Изобретение OT JOCHTCH к керамической технологии.и может быть использовано для удаления термопластичной связки из заготовок сложной конфигурации, полученных методом го- рячего.литья под давлением,
Цель изобретения - уменьшение деформации изделий,
Способ осуществляют следующим образам,
Из шликера ( ЛФ-11 и 11% парафиновой связки) методом горячего литья под давлением изготавливают полусферы диаметром 14 мм и массой 1,5-1,7 г. Эти детали устанавливают сферической частью на подставки из стеатитовой керамики, имеющие пористость 30-40% и расположенные между пластинами плоского конденсатора, подключенного к высоковольтной установке,. Осуществляют плавный термический.нагрев изделий в течение 90 мин до 80°С при одновременном воздействии постоянного электрического поля. Напряженность электрического поля составляет 10,0- 10000 В/с. Об устойчивости деталей к деформации судят по отношению площади отпечатка (S) сферической части изделия к его массе (Р), Чем меньше величина S/P, тем изделие более устойчиво к деформации,
В таблице приведены данные по деформации изделий в процессе уда-
Составитель Д, Иванов Редактор Н, Рогулич Техред А,.Кравчук Корректор Л. Пилипенко
Заказ 2271/24 Тираж 587Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, ЙС-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Удаление связки при термическом нагреве в постоянном электрическом поле за 90 мин
Формула изобретения
Способ удаления термопластичной : связки из.керамических заготовок, включающий установку их на пористые подставки и термообработку в электрическом поле, отличающийся тем, что, с целью уменьшения деформации изделий, термообработку проводят в постоянном электри- ческбм поле напряженностью 10- 8000 В/см.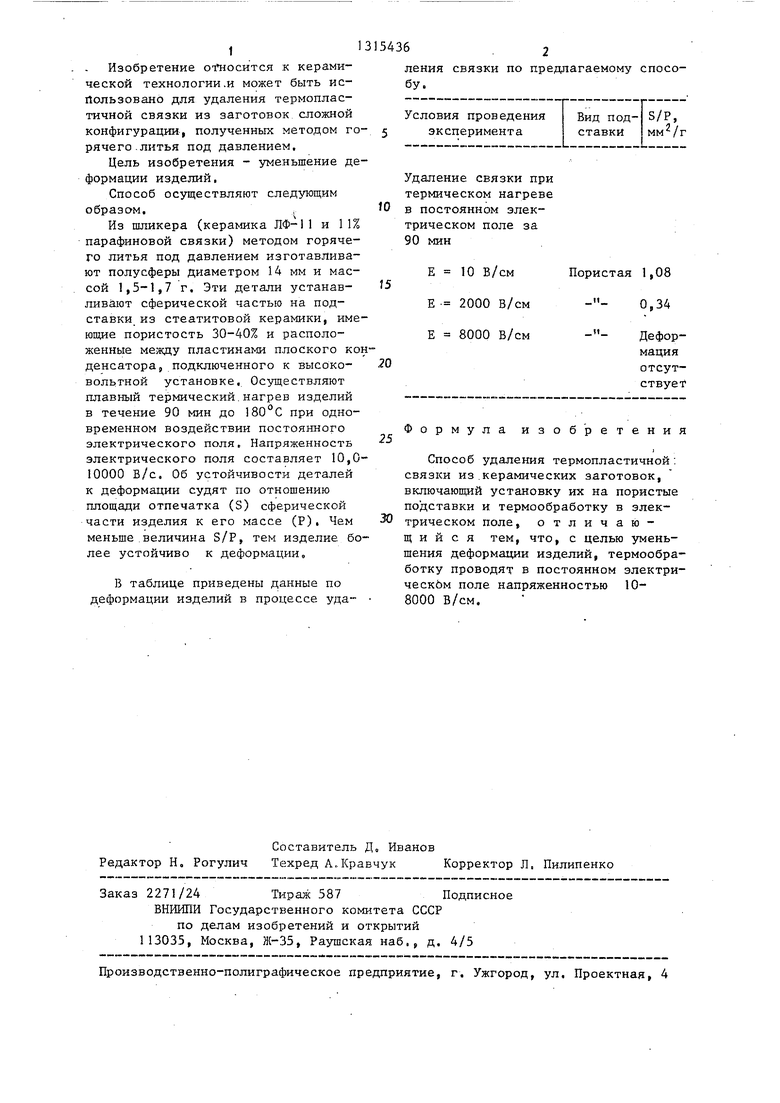
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления керамических изделий | 1979 |
|
SU865859A1 |
| СПОСОБ 3D-ПЕЧАТИ ИЗДЕЛИЙ АКТИВИРОВАННОЙ УЛЬТРАЗВУКОМ СТРУЕЙ ПОРОШКОВОГО МАТЕРИАЛА, ПЛАСТИФИЦИРОВАННОГО ТЕРМОПЛАСТИЧНОЙ СВЯЗКОЙ | 2021 |
|
RU2777114C1 |
| Способ получения полых керамических заготовок | 1989 |
|
SU1728196A1 |
| Способ удаления термопластичной связки из заготовок керамических деталей | 1987 |
|
SU1549939A1 |
| Газоэлектрическая развязка газоразрядного узла ионного источника и способ изготовления её основных деталей | 2020 |
|
RU2752857C1 |
| Электрический нагреватель из диоксида циркония | 1983 |
|
SU1525952A1 |
| Способ изготовления керамических изделий | 1981 |
|
SU1084133A1 |
| Термопластичная органическая связка | 1980 |
|
SU881072A1 |
| Способ удаления термопластичной связки | 1986 |
|
SU1458351A1 |
| Способ получения высокопористой корундовой керамики | 2023 |
|
RU2821454C1 |
Изобретение относится к технологии получения керамических изделий и может быть использовано для удаления термопластичной связки из керамических заготовок. Изобретение позволяет уменьшить деформацию изделий. Это достигается тем, что после установки заготовок на пористые подставки их термообрабатывают в постоянном электрическом поле напряженностью 10-8000 В/см. Деформация по отношению площади отпечатка сферической части изделия к его массе составляет 0,34-1,08 мм /г или отсутствует при напряженности поля 8000 В/см. 1 табл. с оо ел 4: СО а
| Будников П | |||
| П., Балкевич В | |||
| Л | |||
| и др | |||
| Химическая технология керамики и огнеупоров | |||
| - М.: Стройиздат, 1972, с | |||
| Кронциркуль | 1923 |
|
SU555A1 |
| Способ изготовления керамических изделий | 1979 |
|
SU865859A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
