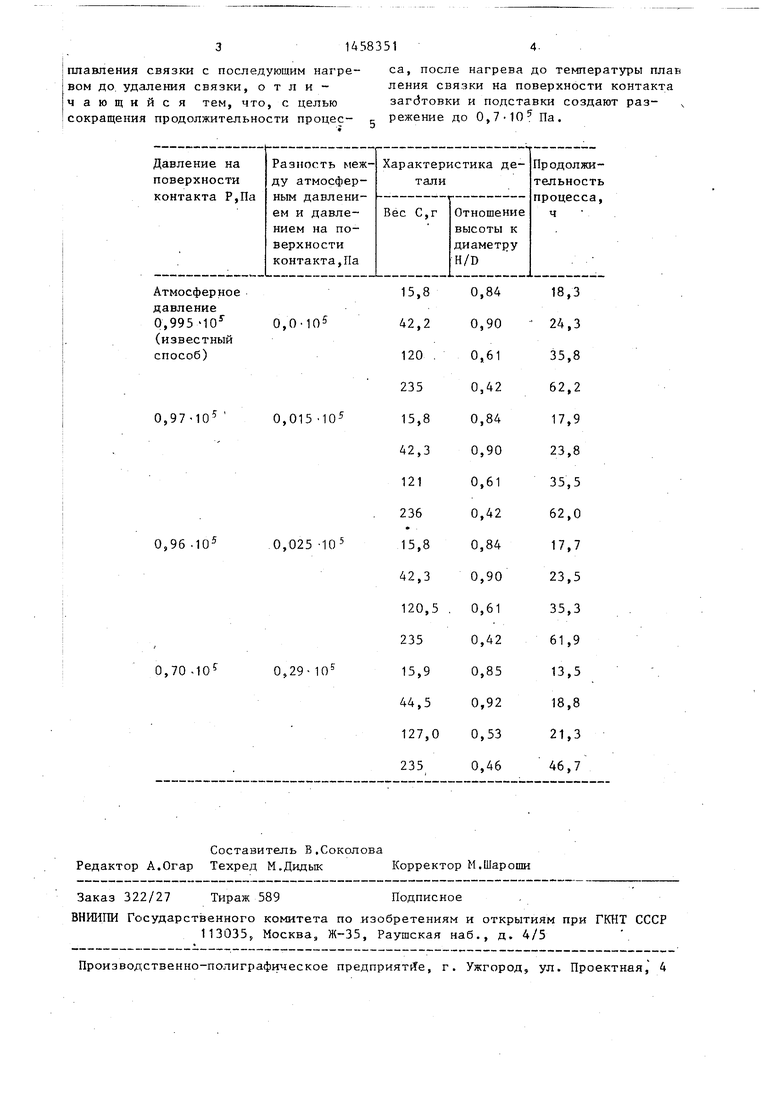
Конкретные режимы отгонки и продолжительность удаления связки в зависимости от веса и размера изделий в сравнении с известным способом представлены в таблице.
Формула изобретения
Способ удаления термопластичной связки из керамических заготовок путем установки заготовки на пористую подставку, нагрева до температуры
СЛ
|йь ел
00 СО СЛ
314583514.
плавления связки с последующим нагре-са, после нагрева до температуры плав вом до. удаления связки, о т л и -ления связки на поверхности контакта чающийся тем, что, с дельюзагбтовки и подставки создают раз- сокращения продолжительности процес- срежение до 0,7-10 Па.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ удаления термопластичной связки из заготовок керамических деталей | 1987 |
|
SU1549939A1 |
| Способ изготовления керамических изделий | 1979 |
|
SU865859A1 |
| СПОСОБ УДАЛЕНИЯ ТЕРМОПЛАСТИЧНОЙ СВЯЗКИ ИЗ КЕРАМИЧЕСКОЙ ЗАГОТОВКИ И МНОГОМЕСТНЫЙ КАПСЕЛЬ ДЛЯ УДАЛЕНИЯ СВЯЗКИ | 1994 |
|
RU2100318C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕХМЕРНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2015 |
|
RU2600647C2 |
| Способ изготовления керамического защитного элемента системы гамма-каротажа роторных управляемых систем (варианты) | 2022 |
|
RU2798534C1 |
| СПОСОБ 3D-ПЕЧАТИ ИЗДЕЛИЙ АКТИВИРОВАННОЙ УЛЬТРАЗВУКОМ СТРУЕЙ ПОРОШКОВОГО МАТЕРИАЛА, ПЛАСТИФИЦИРОВАННОГО ТЕРМОПЛАСТИЧНОЙ СВЯЗКОЙ | 2021 |
|
RU2777114C1 |
| Способ удаления термопластичной связки из керамических заготовок | 1984 |
|
SU1315436A1 |
| Способ обжига керамических и т.п. Изделий | 1959 |
|
SU148881A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРУНДОВОЙ КЕРАМИКИ | 2019 |
|
RU2728911C1 |
| СПОСОБ ОБЖИГА КЕРАМИЧЕСКИХ ДЕТАЛЕЙ | 2013 |
|
RU2560456C2 |
Изобретение относится к технологии изготовления деталей из кераьи- ческих материалов путем литья шлике-i ра на термопластичной связке. Цель изобретения - сокращение продолжительности процесса. Способ удаления термопластичной связки из керамичес ких заготовок включает установку заготовки на пористую подставку, нагрев до температуры плавлеш1я связки с последующим нагревом до удаления связки, во время которого на поверхности контакта заготовки и подставки создают разрежение до 0,7-10 Па. Продолжительность процесса удаления связки, измеренная на изделиях, имеющих вес 15,8 г и отношение высоты к диаметру 0,84, составляет 18,3 ч. 1 табл.
0,0-105
0,97-10
0,015 10
0,96 .10
0,025 -10
0,70 -10
0,29-10
0,84 0,90 0,61 0,42 0,84 0,90 0,61 0,42 0,84 0,90 0,61 0,42 0,85 0,92 0,53 0,46
18,3 24,3 35,8 62,2 17.9 23,8 35,5 62,0 17,7 23,5 35,3 61,9 13,5 18,8 21,3 46,7
| Добровольский А.Г | |||
| Шликерное литье | |||
| М.: Металлургия, 1977, с | |||
| Регулятор для ветряного двигателя в ветроэлектрических установках | 1921 |
|
SU136A1 |
