(54) ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ ДЕТАЛЕЙ ТИПА ШЕСТЕРЕН
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 2000 |
|
RU2184635C2 |
| Штамп для холодной штамповки | 1986 |
|
SU1323165A1 |
| Штамп для вытяжки полых изделий | 1979 |
|
SU845971A1 |
| Штамп для закрытой штамповки | 1983 |
|
SU1199409A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1992 |
|
RU2057613C1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1988 |
|
RU2006366C1 |
1
Изобретение относится к объемной штамповке, а именно к конструкциям штампов.
Известен штамп для объемной штамповки деталей типа шестерен, содержащий пуансон с концентрично установленным относительно него прижимом, а также матрицу с основным выталкивателем, закрепленным в подвижной опорной плите 1.
Недостаток известного штампа состоит в невысокой точности получаемых изделий, что обусловлено как схемой течения материала обрабатываемой заготовки, так и условиями извлечения готового изделия из матрицы.
Целью изобретения является повышение точности получаемых изделий.
Цель достигается тем, что штамп снабжен размешенной между матрицей и подвижной опорной плитой проставкой, установленной относительно матрицы с зазором, а также дополнительными выталкивателями с хвостовиками, размещенными по разные стороны от основного выталкивателя и с зазором относительно подвижной опорной плиты, при этом величина зазора между проставкой и матрицей не превышает
величины зазора между хвостовиками дополнительных выталкивателей и подвижной опорной плитой.
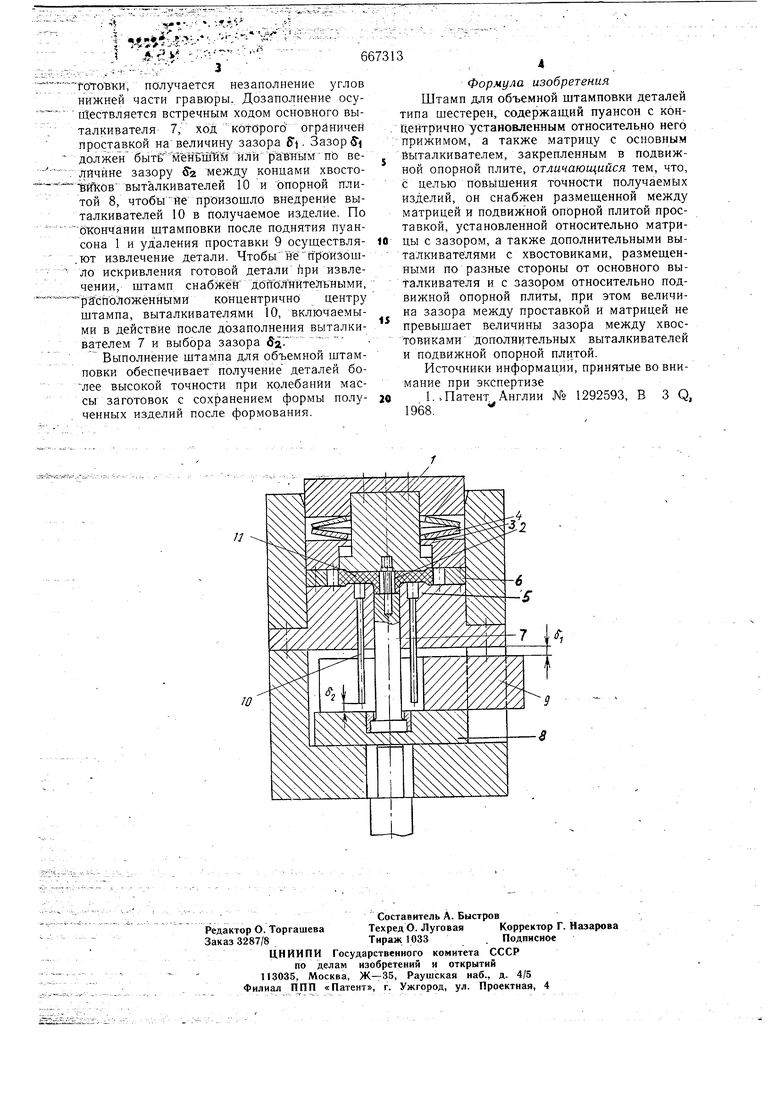
Конструкция штампа представлена на чертеже.
Штамп состоит из пуансона 1 со Щлицевым 2 (в случае получения деталей с внутренней полостью), охватывающего пуансон прижима 3 с тарельчатыми пружинами 4, матрицы 5 с формообразующими элементами 6, основного выталкивателя 7, закрепленного в подвижной опорной плите 8. На опорной плите установлена проставка 9. В матрице концентрично основному выталкивателю 7 смонтированы дополнительные выталкиватели 10.
Штамп работает следующим образом.
На матрицу 5 укладывают заготовку 11. Усилием пресса осуществляется перемещение пуансона 1 и через тарельчатые, пружины 4 прижима 3. Осаживаемая заготовка заполняет гравюру штампа. При таком
одностороннем воздействии пуансона на заготовку, особенно при колебании массы за Готовки, получается незаполнение углов нижней части гравюры. Дозаполнение осу гДествляется встречным ходом основного выталкивателя 7,- ход которого ограничен проставкой на величину зазора . Зазор 5 должен бытбШнШим или равтегм по величине зазору S2 между концами хвосто SffkOB выталкивателей 10 и Опорной политой 8, чтобыйе произошло внедрение выталкивателей 10 в получаемое изделие. По
бтсонча:нии штамповки после поднятия пуансона 1 и ул аления проставки 9 осуществля.ют извлечение детали. ЧтобыWeгтройзошло искривления готовой детали при извлечении, штамп снабжён ДОйОлнйтеЛБНЫМИ,
располоЖенными концентрично центру штампа, выталкивателями 10, включаемыми в действие после дозаполнения выталкивателем 7 и выбора зазора 5а.
Выполнение штампа для объемной штамповки обеспечивает получение деталей более высокой точности при колебании массы заготовок с сохранением формы полученных изделий после формования.
fff
Формула изобретения Штамп для объемной штамповки деталей типа шестерен, содержаш,ий пуансон с кон. центрично установленным относительно него : прижимом, а также матрицу с основным выталкивателем, закрепленным в подвижной опорной плите, отличающийся тем, что, с целью повышения точности получаемых изделий, он снабжен размещенной между матрицей и подвижной опорной плитой проставкой, установленной относительно матрицы с зазором, а также дополнительными выталкивателями с хвостовиками, размешенными по разные стороны от основного выталкивателя и с зазором относительно подвижной опорной плиты, при этом величина зазора между проставкой и матрицей не превышает величины зазора между хвостовиками дополнительных выталкивателей и подвижной опорной плитой.
Источники информации, принятые во внимание при экспертизе
