Фи9.1
Нг
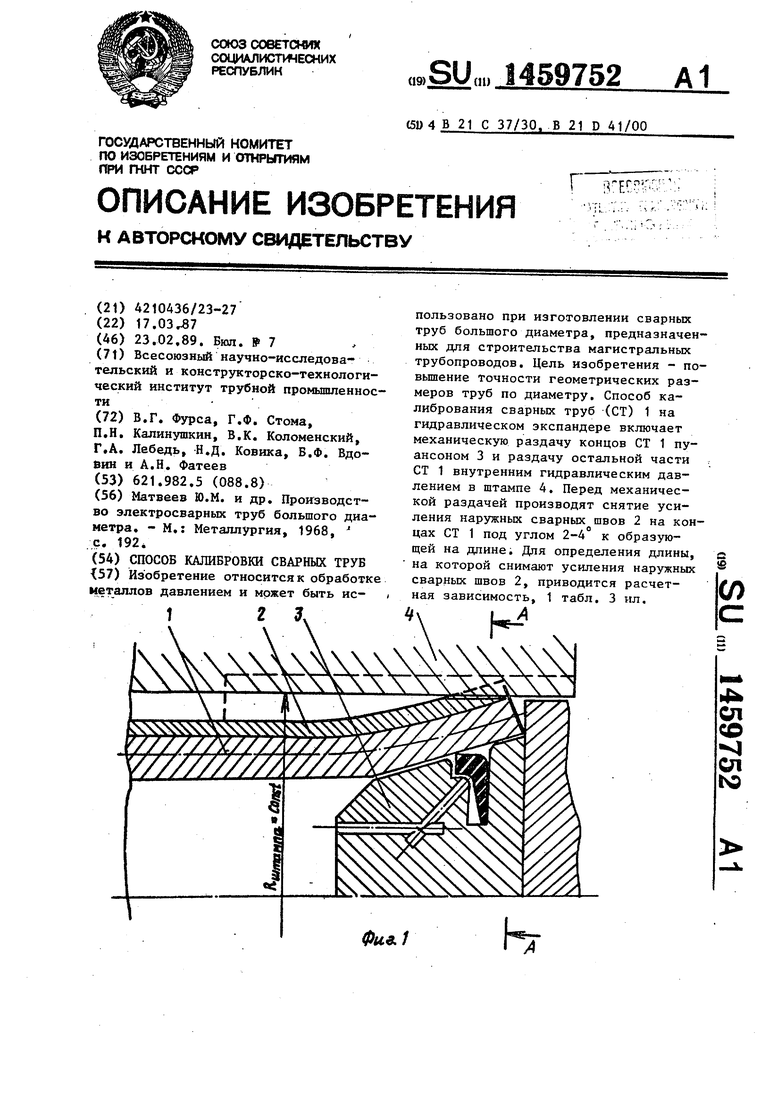
Изобретение относится к обработке металлов давлением, может быть и йользовано при изготовлении сварных труб большого диаметра, предназначенных для строительства магистральных трубопроводов.
Целью изобретения является повышение точности геометрических размеров по диаметру труб,
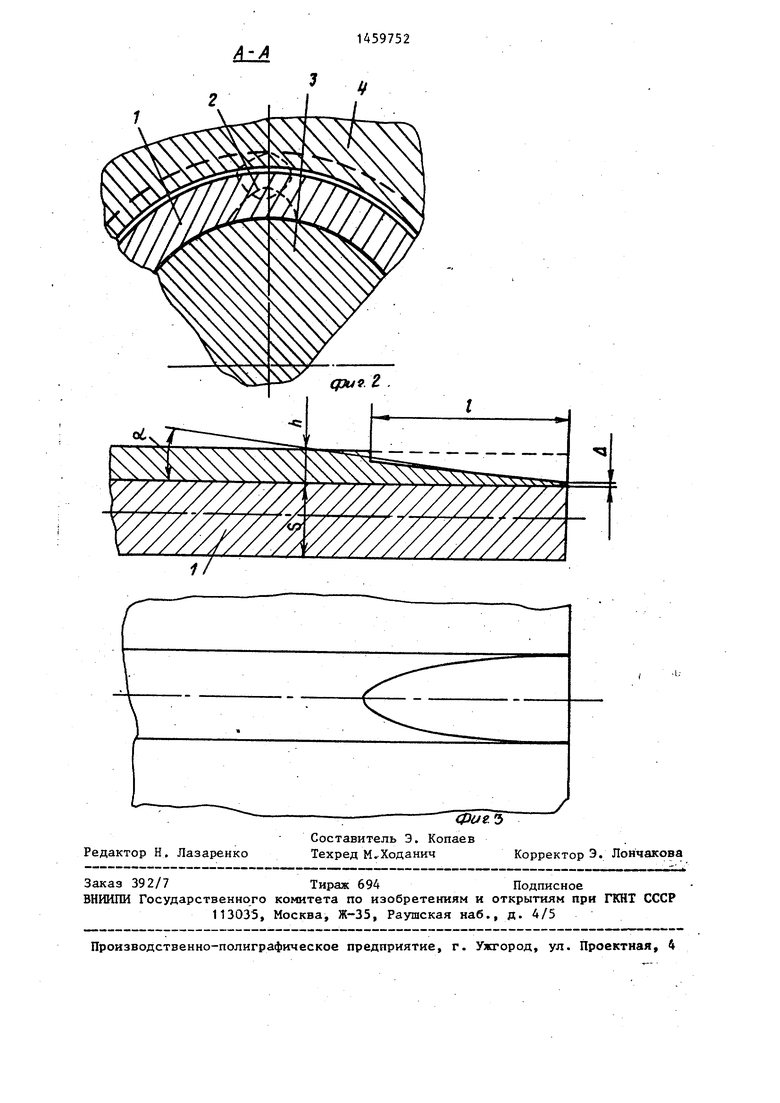
На фиг. 1 показана общая схема к ф1брования трубы на гидравлическом э|кспандере; на фиг. 2 - разрез А-А Йа фиг. 1; на фиг. 3 - конец трубы фсле снятия наружного шва. j Предлагаемый способ калибрования Цварных труб 1 большого диаметра на г|идравлических экспандерах осуществлЬют следующим образом. После плаз- Иенной отрезки концов труб 1 усиле н|ия наружных сварных швов 2 на кондак труб 1 снимают под углом 2-4° к образующей до уровня поверхности, соответствующей толщине стенки трубы 1 с плюсовым допуском на торце на д|Г1ину, определяемую из выражения
1
tiZ
30
де 1 - длина снятия наружного усиления шва;
h - высота усиления наружного ; . шва;
; Л - остаточное усиление наружного : шва на торце;
об - угол наклона к образующей трубы.
После этого трубу 1 задают в пресс-экспандер, раздают концы труб . I пуансонами 3, центрируя по штампу 4, закрывают штампы 4, охватывая трубу 1 по всей длине и производят гидравлическую раздачу, для чего внутрь трубы подают воду под давлением, не-. обходимьтм для пластической деформации металла трубы и прижатия ее наружной поверхности к рабочей поверхности штампов 4, выполненных одним радиусом. Далее давление жидкости в трубе I снижают до нуля, штампы 4 раскрьша- О ют и пуансоны 3 выводят из трубы. таточная величина высоты усиления пша U на торцах трубы определяется как разность толщины стенки трубы S с учетом плюсового допуска и факти- 55 {еской толщины стенки. После к алиб- рования трубу 1 обрабатывают на фас- коподрезных станках с обеспечением
п
5 0 5
0
О 5
заданной формы фаски на торцах труб. При этом должно обеспечиваться необходимое, предусмотренное нормами нормативно-технической документации, остаточное усиление наружного сварного шва 2 не менее 0,5 мм. Точность геометрических размеров по диаметру для обеспечения качественной сборки и сварки трубопроводов в условиях трассы должна быть в пределах i,6 мм и гарантирована на длине не менее 200 мм по аналогии с требованиями к точности диаметра труб зарубежных стандартов на аналогичный вид труб.
Угол снятия усиления наружных сварных швов 2 на концах труб 1, равный 2-4° к образующей, и длина сня.тия определены экспериментально. При величине угла менее 2° после выполнения фаски на трубах не обеспечивается требуемая нормативно-технической документацией величина наружного усиления сварного шва 2.
При величине угла снятия усш):ения наружных сварньЬс швов 2 более 4° при высоте усиления h, близком к предельному значению (3,5 мм), не обеспечивается закрытие штампов 4 гидравлического экспандера.
При снятии наружного усиления до уровня поверхности на торце, соответствующей толщине стенки без учета плюсового допуска, также не обеспечивается требуемое усиление на торце готовых труб 1, а при меньшей величине снятия yci-шения не закроются йштампы 4 пресса.
(
Предлагаемый.способ калибрования сварных труб большого диаметра на ;
гидравлических экспандерах опробован в условиях промышленного производ ства сварных газонефтепроводных труб диаметром 1020 мм с толщиной стенки 11 мм на Новомосковском трубном заводе. Отформованные на листогибочных вальцах и сваренные двухсторонней электросваркой под флюсом трубные заготовки.после обрезки концов по- дают- на фрезерные установки для снятия усиления внутренних сварных швов до уровня поверхности основного металла, а затем шлифмашинками снимают наружные усиления сварных швов на концах труб под углом 3° к образзпощей трубы до уровня поверхности, соответствующего толщине стенки даэийы с учетом плюсового допуска, на
1459752
этом длина снятого участторце. При
ка определяется из выражения
tgoC
где h И
высота усиления наружного шва; U - остаточная высота усиления
наружного шва; об - угол наклона к образующей
трубы, составляет
- 4,.е
ММ
Трубную заготовку подают на гидравлический экспандер, в котором рабочая поверхность штампов 4 выполнена постоянным радиусом, составляющим 510,6 мм, определяемым в зависимости от упруг их свойств металла трубы. Далее производят раздачу концов труб 1 коническим пуансоном 3, изготовленным с углом конусности рабочей поверхности, равным 3°, разъ- 4 закрывают и в трубу
емные штампы
1 подают воду под давлением, обеспечивающим прижатие наружной поверхности трубы 1 к внутренней поверхности штампов 4. После гидравлической раздачи давление внутри трубы сбрасывают, штАмпы 4 раскрьшают, трубу 1 снимают с пуансонов 3 и пердают на станки для обработки торцов с обеспечением заданной разделки кромок под сварку в трубопровод.
При обработке торцов труб 1 и выполнении фаски (в результате срезания .части металла на наружной поверхности трубы у торца) высота наружного сварного шва 2 удовлетворяет требованиям нормативно-технической документации и составляет 0,6-0,8 мм. Такая.же партия труб откалибрована и известным способом.
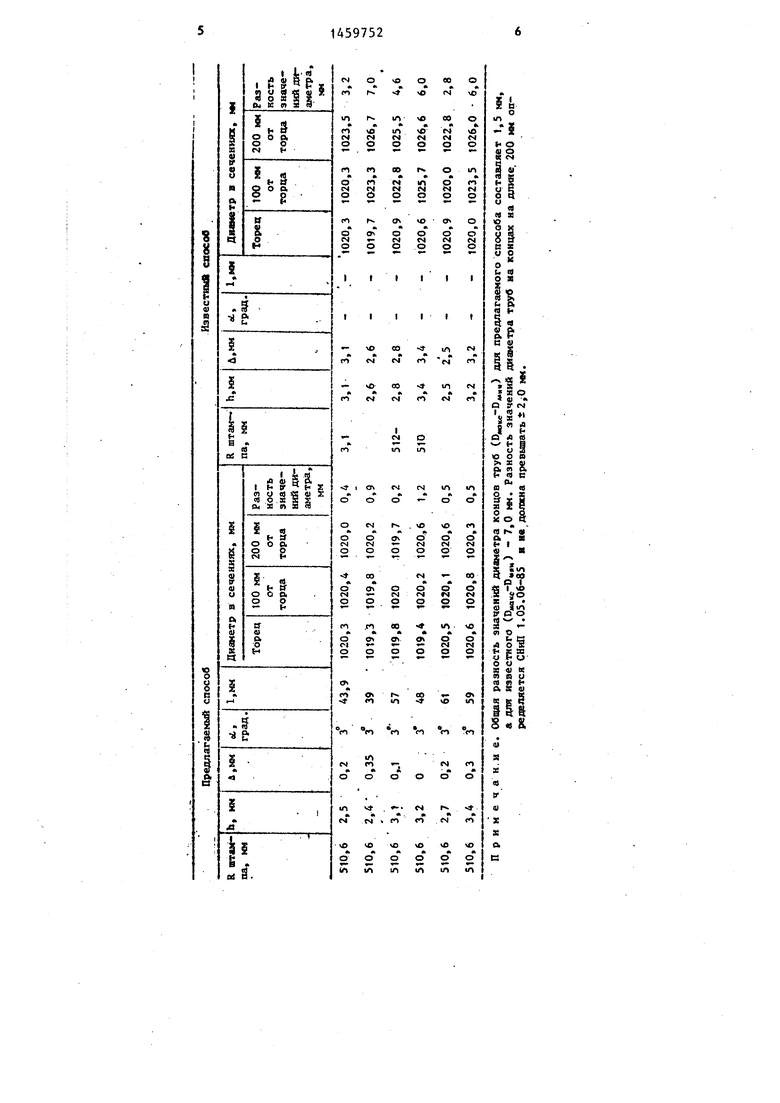
Результаты сравнительных испыта- НИИ предлагаемого и известного способов калибрования сварных труб раз- мером 102040,0 мм из стали марки 17ГТС-У приведены в таблице.
Как видно из таблицы, замеры диаметра на концах труб показывают, что при использовании предлагаемого способа калибрования разброс значений диаметра как для одной трубы, г так и для всей совокупности размеров не превьшает 1,5 мм. При калибровании труб на гидравлическом экспандере известным способом разность диаметра труб на концах на длине до 300 мм от торца достигает 7 мм.
Таким образом, предлагаемый способ калибрования сварных труб большого диаметра позволяет практически без замены или реконструкции действующего оборудования почти в 5 раз повысить точность геометрических разме- Ро по диаметру концов труб, выведя качество их по этому показателю на уровень, превышающий лучшие мировые образцы.
Формула изобретения
Способ калибровки сварных труб, включающий раздачу концов труб коническим пуансоном и последующую раздачу остальной части трубы внутренним давлением жидкости при фиксации наружной поверхности трубы в штампе. отличающийся тем, что, с целью повышения точности геометрических размеров труб по диаметру, перед раздачей концов трубы снимают усиление наружных сварных швов на каждом конце трубы под углом 2-4° к образующей трубы на длине 1, определяемой зависимостью
1
h-u tg i
высота усиления сварного шва;.
остаточная высота усиления сварного шва на торце трубы; угол наклона снятия усиления сварного шва к образующей трубы.
Фае.Ъ
Составитель Э. Копаев
Техред М.ХоданичКорректор Э. Лончакова
Редактор Н. Лазаренко
Заказ 392/7Тираж 694Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ калибровки сварных труб | 1979 |
|
SU820965A1 |
| Способ калибрования сварных двухшовных труб на гидромеханических экспандерах | 1989 |
|
SU1731369A1 |
| Способ производства двухшовных сварных труб большого диаметра | 1985 |
|
SU1230712A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| Способ изготовления прямошовной сварной плакированной трубы | 2021 |
|
RU2775448C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШПИЛЕК | 2003 |
|
RU2251465C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ТРУБЫ БОЛЬШОГО ДИАМЕТРА | 2009 |
|
RU2456108C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2285595C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2057603C1 |
| Способ изготовления обечайки | 1988 |
|
SU1551439A1 |
| Матвеев Ю.М | |||
| и др | |||
| Производство электросварных труб большого диаметра | |||
| - М.: Металлургия, 1968 | |||
| с | |||
| Вагонный распределитель для воздушных тормозов | 1921 |
|
SU192A1 |
