О
I j toig Iff
0i4.e.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки | 1991 |
|
SU1779440A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И ПРОБИВКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2008 |
|
RU2387513C2 |
| Способ штамповки поковок и устройство для его осуществления | 1983 |
|
SU1238869A1 |
| Инструментальный штамповый узел | 1988 |
|
SU1613234A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ С УДЛИНЕННОЙ ОСЬЮ | 1992 |
|
RU2043811C1 |
| Способ изготовления изделий с широким фланцем | 1987 |
|
SU1516209A1 |
| Штамп для пробивки отверстий илиВыРубКи дЕТАлЕй из НЕМЕТАлличЕСКиХМАТЕРиАлОВ | 1979 |
|
SU845988A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
| Штамп для объемной штамповки деталей типа шестерен | 1978 |
|
SU667313A1 |
| Штамп совмещенного действия для вырубки и пробивки | 1989 |
|
SU1676714A1 |

Изобретение относится к обработке металлов давлением, в частности к оснастке для штамповки профилированных деталей. Цель изобретения - повьшение точности осевого размера детали за счет обеспечения его повторной доштамповки. Штамп снабжен узлом перемещения выталкивателяр связанного с индикатором перемещения. В отверстие матрицы устанавливают эталон, перемещают клиновой ползун 13 и выталкиватель 5 вверх до соприкосновения с эталоном, затем эталон убирают, устанавливают заготовку 8 и производят .ее штамповку, снимают усилие штамповки. Далее, вращая храповой маховик 25, подводят выталкиватель 5 к донышку отштампованной детали, выбирают образовавшийся между ними зазор, получившийся за счет пру- жинения детали после ее штамповки, фиксируют величину этого зазора по индикатору 16. Отводят выталкиватель 5 вниз на величину, равную двойной величине выбранного зазора, и проводят повторную доштаьтовку детали. 4 ил. §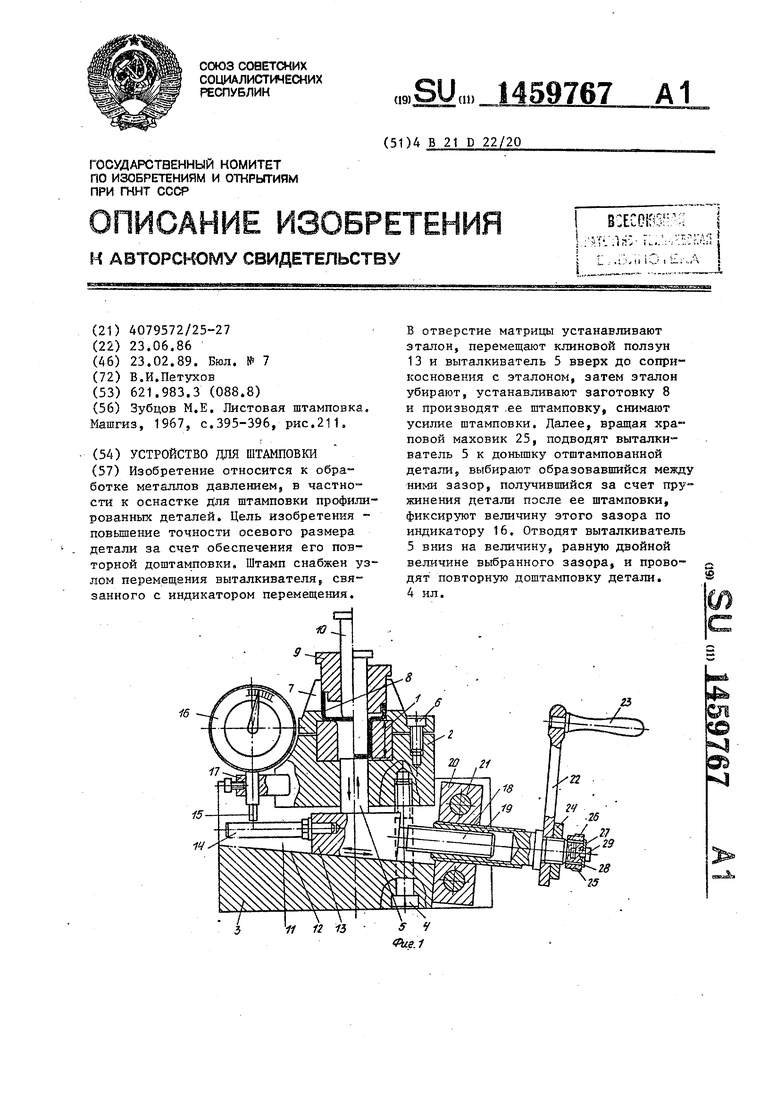
| Зубцов М.Е | |||
| Листовая штамповка, Машгиз, 1967, с.395-396, рис.211. |
